
简易伺服驱动式自动焊在焊接车间的应用
2017-05-12 02:15:57李柳强方海欧
装备制造技术 2017年3期
李柳强,方海欧
(上汽通用五菱汽车股份有限公司,广西柳州545007)
简易伺服驱动式自动焊在焊接车间的应用
李柳强,方海欧
(上汽通用五菱汽车股份有限公司,广西柳州545007)
伺服自动焊是基于OMRON小型PLC CP1H控制以实现一维和多维焊接作业的小型自动化设备。目前伺服自动焊已经在SGMW车身区域五菱之光、新五菱之光、五菱宏光、宝骏等生产线投入使用,可实现立体焊接作业的四维机器人也在研发阶段。基于伺服控制的简易自动化设备应用将会越来越普及,如何使伺服控制能够快捷、方便、精确已成为了一个工业自动化控制的新课题。
自动焊;伺服控制;应用
公司目前现有车身焊接方式主要为人工焊接。随着人力成本的不断增长以及人们对汽车制造质量要求的不断提高,人工焊接方式将会越来越难以满足现代化生产的需求。
通过对焊接过程的分析,研究了市场上相关的各种控制方法后,设计出使用欧姆龙小型PLC来控制伺服控制器实现自动控制,通过机械丝杆传动,带动和控制小原焊机的简单自动焊。简单自动焊主要由自动焊钳、伺服系统、冷却系统、电气系统等四部分组成。焊机具有自动加压功能,保证焊接压力大小和焊接时间;伺服系统采用闭环控制,主要是驱动自动焊钳运动,保证焊点位置分布的精度;电气系统提供精确控制和处理相关连锁条件;冷却系统用于自动焊钳的冷却,保证自动焊钳可以高节拍的连续工作。
1 伺服自动焊简介
1.1 控制系统选型
通过对市面上的数控伺服系统的分析,选定了OMRON公司最新的CP1H高性能系列CP1HX40DT型作为伺服控制系统的主控PLC,伺服控制器和伺服电机选用OMRON公司的R88D-GT04H伺服控制器以及R88M-G75030H-S2伺服电机。触摸屏则采用了PROFACE的AST-3301WB.整机选型设计体现了低成本高价值的理念。
OMRON公司的CP1H系列PLC定位于小型机,但它却是基于CS/CJ(特别是CJ,CJ是中型PLC平台)平台的,因此具备了很多中型机的功能。
CP1H系列扩展了多种功能:
(1)集成的高速脉冲输出功能,可以同时控制4轴运行,4点输出1 Hz~100 kHz CCW/CW或脉冲+方向;
(2)内置的计数器功能可标准搭载4轴相位差,50 kHz;
(3)标准配备的通用USB编程接口,使用市售的通用USB电缆即可进行连接,无需单独购买一般PLC使用的价值不菲的编程电缆;
(4)CP1H还具备了串行通信功能,可以为CP1H选配RS232C接口或者RS485接口,还可以和触摸屏、上位机等进行连接,实现对系统的有效监控;
(5)CP1H还支持标准的DeviceNet现场总线,也能支持Ethernet、CLK等网络扩展,最多可安装2块串行通信选件板和1块以太网选件板,日后可以很容易对系统进行扩容。
(6)在软件方面,CP1H可缩短追加复杂程序设计的时间。由于使用了CJ的编程环境,从而支持FB和ST的编程功能。内含多种功能块。当用户需要连接另外一个智能控制系统时,无需很多程序来设定各种参数,只需将相应的功能块从程序库中调出,则可自动实现相应功能。优化的编程环境采用结构化文本(ST)语言,使数值运算更简单;通信程序利用Smart FB库,可以实现用于各种通信的梯形图程序,这将大幅削减程序开发和调试时间。除了PLC以外,无论是高功能单元的参数设定还是各种FA网络的配置,通过采用操作简单的编程软件CX-Programmer,预置各种应用的标准切换块(梯形图/ST语言),都无需查阅手册,就能简便地直接设定。
1.2 焊枪类型选择
目前市场上主要使用的焊枪有伺服电机驱动、步进电机驱动、异步电动机驱动、压缩空气驱动。根据焊接车间的能源、备品备件、成本控制等使用特性,最终选择了压缩空气驱动作为焊枪驱动单元,体现了能源的共享性、维修的简易性以及成本的优越性。
2 伺服自动控制系统的优点
2.1 变频控制
OMRON公司CP1H-X40DT型PLC可实现梯形或S型曲线加减速输出,采用脉冲输出或PWM输出均可以实现输出频率的控制。R88D-GT04H伺服控制器输出频率和电压都在逆变器内控制和调节,其响应的速度取决于电子控制回路,而与直流回路的滤波参数无关,所以调节速度快,并且可使调节过程中频率和电压相配合,以获得好的动态性能。
2.2 负载特性
伺服控制具有在有效负载和速度范围内,无论速度如何变化,始终能输出稳定足够的转矩,即使是负载移动到位了,伺服依然输出没有停止。此时,就算有额外的力推动负载移动,伺服系统闭环控制回路可以自动输出反向的力矩来确保负载不会产生位移。
2.3 技术优点
CP1H-X40DT型PLC共通处理时间只有0.7 ms,基本指令执行时间是0.01 μs,系统处理时间和响应时间非常短,可以实现高精度的自动控制。动作精度误差可以控制在0.01 mm以下。这对提高车身焊接的稳定性和可靠性有非常显著的效果。从技术层面来看,伺服的应用也已经突破了以往高不可攀的瓶颈。OMRON的新型伺服控制组合,已经不需要太多的精深的专业知识就可以理解使用了。PLC控制编程也实现了功能模块化,通过模块化功能的应用,使编程和动作控制更加的简单实用。
3 参数设计和程序应用
3.1 参数设置
用PLC来控制伺服驱动器,首先要对PLC中有关伺服部分进行响应的参数设置。图1是伺服参数的设置画面。其他伺服轴参数的设定也可以参照第一轴参数来进行设定。关于该部分的详细参数设定要求,可以参看OMRON CP1H操作手册中关于脉冲控制部分内容。特别需要注意的是,一定要设置查找/返回初始速度、查找接近速度、查找高速度,否则不能正确完成原点返回操作。
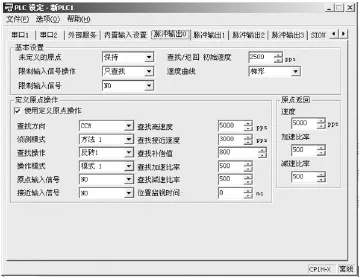
图1 伺服参数设置
3.2 程序设计
OMRON CP1H PLC由于使用了目前所有高级CJ系列PLC的编程环境,因而也支持FB和ST的编程功能。同时,该CPU还可以执行多个循环任务,中文名称和中文注释连同所有的控制程序、参数设置等都可以下载到CPU中去,也可以把它们完整地全部上传到电脑中进行保存。这一点是OMRON的PLC有别于其他品牌的PLC的一个显著特点,反映了OMRON公司对中国市场的重视程度。
为了保证程序的可读性,按照工艺动作,将全部程序划分为:初始化、参数输入、速度设定、原点返回、手动操作、自动操作以及报警信息等若干程序段。每一段均只执行特定的操作功能。如:初始化仅仅是执行系统上电后所进行的系统初始化参数赋值等功能;原点返回则是仅仅执行原点返回操作;速度设定是对原点返回、自动模式以及手动操作时候的速度进行赋值;自动操作则包含了自动运行中的工艺过程等等。
为了充分使用OMRON CP1H CPU的功能,在参数设置程序段,使用了自己编写的功能块(FUNCTION BLOCK)。修改输入数值时,可以在功能块参数输入一段中输入以mm为单位的点和点之间的间距,功能块自动运算出绝对值位置数据,以供控制操作使用。
根据控制要求,由于本程序使用到的功能块是进行数据处理,因而在编写功能块时,采用了结构化语言ST方式的编程。而在编写动作工艺流程的时候则采用了常见的梯形图编程模式。见图2、图3和图4.
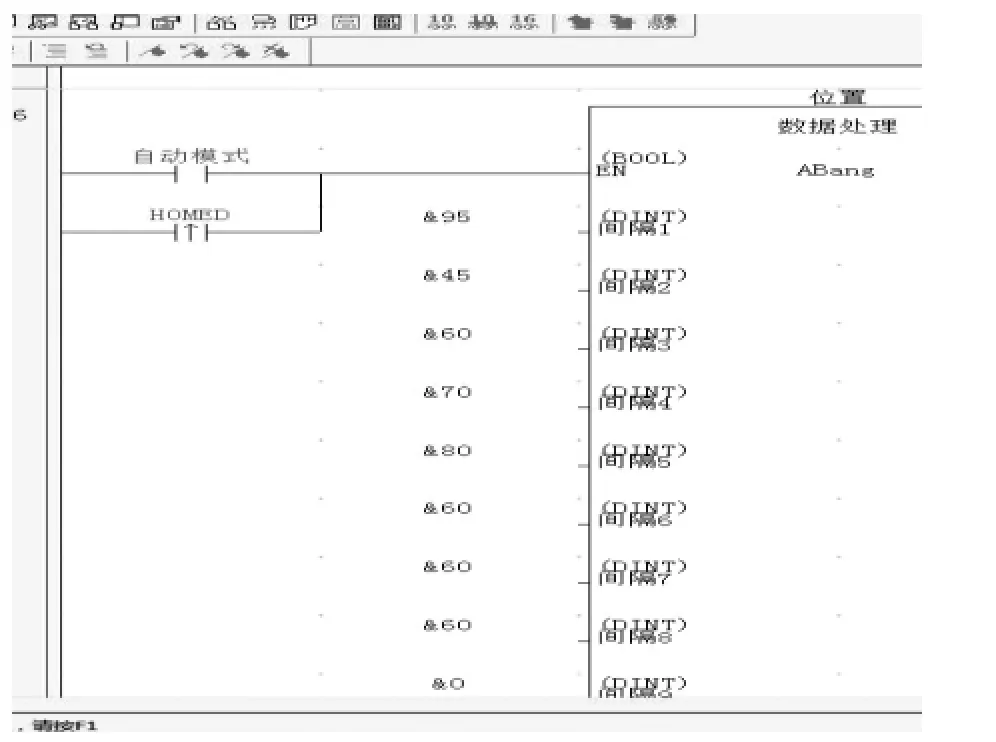
图2 位置数据功能块
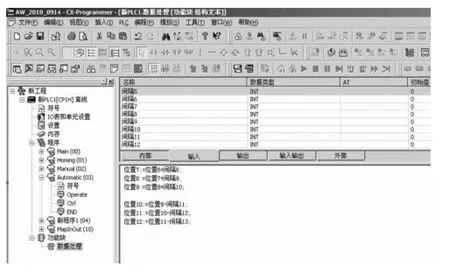
图3 功能块中的结构文本方式编程
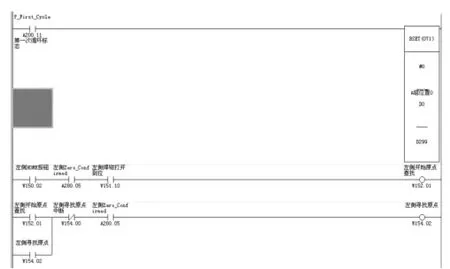
图4 工艺控制梯形图
4 触摸屏操作
由于我们选择的伺服电机的编码器是增量式编码器。因此,在进行自动操作前,原点返回是必需的。进行原点返回操作,只需要在触摸屏上点击原点返回按钮即可,见图5。

图5 触摸屏画面
在返回原点过程中,原点返回闪烁,当碰到原点附近的限位开关后运行速度减慢,到达原点即停止运动;原点返回变为绿色常亮,说明原点建立正确完成。
需要注意的是,任何时候都必需确保在焊钳运动轨迹上没有障碍物,否则伺服电机会因为负载过大导致过载报警。同时,为了确保焊钳运动时焊钳是打开的,设计了接近开关对每一把焊钳打开到位进行了检测。任何时候只要焊钳闭合,焊钳移动立即停止,确保不会对白车身或者焊钳、伺服传动机构等造成损坏。
原点建立后,在触摸屏上把工作模式切换为自动运行模式。只要白车身就位,车体就位检测开关被触发,主线安全和连锁条件建立,此时,按下工位上的启动焊接按钮,焊钳就会按照既定的程序自动运行。每运行到设定的位置,就会启动焊接控制器开始焊接,焊接完毕焊钳打开,继续前进进行下一点的焊接。
5 效果验证
图6、图7是实际焊接后的效果图。由图可见,伺服自动焊接的焊点大小尺寸一致,焊点间距均匀,焊点饱满,经过非破坏试验证明焊接牢固可靠。

图6 伺服焊接效果图

图7 伺服焊接效果图
6 推广应用
基于以上的实践验证来看,使用伺服系统来进行焊接具有明显的优点,主要体现在以下几方面:
(1)减少了生产线单班次人员,通过减少人工成本来降低制造成本;
(2)保证焊点分布均匀、对中,提高了焊接质量,从而也保证了整个车体的强度;
(3)提高了车身焊接效率,增快生产节拍,满足快速生产需求;
(4)减轻了工人的劳动强度,改善了人机工程;
(5)减少了焊接配套设备的数目,改善了车间生产线工艺布局。
7 结束语
伺服控制系统的应用,对公司的自动化推广有着非常重要的意义。通过二轴、三轴、四轴伺服控制系统的研发应用,可以实现涂胶、抓取等动作的自动控制,应用前景非常广阔。
[1]OMRON公司.《CP1H用户手册》(产品手册)[Z].
[2]OMRON公司.《CP1H编程手册》(产品手册)[Z].
[3]OBARA公司.《焊枪选型手册》(产品手册)[Z].
[4]OBARA公司.《ST21系列控制箱使用说明书》(产品说明书)[Z].
Simple Application of Servo Drive Type Automatic Welding in the Welding Workshop
LI Liu-qiang,FANG Hai-ou
(SAIC GM Wuling Automobile Limited by Share Ltd.,Ctd.,Lliuzhou Guangxi 545007,China)
Servo automatic welding is based on CP1H OMRON small PLC control to realize a small peacekeeping dimensional welding automation equipment.Current servo automatic welding have SGMW automobile body area wuling sunshine,new wuling sunshine,wuling macro light,baojun,such as production line put into use,it can realize three-dimensional welding operation of four dimensional robot also in research and development stage. Based on servo control is simple and easy automation equipment application will become more popular,how to make the servo control to faster and more convenient,more accurate,has also become a new subject of industrial automation control.
automatic welding;servo control,application
TG409
B
1672-545X(2017)03-0114-04
2016-12-30
李柳强(1975-),男,广西柳州人,本科,主要研究方向为自动化控制技术;方海欧(1980-),男,河南人,硕士,高级工程师,研究方向:机械传动技术。
猜你喜欢
湘潮(上半月)(2023年5期)2023-06-14 05:42:42
汽车实用技术(2019年3期)2019-03-05 04:01:12
科技与创新(2017年14期)2017-08-09 15:16:16
电脑知识与技术(2016年22期)2016-10-31 20:38:41
江西通信科技(2015年3期)2015-12-05 05:52:05
中国氯碱(2015年9期)2015-11-02 01:03:41
焊接(2015年10期)2015-07-18 11:04:48
汽车零部件(2015年5期)2015-03-24 09:11:48
化工自动化及仪表(2015年7期)2015-01-13 04:24:26
组合机床与自动化加工技术(2014年9期)2014-03-01 02:21:43
