数控车床工的必备知识和操作技术
2017-04-14 21:03邓自清
农机使用与维修 2017年4期
关键词:工作模式
邓自清
摘要:论述了数控车床工必须要掌握的数控车床“特点、组成、坐标、面板、模式”五个方面的知识和操作技术。
关键词:伺服单元;驱动装置;系统面板;机床面板;工作模式
Abstract:This paper deals with the five aspects of knowledge and operation technology of CNC lathe, which includes “feature, composition, coordinate, panel and mode”.
Keyword:servo unit; drive device; system panel; machine tool panel; operation model
中图分类号:TG5191文献标识码:Adoi:10.14031/j.cnki.njwx.2017.04.073
作为一个数控车床工,操作好数控车床加工出合格的工件,必须熟练掌握五个方面的知识和操作技术:数控车床的特点、数控车床的组成、数控车床的坐标系、数控车床的操作面板、几种工作模式下的基本操作。
1数控车床的特点
为了正确使用和操作数控车床,必须全面了解数控车床的特点。数控车床有3个显著的特点:
(1)数控车床是数字化控制的机电一体化设备。数控车床把刀具和工件的相對位置、主轴和进给电机的启停、主轴变速、进给变速、夹持工件的夹具松开和加紧、刀具的选择、冷却泵的启停、刀具的运行轨迹等各种操作和顺序动作用信息化代码来控制,将这些信息代码输入数控车床的数控装置,经过译码、运算、适时发出各种指令控制机床伺服系统、驱动装置或其他执行元件,使机床加工出所需几何精度要求的工件。
(2)切削加工轴、套、盘类工件;和普通车床一样可以加工各类回转体工件,只要在其加工尺寸和精度范围内。操作者必须具备刃磨刀具、选择刀具和切削用量、工件的装夹找正、装夹刀具、正确选择和使用量具等基本操作技能,这是它和普通车床相一致的地方。
(3)和普通车床相比有五个主要优点:加工精度高而且质量稳定、加工适应性强(即无需改变硬件只改变程序就能完成各种复杂型面工件的加工)、生产率高、降低操作者的劳动强度、有利于数字化信息化的现代自动生产管理。
2数控车床的组成
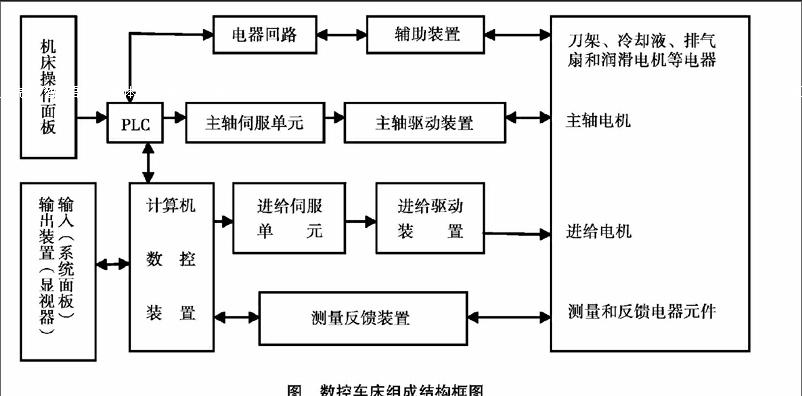
(1)数控车床由机床本体、输入和输出设备、CNC(或控装置)、伺服单元、执行元件(或驱动装置即主轴电机、进给电机、刀架转位电机、润滑电机、冷却液电机、排气扇电机、其他电器等)、电气控制元件、辅助元件、测量反馈元件等组成(如图所示)。
(2)数控车床的分类:按主轴配置分为卧式和立式;按功能分为经济型、全功能型和车削中心;按刀架所处位置分为前置刀架型和后置刀架型;按控制方式可分为开环控制、闭环控制和半闭环控制。
3数控车床的坐标系
31数控机床坐标系建立的基本原则
(1)永远假定工件静止,刀具相对于静止的工件移动。(2)数控机床采用右手笛卡尔直角坐标系,大拇指指尖的指向为X轴的正方向 ,食指指尖的指向为Y轴的正方向,中指指尖的指向为Z轴的正方向 ;同时绕X、Y、Z轴旋转的为A、B、C三个旋转坐标,根据右手螺旋法则判断各旋转坐标的正方向。(3)平行于主轴的坐标方向为Z轴,即左右方向;那么前后方向为X轴。(4)刀具远离工件的方向为坐标轴的正方向,即操作者面对数控车床时,向右的方向为Z轴的正方向;前置刀架时,指向操作者的方向为X轴的正方向;后置刀架时,背离操作者的方向也即是操作者面向的方向为X轴的正方向。
32机床坐标系
数控系统处理坐标数据时依据的坐标系是数控车床的机床坐标系。机床坐标系的原点称为机床零点,由机床生产厂家确定,多在主轴轴心线和卡盘后端面的交点处。每次机床及系统上电后,或出现位置报警解除复位后,刀架在每个坐标轴都要回参考点,这样才建立机床坐标系,参考点通常设在所有坐标轴的最大坐标处。
33工件坐标系(编程坐标系)
工件在机床上装夹时可以是机床坐标系的任意位置,用机床坐标系编程很不方便,为了方便编写零件的加工程序而建立的坐标系为工件坐标系。工件坐标系的原点通常设在成型工件的右端面和轴心线的交点处。加工时通过对刀建立工件坐标系,也就建立了工件坐标系和机床坐标系的关系。
4数控车床的操作面板
(1)系统操作面板:由CRT/LED显示器(下方有可供操作的软键)和编辑键盘两块板面组成。
(2)显示器通常显示坐标画面、程序画面、对刀画面、图形模拟画面、加工刀具轨迹运行状态画面、参数设置画面、机床外网络(或计算机)交互画面等。下方的软键可以引导进入任何工作模式下的各子目录画面,也可以在一页显示不完时多页间相互的选择。
(3)编辑键盘有数字键、字母键、其他符号键、功能键、编辑辅助键、光标键、帮助键、复位键等。完成程序的编辑、修改及储存等。华中系统、西门子系统、发那科系统、广数系统的显示器、软键和编辑键盘都有不同程度的差异。只有通过一定量的练习才能熟练掌握其操作技巧。
(4)车床操作面板:①工作模式键或旋钮,回零、手动(JOG)、手轮(HANDEL)、自动、单段、编辑(EDIT)、手动数据(MDI)。它们之间相互独立,每个时段只能选择一种模式。华中数控系统的编辑和MDI模式通过软键进入,不设按键。②主轴倍率键或旋钮、进给倍率键或旋钮、手轮倍率键或旋钮、手动倍率键或旋钮、自动倍率键或旋钮、快进键、卡盘松开键、卡盘加紧键。③刀位选择键、刀位转换键、冷却液开键、冷却液停键、卡盘锁紧键、坐标轴X、Z移动键等。④空运行键、机床锁定键、循环保持键、循环启动键、程序跳段键、急停按钮、机床上电键、机床断电键、系统上电键、系统断电键等(这些也可能设计成旋钮)。
5几种工作模式下的基本操作
(1)参考点模式操作:按返回参考点开关,指示灯亮,则进入到参考点模式。需注意两点①滑板上的挡块与参考点开关的距离不足30 mm时,首先在JOG模式下按该坐标移动按钮向参考点的负方向移动,距离大于30 mm时停止移动,然后再返回参考点。②返回参考点操作时,要防止刀具、刀架与工件、尾座等碰撞,一般应先回X轴再回Z轴。
(2)手动连续进给(JOG)模式操作:按机床操作面板上的进给轴和方向选择开关,刀具沿选定的轴和方向移动,但一般没有二轴联动手动进给功能。有兩种操作:①手动连续进给,只有手动倍率选择旋钮或按键确定坐标轴移动的快慢,一放手,坐标轴的移动就停止。②选定坐标轴的指示灯亮以后,再点亮快速倍率开关,同时按坐标方向键和快速选择键,可以进行坐标轴的快速移动操作。
(3)手轮进给(HANDEL)模式操作:选择手轮模式开关键,指示灯亮,再选择坐标轴,然后选择手动倍率键或旋钮,转动手轮脉冲旋钮就完成了该坐标轴的移动。但注意不要倍率过大,否则因移动距离和旋转数字不符合造成机床碰撞的危险。手动和手轮模式下都可以进行刀位的旋转操作,注意有些机床刀位选择键和执行键是分开的,要避免刀架旋转时出现碰撞危险的发生。
(4)手动数据输入(MDI)模式操作:有的机床有这个模式键,有的是系统控制面板下的软键进入该模式。一旦进入MDI模式,屏幕上方都有MDI的字样显示。先输入加工工件的程序段,再选择自动或单段模式运行。
(5)自动模式操作:调出要加工的程序,选择开始加工的程序段,按循环起动按钮就行。
(6)单段模式操作:和自动模式一样,只是每按一次循环起动按钮执行一个程序段。
(7)编辑模式操作:有的机床有这个模式键,有的是系统控制面板下的软键进入。一旦进入该模式,屏幕上方都有EDIT的字样显示。因都是一些符号的编排操作,无需赘述。还有急停按钮的操作、解除超程的操作等都要通过反复练习才能熟练掌握,也不消细说。各编程指令的格式和工艺要求也是必须掌握的内容。
总之,通过上面的论述,要做好数控车床切削加工工件的操作工作,可以用“特点、组成、坐标、面板、模式”这五个方面十个字来精确的概括数控车床工必须具备的知识和技术。
参考文献:
[1]陈爱华数控车床华中系统编程与操作实训[Z]中国劳动社会保障出版社,2009
猜你喜欢
课程教育研究·中(2016年11期)2017-01-04
青春岁月(2016年22期)2016-12-23
青春岁月(2016年22期)2016-12-23
青春岁月(2016年20期)2016-12-21
亚太教育(2016年31期)2016-12-12
中国检察官·司法务实(2016年11期)2016-12-05
法制与社会(2016年32期)2016-12-01
考试周刊(2016年46期)2016-06-24