
热隔膜成型技术工艺进展研究
2017-04-23 11:33黄彬瑶张君红
新材料产业 2017年10期
黄彬瑶 张君红
热压罐成型工艺是碳纤维增强树脂基复合材料最主要的制造方法,传统的热压罐工艺主要采用手工铺叠的方式得到与制件结构相近的预成型体,这不仅需要耗费大量的时间且成型质量不稳定。在制造大型制件时问题愈加突出。为了提高制件质量,且进一步提高生产效率,复合材料制件的自动化生产方式得以迅速发展。其中自动铺带技术对平面和曲率半径较大的制件的预浸料层的铺放具有较高的效率,但对于有角度突变的复杂的复合材料制件(如C型梁和L型桁)采用自动铺带技术直接铺叠预浸料难度较大。对于这种筋条与梁类结构,一般采用自动铺带技术把预浸料制成平板,再通过热隔膜工艺使预浸料平板成形,最后将成形好的预浸料放入热压罐中固化成型。
随着热固性树脂基复合材料在航空领域的大量使用,热隔膜成型工艺也从最早期在热塑性树脂基复合材料制造中的应用逐步发展到在热固性树脂基复合材料的制造中的大范围应用。
一、热隔膜成型工艺过程
热隔膜工艺的原理为将预浸料层板放置于热隔膜模具上,通过一种特制膜的辅助作用经过抽真空和加热等方法,将层板压向模具,形成所需形状。根据热隔膜工艺使用的隔膜数量,可分为单隔膜成型工艺和双隔膜成型工艺[1]。其中单隔膜成型工艺较为简单,在成本和效率方面有优势,而双隔膜成型则能更有效地保证形状较为复杂厚度较厚的制件的成型质量。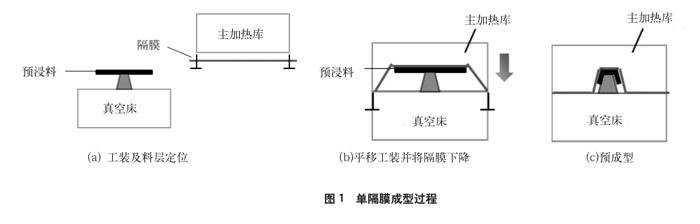
单隔膜工艺依靠单隔膜设备或去除部分功能的双隔膜设备实现。单隔膜设备一般有2个工位,其中主加热灯库工位用于预成型,真空床工位用于工装转移(图1)。制件预成型的工艺流程如下:①先将工装在真空床上定位后,再将料层转移至工装上表面并定位〔图1(a)〕;②真空床缓缓移入主加热灯库下,并使隔膜缓缓下降至最低点贴合预浸料上表面〔图1(b)〕;③在加热状态下,开启真空床的真空系统,隔膜缓缓对预浸料进行赋形成型〔图1(c)〕。
双隔膜成型设备一般采用四工位设计,分别是预浸料预热床工位、工装预热库工位及用于预成型的主加热灯库工位和用于工装转移的真空床工位(图2)。制件预成型的工艺流程如下:①工装转移至真空床并定位,通过工装预热库预热工装;另一方面,将下隔膜铺覆于预浸料预热床并将预浸料层板转移并定位到下隔膜上方,预热床移至主加热库下并将上下隔膜密封,再通过主加热灯库的加热灯及预热床底部电阻板预热预浸料层板〔图2(a)〕;②预热结束后,将真空床带工装移入主加热库,并将带料层的双隔膜缓缓下降至最低点使料层及隔膜贴合工装上表面〔2(b)〕;③控制隔膜间真空与真空床真空,隔膜缓缓对预浸料进行赋形成型〔图2(c)〕。
二、热隔膜成型工艺影响因素研究进展
热隔膜成型过程由于材料种类、铺层方式、工件形状、模具结构等内因及工艺因素(温度、压力、速率等)的影响,会给制件带来缺陷。Gutowski T.G.[2]指出成型过程中的主要失效模式是厚度不均、纤维面内屈曲及面外褶皱。因而不少研究学者以部分缺陷的减少或消除来评价工艺条件或某种因素的改变是否提高了热隔膜成型制件的质量。
热塑性复合材料的成型压力一般为0.1~1.7MPa,热固性复合材料在热隔膜成型时成型压力为0.1MPa,并可以通过控制抽真空速率来控制成型。Elgmel H.E.等人[3]研究了壓力对于热隔膜成型过程中隔膜形变的影响,并通过一系列分析得到压力对成型质量的影响。Pantelakis S.G.等人[4]定性分析了热塑性材料APC-2/AS4在5~20bar内,提高压力值,可以提高的固化质量,但易产生尺寸偏差及纤维淤积的现象;且在1bar/min~5bar/s的真空增加速率范围内,提高速率,可保证制件的尺寸稳定性,但易造成面外屈曲和皱褶。边旭霞等人[5]对热固性复合材料热隔膜成型的研究表明C型制件的厚度均匀性随着成型速率的降低而减小,且预浸料层间摩擦力越小,制件成形质量较好。
对于成型过程中的温度控制,Delaloye和Niedermeier[6]对连续纤维增强的热塑性复合材料的聚合物隔膜成型工艺的成型过程和加热过程进行了研究,评估了不同模具类型对缩短加工时间的作用,并指出采用红外加热是缩短加工时间的有效手段。Labeas和Watiti[7]提出了一种新的红外加热隔膜成型工艺的热力学模拟,能在预热阶段和成型阶段同时预测机械变形和热响应。这个模型能对红外预热和成型工艺参数进行优化。包括对模具温度、红外灯的功率及位置和螺距、碳纤维/PEI热塑性平板的不同厚度等参数的优化。此外,他们还提出预热阶段同时对模具加热能减少由于预浸料板与模具间热交换而导致的热损失,从而保证制件整体温度均匀。
此外,温度对制件质量和性能的影响也是研究重点。Cogswell F.N.[8]提出,理想热塑性基体复合材料基体在成型温度下的粘度应该介于100~10 000Pa·s之间。Biao Liang等[9]研究了航空用热塑预浸料在特定热变形温度下的弯曲性能,进行了特定温度范围内碳纤维增强聚醚醚酮和碳纤维增强聚苯硫醚(PPS)预浸料的悬挂实验,通过热电偶分析了试样的温度分布,发现对预浸料抗弯刚度影响最大的是成型温度,因为预浸料成型的温度非常接近树脂的融化温度,同时抗弯刚度直接影响了成型过程中褶皱的尺寸;并采用上述方法得到的抗弯刚度进行模拟,验证了实验结果。NingHaibin等人[10]测试了不同铺层数的碳纤维/PPS预浸料固化时的沿厚度方向的温度曲线。提出单隔膜成型工艺在厚度方向的温度梯度可能引入残余应力,这可能会降低制件的机械性能或产生变形。Sun Jing等人[11]研究了热隔膜工艺中成型温度对成型碳纤维/环氧树脂基复合材料C型梁结构表面质量及内部缺陷的影响,发现制件成型质量:①随成型温度增加,预浸料层板的厚度减小程度增加,拐角变薄程度也增加;②制件边缘出现了一定的厚度梯度,制件外表面质量均较好。但成型温度过低会使制件表面出现褶皱且制件孔隙率较高;过高的成型温度则会使得树脂流出,从而导致层合板的纤维体积分数减小。此外,他们还研究了预浸料层的层间滑移能力对制件质量的影响及成型温度对滑移能力的影响。对预浸料层间的摩擦阻力测试得到的力-位移曲线可以分为线性区、过渡区和平衡区3部分。预浸料层间的滑移能力与成型温度、层合板的成型质量有很密切的关系。
热塑性复合材料多采用超塑性铝箔或聚酰亚胺等高温聚合物膜作为隔膜材料,热固性复合材料多采用高弹性的硅橡胶膜或聚酰亚胺等聚合物膜。隔膜的刚性、变形率等均影响热隔膜成型件的质量。Monaghan M.R.等人[12]研究了隔膜刚度对碳纤维增强聚醚醚酮材料成型的制件质量的影响。研究主要涉及3种聚合物隔膜材料(Upilex-R、Upilex-S和Kapton-H)以及1种金属隔膜Supral。结果表明:隔膜刚度越大,所需要的成型时间越长;在成形速率相同的条件下,制件表面质量随隔膜刚度增加而有所改善,面外屈曲受到抑制;隔膜刚度越大,所需要的成型压力越大,铺层受到较大的压实力,纤维横向流动作用强烈,会造成制件较大的厚度改变。H.E.N.Bersee和 A.Beukers[13]则研究了温度、压强、成型速率对耐高温聚酰亚胺(PI)隔膜的变形性的影响。成型温度低于275℃时,上隔膜滑过下隔膜具有很好的变形性。温度在305℃以上时,上隔膜不能在下隔膜上滑动。温度在275~305℃之间时,是之前2种情况的过度。此外,压力对隔膜变形性的影响很小,成型速率对下隔膜的变形性基本没有影响,上隔膜则对成型速率表现出了一定的依赖性。
三、热隔膜成型工艺变形机制及失效行为研究进展
多层纤维的热隔膜成型过程涉及到多种变形机制,Long and Clifford[14]将变形机制分为层内剪切、层内拉伸/压缩、层间(铺层与模具间、铺层与铺层间)剪切、树脂流动和压实、铺层弯曲等。其中铺层间剪切力将引起预浸料的层间滑移,而层间滑移可以一定程度上缓解热隔膜成形时由预浸料层弯曲产生的拉伸和压缩应力,抑制制件产生纤维褶皱。有研究表明单向带预浸料层的面外褶皱是面内剪切和铺层压缩共同作用的结果[15],且褶皱一般从铺层受载方向刚度最弱的地方开始形成[16]。
不少学者对预成型零件的褶皱及面内屈曲等成型过程的失效行为进行了研究。Gutowski等人[2]提出双隔膜成型工艺中热塑和热固复合材料层压板起皱是失效的主要原因。对比热固性复合材料起皱的实验现象和基本定律发现通过对理想运动的假设及对制件尺寸变化的限制,实验结果与基本定律基本吻合。他们特别针对制件的尺寸效应对运动学的影响进行了观察,提出了关于这个影响的经验性定律。此外,他们还对热塑性复合材料和热固性复合材料的隔膜成型进行了比较,提出尽管热塑性复材和热固性复材的成型的基本机制相似,但由于其流变性能、隔膜张力和成型周期不同从而使它们在成型时的失效趋势不同。
McGuinness等人[17]采用一种混合补偿的有限元方法,对于满足材料不可压缩性和纤维不可伸长性的双运动学约束条件的理想纤维增强牛顿流体建立了分析模型。提出了层压材料中的应力是作用于每个层的平均应力这一个重要假设,这就假定了每一层的应力是相对独立并不是相互作用的。他们用相对应的实验和数值模拟对圆形、方形等形状的准各向同性试件进行了实验,研究发现对于单向带和织物铺成的层压板,与纤维方向成45°方向的剪应力决定了屈曲形式,屈曲一般发生在对角线方向上,既不沿着也不垂直于增强纤维方向。但对于准各向同性的层压板,轴向应力导致了纤维移动并决定了失稳的发生,而切向应力的大小取决于这些切纤维的长度以及工件的几何特征。在所有條件下,快速成型均增加了屈曲的严重性。此外,层板直径和宽度也对制件质量有重要影响:对于单向和正交循环铺层,层板直径加大会使屈曲更严重;层板宽度减少,切应力将导致在0°和90°位置层板屈曲的增加。在所有的情况下,0°位置处均产生更大的应力。其模拟结果准确预测了层压板产生较严重失稳的位置,并指出对层压板完整的稳定性分析需要对数值模拟和实验结果进行比较,虽然应力模拟遵从实验结果,但仍不能由模拟结果完全解释实验中的失稳问题。
James S.等[16]提出了一种新褶皱形成机理,该机理与由制件材料与工装的热膨胀系数不匹配产生的剪切力及制件在形成R角的过程中发生的铺层滑移有关;并通过去除脱模布来增加摩擦剪应力以阻止褶皱的形成证明了文中提出的机理。Hallander P.[18]对单向预浸料层的铺层顺序与褶皱形成之间关系进行了大量研究,发现铺层顺序对褶皱的产生具有决定性作用。而褶皱的形式是多样的,既可能是全部铺层的屈曲,也可能仅仅是单个铺层的局部压缩。其中全部屈曲是由于材料过多造成的,主要取决于几何耦合;而局部压缩则是成型过程中材料间的剪切作用,且这类褶皱的发生主要取决于铺层顺序。此外,通过研究相邻纤维层对文中给出了一种增加热隔膜成型工艺窗口的潜在方法:通过局部操作相邻纤维层(相邻层对)铺层顺序来改变预浸料叠层的层间性能(尤其是重要界面的层间作用力)以改变叠层成型时的变形机制。
四、结语
目前,波音、空客、庞巴迪等航空制造企业已广泛采用热隔膜成型工艺应用于多种机型的复合材料翼筋条与梁的生产。自由号空间站(SSF)机架结构中I型梁、角形件和W型件[19],波音777的尾翼肋弦和V22长桁[1]、军用运输机A400M机翼梁[20]均采用热隔膜成型工艺制造。热隔膜成型工艺方法已证明是一种成功的工业化制造缘条尺寸较短、厚度有限的筋条与梁的方法。随着国内民机制造技术的发展及复合材料在国产民机上的应用,国内的热隔膜成型技术也在快速发展。
参考文献
[1] 吴志恩.复合材料热隔膜成型[J].航空制造技术,2009,(S2):113-116.
[2] Gutowski T G,Dillon G,Chey S,et al.Laminate wrinkling scaling laws for ideal composites[J].Composites Manufactu ring,1995,6(3):123-134.
[3] Elgamel H E.Closed-form expressions for the relationships between stress diaphragm deflection,and resistance change with pressure in silicon piezoresistive pressure sensors[J].Sensore and Actuators A,1995,50(1-2):17-22.
[4] Pantelakis S G,Baxevani E A.Optimization of the diaphragm forming process with regard to product quality and cost[J]. Composite Part A:Applied Science and Manufacturing,2002,33(4):459-470.
[5] 边旭霞,顾轶卓,孙晶,等.热隔膜工艺温度与成型速率对C形复合材料成型质量的影响[J]玻璃钢/复合材料,2013(5):45-50.
[6] Delaloye S,Niedermeier M.Optimization of the diaphragm forming process for continuous fibre-reinforced advanced thermoplastic composites[J].Composites Manufacturing, 1995,6(3-4):135-144.
[7] Labeas G N,Watiti V B,Katsiropoulos C V.Thermomechanical Simulation of InfraredHeating Diaphragm Forming Process for Thermoplastic Parts[J].Journal of Thermoplastic Composite Materials,2008,21(4):353-370.
[8] Cogswell N F.The processing science of thermoplastic composites[J].Internatl.J.Polym.Process,1987,1(4):157-165.
[9] Biao Liang,Nahiene Hamila,Micka l Peillon,et al.Analysis of thermoplastic prepreg bending stiffness during manufacturing and of its influence on wrinkling simulations[J].Composites:Part A,2014,67:111-122.
[10] Ning Haibin,Gregg M.Janow ski.Processing and Nonisothermal Crystallization Kinetics of Carbon/PPS in Single Diaphragm Forming[J].Journal of Composite Materials,2010,44:915-929.
[11] Sun Jing,Gu Yizhuo,Li Min,et al.Effect of forming temperature on the quality of hot diaphragm formed C-shaped thermosetting composite laminates[J].Journal of Reinforced Plastics and Composites,2012,31(16):1074-1087.
[12] Monaghan M R,Mallon P J,OBradaigh C M,et al.The Effect of Diaphragm Stiffness on the Quality of Diaphragm Formed Thermoplastic Composite Components[J].Journal of Thermoplastic Composite Materials,1990(3):202.
[13] Bersee H E N,Beukers A.Diaphragm forming of continuous fibre reinforced thermoplastics:influence of temperature,pressure and forming velocity on the forming of Upilex-Rw diaphragms[J]Composites:Part A,2002(33):949-958.
[14] Long A C,Clifford M J.Composite forming mechanisms and materials characterisation[M].Composites Forming Technologies.2007:1-21.
[15] Lin H,Wang J,Long A C,et al.Predictive modeling for optimization of textile composite forming[J]. Composites Science & Technology,2007,67(15-16):3242-3252.
[16] Lightfoot J S,Wisnom M R,Potter K.A new mechanism for the formation of ply wrinkles due to shear between plies[J]. Composites Part A,2013,49(3):139-147.
[17] McGuinness G B,óBrádaigh C M.Effect of preform shape on buckling of quasi-isotropic thermoplastic composite laminates during sheet forming[J].Composites Manufacturing,1995,6(3-4):269-280.
[18] Per Hallander.Towards defect free forming of multi-stacked composite aerospace components using tailored interlayer properties[D].Stockholm,Sweden:KTH School of Engineering Sciences,2016.
[19] Thomas Ott.Composite hot drape forming[A].Proceedings of the 4th National Technology Transfer Conference&Expositi on[C].1993:74-80.
[20] 陳亚莉.复合材料成型工艺在A400M军用运输机上的应用[J].航空制造技术,2008(10):32-35.
猜你喜欢
科学与财富(2021年35期)2021-05-10
科学与财富(2021年33期)2021-05-10
知识就是力量(2020年5期)2020-07-07
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
小资CHIC!ELEGANCE(2017年30期)2017-11-11
小资CHIC!ELEGANCE(2016年18期)2017-05-27
小资CHIC!ELEGANCE(2016年19期)2016-08-17
中国纤检(2016年4期)2016-05-06
Coco薇(2015年10期)2015-10-19
