
使用COG加热时6 m焦炉烟气NOx控制措施
2017-05-10 08:20吴宏斌郑晓明
山东冶金 2017年2期
吴宏斌,郑晓明
(山钢股份莱芜分公司焦化厂,山东莱芜 271104)
使用COG加热时6 m焦炉烟气NOx控制措施
吴宏斌,郑晓明
(山钢股份莱芜分公司焦化厂,山东莱芜 271104)
山钢股份莱芜分公司焦化厂6#焦炉使用焦炉煤气加热,分析认为,空气过剩系数、加热换向间隔时间、加热温度等影响烟气中氮氧化物浓度,通过热工调节,缩小风门降低机焦两侧空气过剩系数至1.12、1.08,换向时间由30 min调整到20 min,标准温度由1 245/1 295℃降至1 235/1 285℃,氮氧化物浓度由612 mg/m3逐渐降低至440 mg/m3,实现了达标排放。但在结焦时间较短,标准温度较高时,焦炉热工调节对氮氧化物浓度作用较小。
焦炉;烟气;氮氧化物;空气过剩系数;换向间隔;标准温度
《山东省区域性大气污染物综合排放标准》对焦炉烟气污染物排放浓度限值进行了明确规定,其中,该标准中规定第三时段焦炉氮氧化物排放限制为500 mg/m3。使用焦炉煤气作为加热煤气的焦炉,由于加热温度较高,在未进行烟气脱硫脱硝改造时,烟气氮氧化物实现达标排放的难度较大。
山钢股份莱芜分公司焦化厂6#焦炉为55孔6 m焦炉,使用焦炉煤气加热,在正常加热过程中,烟气氮氧化物含量波动较大,部分时段瞬时值超过500 mg/m3的排放限制。为保证烟气氮氧化物达标排放,6#焦炉进行了一系列热工调节,烟气氮氧化物含量逐步降低,最终实现了稳定达标排放。
1 烟气氮氧化物含量影响因素分析
1.1 空气过剩系数的影响
通过焦炉燃烧过程中NO的生成机理[1]可以看出,在加热温度及焦炉煤气一定的情况下,适当降低入炉空气量,可以降低热力型NO的生成量,而空气量的大小主要体现在空气过剩系数高低。焦化行业普遍认可烧焦炉煤气的焦炉空气过剩系数应控制在1.20~1.25,在此范围内,煤气燃烧比较充分,空气过剩系数过低,燃烧不充分,煤气过剩,而空气系数过高,废气量较大,带走的热量较多[2]。但在控制烟气NO时,充分的煤气燃烧导致火焰温度较高,热力型NO生成量较大。通过多次按不同的空气过剩系数加热试验及查阅相关资料,找出了空气过剩系数与氮氧化物的对应关系,如图1所示。
由图1可以看出,空气过剩系数在1.0时,由于煤气燃烧不充分,火焰中心燃烧温度较低,氮氧化物生成量最低;随着空气过剩系数的增加,氮氧化物含量快速升高,在1.10~1.25之间时,烟气氮氧化物超过550 mg/m3;当空气过剩系数超过1.25时,火焰燃烧充分,氮氧化物含量较高,但由于空气量增加导致废气量增加,氮氧化物浓度出现下降趋势,但含量仍>550 mg/m3。
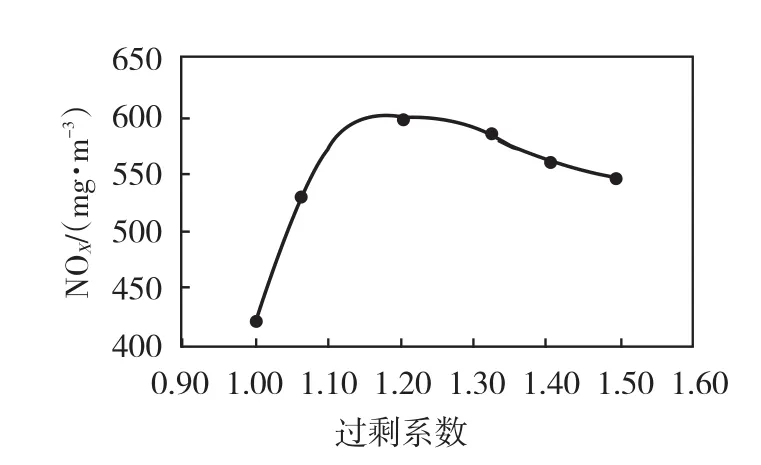
图1 氮氧化物浓度与空气过剩系数变化关系
1.2 焦炉加热换向间隔时间的影响
热力型氮氧化物的生成与高温烟气在高温区停留时间有一定的关系,换向周期长短,直接影响烟气在高温区的停留时间[3]。在换向间隔时间为30 min时,两个换向氮氧化物变化趋势见图2、图3。

图2 正向交换后氮氧化物变化趋势

图3 反向交换后氮氧化物变化趋势
由图2、图3可以看出,在交换后3 min左右,氮氧化物含量达到最低值300 mg/m3,而后逐渐升高且在高位保持,分钟值在600 mg/m3左右波动。
1.3 焦炉加热温度的影响
由热力型氮氧化物生成机理可以看出,氮氧化物生成量的最直接影响因素是温度,因此,在结焦时间为20 h时对温度变化与氮氧化物生成量的关系进行了统计,见表1。
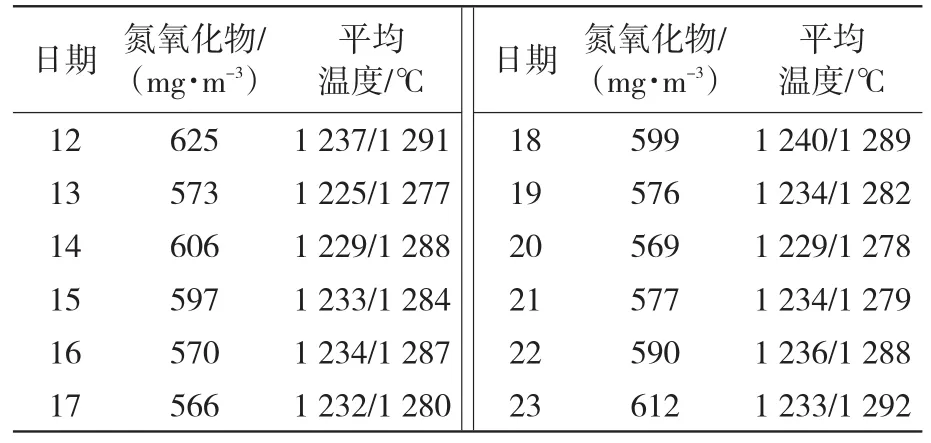
表1 2016年3月监测的温度变化与氮氧化物生成量
从表1可以看出,在生产过程中随加热温度的升高,氮氧化物生成量呈上升趋势。而对带废气循环的焦炉烟道废气中氮氧化物浓度的检测[1]情况(见表2)来看,控制废气中氮氧化物浓度关键是控制实际燃烧温度。

表2 氮氧化物浓度与立火道温度的关系
2 焦炉热工调节控制措施
2.1 缩小风门,降低空气过剩系数
为降低焦炉空气过剩系数,2016年3月24日对6#焦炉废气开闭器风门开度进行调整,由机侧110 mm调整到60 mm,焦侧由130 mm调整到80 mm,同时将烟道吸力控制在机侧155 Pa、焦侧165 Pa。为保证燃烧系统无煤气大量过剩立火道,同时对全炉燃烧状况进行检查,对煤气过剩立火道适当降低供给煤气量,保证加热安全,并对高低温炉号进行治理,保证炉温均匀。调整到位后,机焦两侧空气过剩系数分别为1.12、1.08。调节前后氮氧化物日均值见表3。

表3 2016年3月空气过剩系数调节前后氮氧化物浓度变化
2.2 缩短焦炉换向时间
空气过剩系数降低后,焦炉高向加热状况得到改善,也为缩短焦炉换向时间提供了保障。所以,为保证换向周期内烟气氮氧化物浓度始终维持在500 mg/m3以下的要求,将换向时间由30 min调整到20 min。调整后氮氧化物含量降低,分钟值最高在500 mg/m3左右波动,最低达到300 mg/m3以下,见图4、图5。

图4 调整后正向交换后氮氧化物变化趋势

图5 调整后反向交换后氮氧化物变化趋势
2.3 降低焦炉标准温度
由于焦炉标准温度是影响烟气氮氧化物浓度的直接因素,2016年3月28日分梯度对6#焦炉焦饼中心温度进行了测量,对标准温度进行优化。在保证焦饼均匀成熟的前提下,将标准温度由1 245/ 1 295℃降至1 235/1 285℃,调节完成后,焦炉烟气氮氧化物由471 mg/m3降低至440 mg/m3左右,实现了达标排放,见表4。

表4 加热制度调整到位前后氮氧化物日均值情况
3 加热制度优化与存在问题
焦炉结焦时间对焦炉热工的影响较大,在生产负荷较大,结焦时间较长的情况下,焦炉加热温度较高,相关的热工调节要求也更高,此时烟气氮氧化物浓度达标排放难度较大。
1)在结焦时间20 h时,通过优化调节风门开度控制在机侧60 mm、焦侧80 mm,烟道吸力控制在机侧155 Pa、焦侧165 Pa,煤气压力一般控制在1 000 Pa以内,标准温度控制在1 235/1 285℃,换向间隔时间由30 min调整为20 min,烟囱基本无冒黑烟现象,氮氧化物达标排放。从全炉立火道含氧量来看,空气过剩系数仍然有可下调空间,考虑到6#焦炉斜道堵塞现状不再对空气过剩系数进行调整。
2)在结焦时间由20 h至19.5 h调整过程中,在保证焦炭正常成熟的前提下,通过调节机焦侧烟道吸力和煤气压力来控制氮氧化物含量,烟道吸力一般控制在157/167 Pa左右,煤气压力在1 050 Pa,风门开度未作调整,烟囱冒黑烟现象有所增加,氮氧化物排放达标。
3)在结焦时间调整到19.5 h后,通过测量焦饼中心温度,标准温度由1 235/1 285℃调整为1 245/ 1 295℃,煤气压力一般控制在1 080 Pa左右,吸力控制在155/165 Pa,最高调至160/170 Pa,氮氧化物日均值达标,但部分时段出现超标现象,烟囱冒黑烟严重。重新对风门开度进行调节,由机侧60 mm、焦侧80 mm调整至机侧80 mm、焦侧90 mm,吸力一般控制在机侧150~155 Pa、焦侧160~165 Pa,煤气压力控制在1 050 Pa,氮氧化物达标排放,部分时段烟囱冒黑烟明显。通过检查全炉立火道燃烧情况,主要是受炉体缺陷影响,斜道有不同程度堵塞现象,部分立火道出现煤气严重过剩现象所致。
4)在结焦时间调整到19 h后,随着生产节奏加快,风门开度控制在机侧80 mm、焦侧90 mm,吸力控制在155~160/165~170 Pa,煤气压力一般维持在1 100 Pa以上,标准温度为1 245/1 295℃,氮氧化物日均值虽然达标但不稳定,烟囱冒黑烟严重。此时通过加热制度优化已无法实现6#焦炉氮氧化物的稳定达标排放。
4 结论
经实际验证,通过控制焦炉空气过剩系数、换向周期和焦炉标准温度,6#焦炉使用焦炉煤气加热时烟气氮氧化物含量达到《山东省区域性大气污染物综合排放标准》第三时段排放限制要求。但在结焦时间较短,标准温度较高时,焦炉热工调节对氮氧化物浓度作用较小,无法达到烟气氮氧化物的稳定达标排放。
[1]钟英飞.焦炉加热燃烧时氮氧化物的形成机理及控制[J].燃料与化工,2009,40(6):6-10.
[2]姚昭章.炼焦学[M].北京:冶金工业出版社,2005.
[3]严文福,郑明东.焦炉加热调节与节能[M].合肥:合肥工业大学出版社,2005.
Control Measures of the NOxin Flue Gas of 6 m Coke Oven Using COG Heating
WU Hongbin,ZHENG Xiaoming
(The Coking Plant of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
The coke oven gas was used to heat for the No.6 coke oven in the Coking Plant of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.Analysis was considered that the concentration of nitrogen oxides in flue gas was affected by the air excess coefficient, reversal interval time and heating temperature etc.Through thermal regulation and narrowing the throttle,the air excess coefficient was reduced to 1.12 in pusher side and to 1.08 in coke end,reversing time was adjusted from 30 min to 20 min,and the Standard temperature was decreased from 1 245/1 295℃to 1 235/1 285℃.Therefore,the concentration of nitrogen oxides decreased gradually form 612 mg/m3,achieving the discharge Standards.However,when the coking time is shorter and the Standard temperature is higher,the thermal regulation of coke oven has little effect on the concentration of nitrogen oxides.
coke oven;flue gas;nitrogen oxides;air excess coefficient;reversal interval;standard temperature
TQ520.1
B
1004-4620(2017)02-0004-03
2016-12-14
吴宏斌,男,1985年生,2008年毕业于聊城大学化学工程与工艺专业。现为山钢股份莱芜分公司焦化厂工程师,从事焦炉工艺控制和环保管理工作。
猜你喜欢
山东冶金(2022年3期)2022-07-19
北京航空航天大学学报(2016年6期)2016-11-16
当代化工研究(2016年9期)2016-03-20
新疆钢铁(2016年3期)2016-02-28
重庆电力高等专科学校学报(2015年4期)2015-12-24
山东冶金(2015年5期)2015-12-10
燃气轮机技术(2014年4期)2014-04-16
汽车与新动力(2014年6期)2014-02-27
汽车与新动力(2012年4期)2012-03-25
汽车与新动力(2012年2期)2012-03-25
