
纺织品数码印花软打样效果可接受色差研究
2017-05-16 07:59:17杨静芝李泽华裘柯斌
丝绸 2017年4期
杨静芝,周 华,周 婷,陈 洁,李泽华,梅 帆,裘柯斌
(浙江理工大学 a.材料与纺织学院;b.先进纺织材料与制备技术教育部重点实验室,杭州 310018)
研究与技术
纺织品数码印花软打样效果可接受色差研究
杨静芝,周 华,周 婷,陈 洁,李泽华,梅 帆,裘柯斌
(浙江理工大学 a.材料与纺织学院;b.先进纺织材料与制备技术教育部重点实验室,杭州 310018)
针对数码印花屏幕软打样的效果评价问题,为了得到数码印花屏幕软打样的效果与实物打印效果的色差,以及这个色差能否被人们接受,关系到可否用屏幕软打样来代替实物打印样品方式的问题。文章从客观和主观两个角度来评价软打样的效果,通过客观评价确定屏幕软打样与实物打印样品间的色差,然后通过主观评价方法,评价屏幕软打样的色差是否可以被人们接受。将主客观评价方法结合在一起,证明了目前屏幕软打样的色差在人们可接受色差范围内,可以代替实物样品打样方式运用到实际生产中。
数码印花;屏幕软打样;客观评价;主观评价;可接受色差
随着电子信息技术的迅速发展,数码印花[1]也向异地化、全球化的方向发展。传统的实物样品打样方式是直接在纺织品上喷墨打样,虽然效果直观,考虑了织物的纹理结构,与大货生产的效果一致,但是其与客户之间的沟通依靠来回寄样,不利于全球化的发展。数码印花产品屏幕软打样方式利用校正过的电脑屏幕代替数码印花机作为输出设备,在屏幕上仿真模拟显示打样效果。与实物样品打样相比,屏幕软打样方式更方便快捷,大幅提高打样效率,并且效果图直接存在电脑里,节约空间,避免来回寄样,节约时间。借助网络的优势,符合数码印花技术异地化、全球化的发展需求。目前,在印刷出版业,屏幕软打样技术已经比较成熟,有很多针对颜色管理的专业显示器,针对软打样技术应用的打样系统。但在纺织品数码印花屏幕软打样方面,国内外均处于起步阶段,中国正逐渐注重显示器和打样软件的开发和应用工作,工业前景很好。
屏幕软打样与实物样品打样由于表色空间不一样、打样方式不一样等因素,两者的效果会有一定的差别,怎样评价和描述这个差别是屏幕软打样发展的难点,即屏幕软打样达到什么样的效果,人们认为可以代替实物样品打样方式,并用于实际生产。目前,屏幕软打样效果的评价几乎都是采用凭经验的主观评价进行的,不同地区、不同设备的打样质量没有统一、客观的评价标准,不能直观有效地反映软打样效果的质量,在评价软打样效果的质量上造成很大的不便。
本文为解决数码印花效果评价的问题,从两个角度[2]评价屏幕软打样的效果,通过测量的客观数据,获得屏幕软打样与实物样品打样的色差。这个色差是实际存在的,本文的目的就是检验人们能不能接受这个色差,结合主观评价计算给出一个满足实际应用需求的可接受色差范围。通过软打样可接受色差,评价实物样品打样和软打样的客观色差能否被人们接受,可以很方便地评价软打样效果,知道屏幕软打样的效果是否满足生产所需,可否代替实物样品打样方式运用在实际生产中。但本文屏幕软打样目前只能局限于颜色方面,织物材质纹理的模拟有待进一步实验。
1 屏幕软打样原理
1.1 软打样原理
常用Photoshop作屏幕软打样软件,利用其校样功能可实现屏幕软打样。但Photoshop用于软打样时,只能模拟显示3色或4色的ICC Profile(本文用ICC代替)的打样效果,不能满足多于4色的ICC软打样应用。在数码印花行业,为了提高颜色的鲜艳度,增加打印色域,一般用大于4色的ICC。本文采用的软打样工具是在王妍[3]使用的Easy CMM的基础上改进后形成软打样软件Atsoftproof,支持3~8色ICC的软打样,满足数码印花屏幕软打样中模拟多色ICC软打样的要求。
本文软打样软件Atsoftproof的原理与Photoshop类似,具体的打样过程如图1所示。首先,从原图的RGB颜色空间通过图像ICC和数码印花机校正后的ICC转换到打印机的CMYK颜色空间,完成RGB到CMYK的颜色空间转换,这个打印机CMYK代表了输送到打印机实际数据,包含了颜色管理对打印的RGB图像到实际打印机的所有转换调整;然后,将打印机的CMYK颜色空间通过数码印花机的ICC转回连接空间,通过显示器ICC转化为显示器RGB颜色空间显示在显示器上,即将实际打印机的数据,根据显示器的显示特征,转换到实际的显示器上,完成软打样的全部过程。
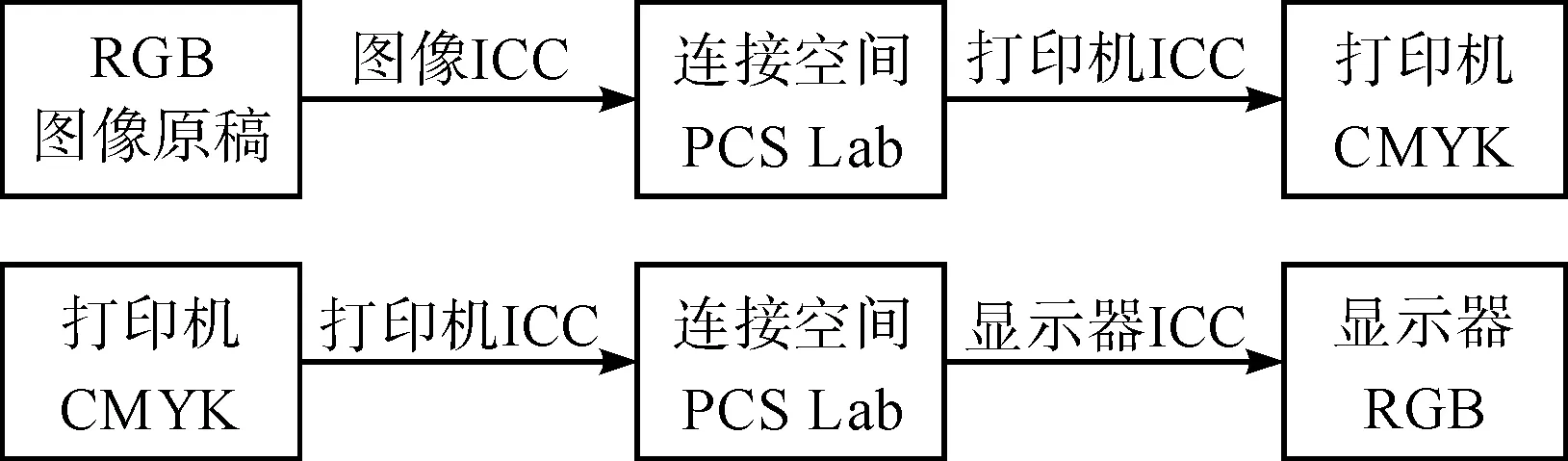
图1 屏幕软打样的流程Fig.1 Flow diagram of screen soft proofing process
本文软打样软件进行屏幕软打样时操作界面如图2所示。首先调入要模拟打印机设备的特性曲线,然后设置数码印花机的打印参数,如打印意图、黑补偿及显示选项——是否模拟面料颜色和黑色油墨,最后点击“预览”,软件自动调取显示器ICC,完成图1的数据转换,即可观察屏幕软打样打印效果。
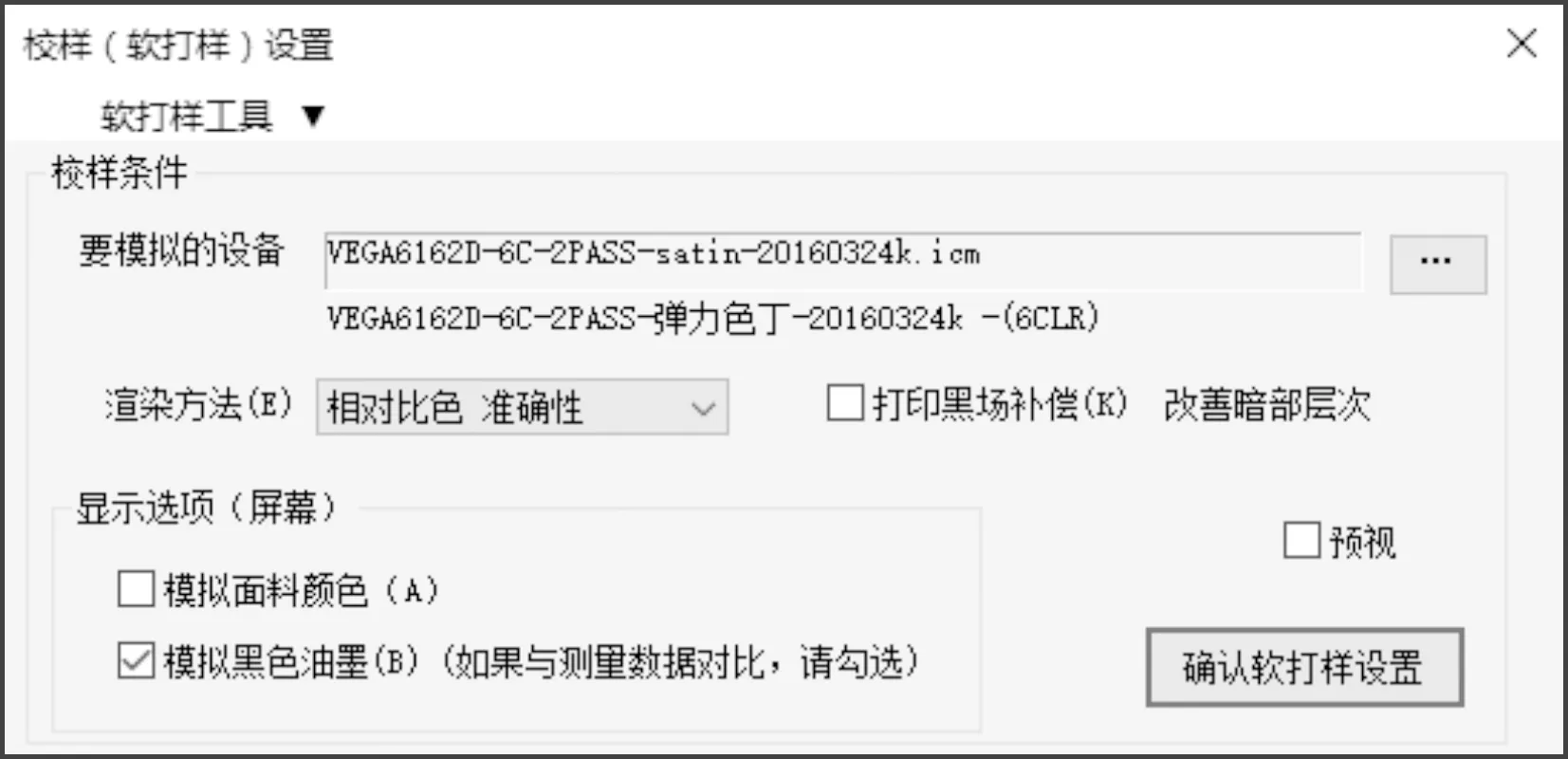
图2 Atsoftproof屏幕软打样操作界面Fig.2 The operation interface of Atsoftproof screen soft proofing
1.2 软打样评价用色差公式
数码印花产品的颜色质量评价,通常由色差大小决定,不同的色差公式评价同一组图,得到的色差是不一样,在评价颜色准确性时,根据评价目的合理选择色差公式。刘浩学等[4]、金肖克等[5]就对不同色差公式评价显示图像测量色差与主观的目视评价一致性做了研究,结果表明,当评价纺织品上打印的图像时,CIE2000(2︰1︰1)公式的测量色差与目视评价结果基本一致。本文中的色差涉及目视评价与显示颜色的测量色差,选择CIE2000(2︰1︰1)的色差公式最为符合,故实验中所有的色差均是CIE2000(2︰1︰1)色差公式。
2 实 验
2.1 条 件
硬件:EIZO COLOR Edge CG242W专业显示器,测量仪器eyeone 1.0 Pro,标准光源对色灯箱Color Assessment Cabinet,数码印花机采用宏华数码科技股份有限公司的V6162D,涤纶与梭织棉面料。为了减少后处理等其他因素影响颜色,本文选用的是后处理相对简单的高温分散墨水和涂料墨水。
软件:特性文件生产软件Profile Maker 5.0、显示器矫正软件ColorNavigator6、宏华RIP软件,以及本文软打样软件Atsoftproof。
2.2 测试图的选择与制作
取纺织领域常用的潘通(PANTONE)纺织TCX色卡(含增补共有2 100个色块),去掉色块之间色差较小、颜色相近的部分进行精简,保证剩下的这些颜色基本包含数码印花的色域,生成一个1218的标准颜色样本作为客观实验的标准颜色,将其转换成Adobe RGB色域的色块图像,命名为软打样客观色差评价色卡(本文简称为“客观评价色卡”),用来客观评价软打样的色差。
为了进行主观评价,实验挑选了64个颜色,制成颜色色块图像,称之为软打样可接受色差评价色卡(本文简称为“主观评价色卡”),如图3所示。这些色块是根据印刷行业和数码印花行业的特性制作而成,所选的色块涵盖了整个颜色空间,包括日常生产中常用的中性灰、高饱和度、难打色、常用色等,并且结合工厂的实际情况和颜色空间的均匀性。为了方便描述这些色块,从左到右依次排序为A、B、C、D……K、L、M,从上到下分别排序为1、2、3、4、5,这样就可以用横竖坐标来描述色块了,如A2、K5等。
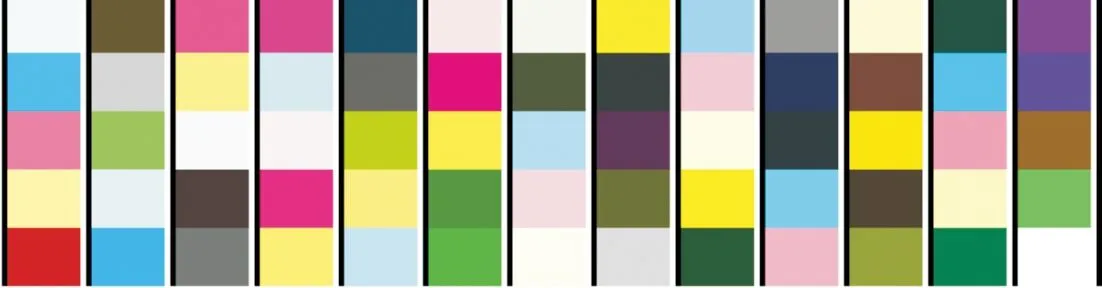
图3 主观评价色卡Fig.3 Subjective evaluation color card
2.3 步 骤
第一步:打印机的校正及生成特征文件。
按ICC颜色管理规范,对数码印花机进行密度曲线和颜色标定。密度曲线矫正利用打印机RIP,颜色标定利用特性文件生产软件Profile Maker 5.0。颜色测量仪器采用eyeone 1.0 Pro,生成打印机ICC Profile文件,命名并保存好,待软打样时调用。
第二步:显示器的校正及生成特征文件。
按ICC颜色管理规范,显示器的校正利用EIZO专用的校正软件ColorNavigator6与测量仪器eyeone 1.0 Pro进行,显示器参数设置为色温6500K;目标伽马值2.2;目标白场亮度85 cd/m2。根据操作进行,校正完成后会提示测量色块集,测量完成后生成显示器ICC Profile文件,作用于系统。
第三步:实物样品打样。
将准备好的客观评价色卡和主观评价色卡,用经过严格颜色管理流程校准的实验用V6162D数码印花机,在涤纶面料上和梭织棉面料上打印,并经过相应的后处理技术[6]。打印时,选用相对比色意图,并将打印好的样品保存,待客观测量与主观评价。
第四步:屏幕软打样。
软打样在软打样软件Atsoftproof中完成,首先将客观评价色卡和主观评价色卡调入Atsoftproof中,在【set】—【校样(软打样)设置】下,选取要模拟的打印机的ICC文件,渲染方法选相对比色,打印黑补偿不勾选,勾选模拟黑色油墨(图2)。设置完成后,即可模拟显示打样效果,在客观评价测量颜色数据和主观评价时用。
3 结果及分析
3.1 客观评价
客观评价法的主要目的是计算屏幕软打样与实物打印样品间的客观色差,具体步骤分为三步[7]:
第一步:测量屏幕软打样的颜色数据。
利用本文软打样软件Atsoftproof,在显示器上模拟数码印花设备显示1218客观评价色卡,结合eyeone 1.0pro测量屏幕软打样颜色,得到软打样的颜色数据并保存,方便后面计算屏幕软打样与实物样本打样间的色差。
第二步:测量实物打印样品的颜色数据。
利用测量仪器eyeone 1.0 pro测量打印好的1218客观评价色卡的实物样品,得到其硬打样的颜色数据并保存,待以后计算屏幕软打样与实物样本打样间的色差时调用。
第三步:计算屏幕软打样与实物打印样品的色差。
将测量的实物打印样品的颜色数据与测量的屏幕软打样的颜色数据进行比对,计算出屏幕软打样与实物打印样品间的色差。计算结果如表1所示。

表1 客观评价色卡屏幕软打样与实物打印样品的色差Tab.1 The objective evaluation of color difference between screen soft proofing and physical printing
通过表1可以得到,屏幕软打样与实物打印样品之间平均色差ΔE在4左右。由于数码印花产品生产对环境的温湿度要求比较高,生产时不能完全控制,会影响墨水的性能。设置的打印参数不同,会有不同的打印效果,面料的结构、材质及在上浆过程中的上浆量都会影响织物吸收的墨水量,影响最后打印颜色。后处理工艺中不能完全控制的因素,也会导致数码印花产品产生色差。此外,屏幕软打样与实物打印样品间的呈色原理不一样,屏幕软打样是RGB模式,实物样品是CMYK模式。因此,屏幕软打样与实物打印样品之间会存在一定的色差,本文的目的就是研究两者之间色差是否能被人们接受。
3.2 主观评价
数码印花产品的效果评价和质量好坏是由人的主观感觉判定的,其中最可靠的评价就是人的主观评价。通过主观评价得到主观评价色卡各色块的色差等级,结合其各色块的测量数据得到的客观色差计算出人们可接受色差,从而判断客观评价中的屏幕软打样与实物打印样品间的色差是否能被人们所接受。主观评价分为三步:
第一步:获得主观评价色卡的评价等级。
进行主观评价时,将测试样品置于标准灯箱中,光源设置为标准的D65光源,模拟标准观察条件,减少环境光对颜色的影响。实验请来了8名色觉正常的观测者进行评价,4名男生及4名女生,其中3名专业人士及5名非专业人员。主观评价的评价等级规则参考Meng Xie等[8]及刘浩学[9]对主观评价的判定规则的研究,制定最符合主观评价的等级规则,评价规则如表2所示。表3和表4分别是涤纶和梭织棉的主观评价色卡的主观评价等级结果汇总情况。
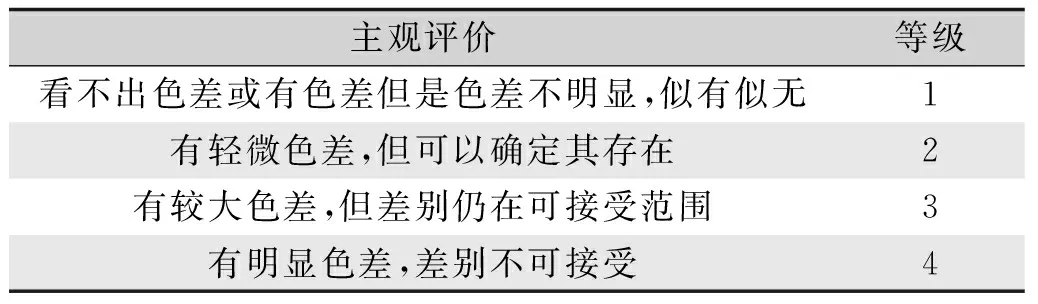
表2 主观评价色差的等级划分Tab.2 Grading of subjective evaluation of color difference

表3 主观评价色卡主观评价等级结果汇总(涤纶)Tab.3 Summary of subjective evaluation results of subjective evaluation color card (polyester)

表4 主观评价色卡主观评价等级结果汇总(棉)Tab.4 Summary of subjective evaluation results of subjective evaluation color card(cotton)
进行主观评价时,为了减少周围颜色对所评色块的影响,每次评价时将其他色块用一张灰色的纸盖住,只留出要评价的色块,显示器上也只显示一个色块,其余部分也用灰色纸盖住。
表3和表4是各个色块主观评价结果的平均值,各个色块等级平均值的计算公式如下:

(1)
式中:P1、P2、P3、P4是四个颜色等级出现的次数;N是参与主观评价的人数。
通过表3可以算出目视评价的色块的平均等级为1.69,通过表4可以算出目视评价的色块的平均等级为1.60,皆处于“看不出色差”和“有轻微色差,但是色差可以接受”之间。实验说明:虽然屏幕软打样的色差可以观察到,但是依然在人们可接受色差范围内,屏幕软打样效果良好。
在表3中,少部分如B2、F5、I1等几个的色差数据很大,但是目视评价结果都在“有轻微色差”的等级以内,A5的测量色差相对较小,可是目视评价的等级却不高;表4中也有这样的情况,如B1、B5、H4等。造成这种现象的原因可能是:每个人对颜色的敏感点不一样,有人对色相敏感,有人对亮度敏感等,不同的敏感点会造成不一样的结果:采用的连接空间是Lab颜色空间,这个颜色空间并不是色差绝对均匀的,它的不均匀性也会对结果有部分的影响。
第二步:测量主观评价色卡的色差。
用eyeone 1.0 Pro测量主观评价色卡实物打印样品的颜色数据,并保存。将测量数据与对应标准的颜色数据进行比较,可得色差对应如表5和表6所示,其中每个单元格对应相应位置的色块。

表5 主观评价色卡的测量色差(涤纶)Tab.5 The measurement color difference of subjective evaluation color card (polyester)

表6 主观评价色卡的测量色差(棉)Tab.6 The measurement color difference of subjective evaluation color card (cotton)
第三步:计算人们可接受色差[9]。
根据主观评价色卡的测量色差和主观评价结果,分析计算出人眼可接受的色差。所谓可接受色差[10],指在以某一参考为标准去比较实验样品,恰好能够察觉差异,并且差异已到临界值。根据可接受色差,判断数码印花屏幕软打样的色差是否在人们可接受色差范围内。在可接受的色差范围内,则说明数码印花软打样技术可以代替实物样品打样方式在实际生产中应用,提高生产效率。
根据表2目视评价等级划分制度,目视评价等级为2时,有微弱的色差。将表3和表4中目视评价平均等级在1~2的所有色块的平均色差作为数码印花屏幕软打样的色差容限,即数码印花屏幕软打样的可接受色差。
经计算,在涤纶面料上,目视评价平均等级在1~2的所有色块的平均色差为4.33;在梭织棉面料上,目视评价平均等级在1~2的所有色块的平均色差为4.40,则人们的可接受色差范围为ΔE<5。在郭娟娟等[11]的色差阈值研究结果中,修改色差公式CIE2000(l︰c︰h)中l︰c︰h值以减小阈值,达到的平均阈值4.37比较接近。
通过客观评价可以知道,涤纶面料上主观评价色卡在屏幕软打样与实物打印样品间的色差为3.76,在可接受色差ΔE<5范围内;梭织棉面料上软打样客观色差评价色卡在屏幕软打样与实物打印样品间的色差为4.80,在可接受色差ΔE<5范围内。因此,数码印花屏幕软打样的色差人们可以接受,数码印花屏幕软打样技术具有可行性。
4 结 论
本文针对数码印花屏幕软打样的效果评价进行研究,主要介绍计算软打样和实物样品打样之间的色差和计算人们可接受色差的方法,利用这种方法可以计算出软打样与实物样品打样间的客观色差,以及数码印花软打样的可接受色差,可以评价软打样的效果,方便不同地区、不同设备评价软打样效果。
研究表明,在经过严格校准的专业显示器上,用软打样工具,调用经过严格校准的数码印花机的ICC特性文件进行屏幕软打样,软打样的颜色在客观上获得的效果与实物打印样品之间的客观色差在4左右。从主观评价的角度证明人们的可接受色差为ΔE<5,从而验证了数码印花软打样的色差在实际生产中是在人们可接受色差范围内。说明屏幕软打样的方法具有可行性,其效果是可信的。在实际生产中可以采用屏幕软打样的方法代替实物样品打样方式来提高企业生产效率,节约时间和成本。
[1]薛朝华,贾顺田.纺织品数码喷墨印花技术[M].北京:化学工业出版社,2008:2. XUE Chaohua, JIA Shuntian. Textile Digital Ink Jet Printing Technology[M]. Beijing:Chemical Industry Press,2008:2.
[2]王尚琳.屏幕软打样的流程控制[J].印前技术,2015(2):19-23. WANG Shanglin. Screen soft proofing process control[J]. Prepress Technology,2015(2):19-23.
[3]王妍.基于Colorcast的纺织品数码印花多通道软打样效果分析[J].科技在线,2015(11):1-2. WANG Yan. Analysis of Colorcast multi-channel soft proofing effect of textile digital printing[J]. Science and Technology of Online,2015(11):1-2.
[4]刘浩学,黄敏.色差公式在评价显示图像颜色中有效性的测试[J].北京印刷学院学报,2008,16(6):27-31. LIU Haoxue, HUANG Min. Test of validity of color difference formulae in evaluating color accuracy of displayed images[J]. Journal of Beijing Institute of Graphic Communication,2008,16(6):27-31.
[5]金肖克,张声诚,李启正,等.色差公式的发展及其在织物颜色评价中的应用[J].丝绸,2013,50(5):33-38. JIN Xiaoke, ZHANG Shengcheng, LI Qizheng, et al. Development of color difference formula and its application in fabric color evaluation[J]. Journal of Silk,2013,50(5):33-38.
[6]杨玉倩,周华.数码印花颜色还原性体系研究[D].杭州:浙江理工大学,2013:16-19. YANG Yuqian, ZHOU Hua. Reserch on the Color Reducibility Evaluation System of Digital Printing[D]. Hangzhou:Zhejiang Sci-Tech University,2013:16-19.
[7]刘浩学.印刷软打样效果的评价[J].影像技术,2007(4):43-47. LIU Haoxue. Evaluation of printing soft proofing[J]. Image Technology,2007(4):43-47.
[8]MENG Xie, MENG Linlin. Subjective evaluation experiments and data establishment of color difference for digital images[C]// 2010 3rd International Congress on Image and Signal Processing,2010.
[9]刘浩学.软打样可接受色差的研究[J].中国印刷与包装研究,2009(1):65-69. LIU Haoxue. Research on the acceptable color tolerance soft proofing[J]. China Printing and Packaging Study,2009(1):65-69.
[10]汪哲弘.颜色视觉辨别特性及色差评价研究[D].杭州:浙江大学,2009:21-23. WANG Zhehong. Study of Color Vision Discrimination Characteristics and Color-difference Evaluation[D]. Hangzhou:Zhejiang University,2009:21-23.
[11]郭娟娟,赵秀萍.三种不同色差公式加权系数和可接受阈值的研究[D].天津:天津科技大学,2011:38-44. GUO Juanjuan, ZHAO Xiuping. Research of the Weighing Coefficient and Acceptability Threshold of Three Different Color-difference Formulas[D]. Tianjin:Tianjin University of Science and Technology,2011:38-44.
Research about acceptable color difference of digital printing soft proofing
YANG Jingzhi, ZHOU Hua, ZHOU Ting, CHEN Jie , LI Zehua, MEI Fan, QIU Kebin
(a. College of Materials and Textiles; b. Key Laboratory of Advanced Textile Materials and Manufacturing Technology, Zhejiang Sci-Tech University, Hangzhou 310018, China)
In order to evaluate the digital printing screen soft proofing effect, this paper aims to get the color difference between the effect of digital printing screen soft proofing and physical printing effect, and the acceptability of color difference, which is related to that whether screen soft proofing can be replaced by physical printing. Soft proofing are evaluated from subjective and objective perspectives. By the objective evaluation, we could know the color difference between screen soft proofing and physical printing. By the subjective evaluation, we could know whether the color difference of screen soft proofing can be accepted by people. The combination of subjective and objective methods proves that the color difference can be accepted by people, and it can replace physical printing in practice.
digital printing; screen soft proofing; objective evaluation; subjective evaluation; acceptable color difference
10.3969/j.issn.1001-7003.2017.04.006
2016-05-19;
2017-03-13
杨静芝(1992-),女,硕士研究生,研究方向为纺织品数码印花颜色管理。通信作者:周华,教授,hzzh@zstu.edu.cn。
TS194.4
A
1001-7003(2017)04-0031-06 引用页码:041106
猜你喜欢
泉州师范学院学报(2023年5期)2023-11-22 02:54:34
小资CHIC!ELEGANCE(2022年1期)2022-01-11 07:59:50
动漫界·幼教365(中班)(2020年12期)2020-12-21 03:22:41
上海涂料(2019年3期)2019-06-19 11:52:22
小学生必读(低年级版)(2019年10期)2019-04-13 13:07:12
流行色(2018年5期)2018-08-27 01:01:30
摄影之友(影像视觉)(2017年1期)2017-07-18 11:12:16
小资CHIC!ELEGANCE(2016年15期)2016-07-26 07:55:32
Coco薇(2016年2期)2016-03-22 16:51:18
Coco薇(2015年11期)2015-11-09 12:38:41
