废气处理燃烧炉炉壳裂纹原因分析及焊接修复
2017-04-12 05:32:20何耀飞梁恩荣
四川冶金 2017年1期
朱 宁,何耀飞,梁恩荣,池 宁
(攀钢集团焊工培训中心,四川攀枝花 617023)
废气处理燃烧炉炉壳裂纹原因分析及焊接修复
朱 宁,何耀飞,梁恩荣,池 宁
(攀钢集团焊工培训中心,四川攀枝花 617023)
针对材质为0Cr18Ni9的奥氏体不锈钢燃烧炉,对在高温环境使用时产生裂纹的原因及焊接性能进行分析,通过选择合适的焊接材料和制定合理的工艺措施,成功地修复了裂纹缺陷,保证了0Cr18Ni9奥氏体不锈钢燃烧炉的高温使用性能和要求。
奥氏体不锈钢;裂纹原因;焊接材料选择;工艺及措施
1 引言
西昌卫星发射基地用于发射运载火箭的高燃值燃料,燃烧后产生的废气是有害气体,必须吸收到燃烧炉内进行回烧处理。燃烧炉的整体外壳是用0Cr18Ni9不锈钢材料组装的双层焊接而成,每层厚8 mm,壳体最大外径φ1500 mm,层间通冷却水,工作时外壳温度达500~900℃。由于在高温下长期使用,两座燃烧炉壳体内外焊缝处及近缝区出现多处裂纹(见图1所示),造成漏水、漏气现象,无法继续使用,严重影响运载火箭的发射工作,要求及时对裂纹进行修复处理。之前采取的是选择与0Cr18Ni9不锈钢成分和性能相匹配的A102焊条,对其中一座燃烧炉的裂纹处进行了焊接修复,但使用一段时间后,又在原修复处及近缝区产生新的裂纹。为确保焊接修复质量,对裂纹产生的原因进行分析,选择合适的焊接材料和合理的工艺及措施进行焊接,保证燃烧炉的使用性能和要求。
2 裂纹原因分析
2.1 腐蚀的影响
燃烧炉炉壳的层间用于冷却的自来水,每次工作完后没有放出,经自来水厂的每年检测数据分析,水中氯离子的平均含量较高(大于25 mg/L)。根据Cl-对金属材料的腐蚀机理[1],任何金属材料都不同程度的存在非金属夹杂物,如硫化物、氧化物等,这些在材料表面的非金属化合物,在Cl-的腐蚀作用下将很快形成坑点腐蚀形态。对于0Cr18Ni9不含Mo的不锈钢材料,虽然表面具有较致密的氧化膜,在静止的水中氯离子容易吸附在不锈钢表面的氧化膜上,产生坑点腐蚀现象,从而诱导应力腐蚀,在有应力的作用下,易导致裂纹产生。Mo能有效提高不锈钢表面的钝化和再钝化能力[2],如果钢中含有一定量的Mo(大于或等于3%)时,能充分阻止Cl-向材料基体的渗透作用,提高材料的耐腐蚀性能。
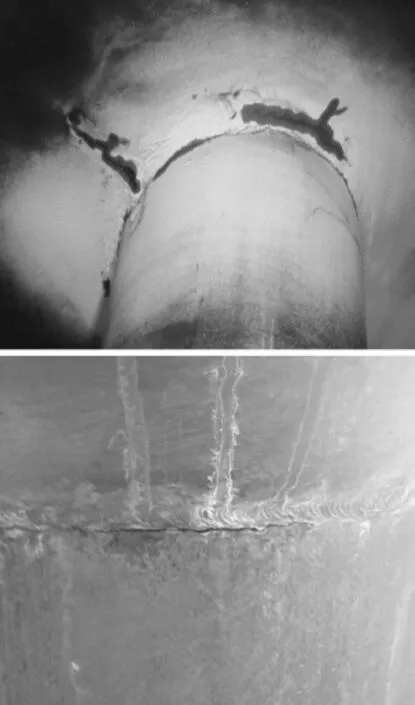
图1 焊缝及近缝区裂纹
2.2 母材和焊缝中铁素体含量的影响
由于燃烧炉长期在高温下工作(500~900℃),如果奥氏体不锈钢中的铁素体含量偏高(超过5%),会产生脆性相,从而导致材料的性能变化。铁素体在500~925℃温度范围内长时间时效会产生一种Fe-Cr金属间化合物[3],使金属在热态时变脆,称为σ相脆性。σ相硬而脆(硬度大于68 HRC),可显著降低钢的塑性和韧性。
因不锈钢中铬是铁素体形成元素,镍是奥氏体形成元素,如果焊接材料的选择不合适,焊缝熔敷金属冷却过程中也会产生一定量的铁素体。通过下列WRC-1992组织图(见图2所示)的铬、镍当量值来比较精确地预测不锈钢金属和焊缝熔敷金属的铁素体含量[2]。

图2 WRC-1992组织图
燃烧炉炉壳0Cr18Ni9属18-8型奥氏体不锈钢,它具有良好的耐腐蚀性、耐热性和塑性,其化学成分和性能见表1、表2所示[2]。
根据WRC图中铬、镍当量公式:
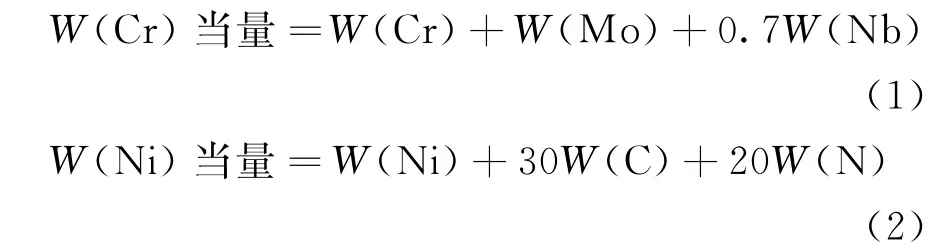

表1 化学成分

表2 机械和物理性能
按公式1和2分别计算出0Cr18Ni9奥氏体不锈钢的铬、镍当量值为W(Cr)当量=17%~19%和 W(Ni)当量=10.1%~13.1%,在图中a~b点位置,显示铁素体含量约为2%~4%。采用化学成分和性能相匹配的A102焊条焊接时(化学成分和力学性能见表3、表4所示)[2],焊接材料与母材金属熔合后形成的焊缝金属将发生一定的成分变化,应先按公式3计算出焊缝中主要合金元素的含量[1],再通过公式1和公式2计算出焊缝熔敷金属中铬、镍当量的值。

表3 熔敷金属化学成分

表4 熔敷金属力学性能
计算焊缝金属中某合金元素的实际含量W(Mw)公式:

式中:W(Mb)—该元素在母材中的质量分数,%;
W(Md)—焊接材料的熔敷金属中该元素的实际质量分数,%;
θ—熔合比(被熔化的金属母材所占焊缝金属的百分比,焊接方法中手工焊条电弧焊的熔化比为30%~35%。
根据公式3计算出采用A102焊条焊接后,焊缝金属中主要合金元素成分的含量为:
Cr=19.3%~19.4%;
Ni=9.65%~9.7%;
Mo=0.485%~0.525%;
C=0.0765%~0.077%。
然后再依据焊缝中的合金元素的含量,根据公式1和2计算出焊缝熔敷金属中铬、镍当量值分别为:
W(Cr)当量=19.785%~19.925%;
W(Ni)当量=11.945%~12.01%。
在WRC图中显示c~d点位置,铁素体含量约为8%~9%。由于焊缝熔敷金属组织中铁素体含量大于5%,在高温下长期使用时,就易产生σ脆性相,在应力的作用下会导致裂纹的产生。
2.3 焊接应力的影响
奥氏体不锈钢导热系数小(约为低碳钢的1/ 2)[1],线膨胀系数大(比低碳钢大50%左右),在焊接局部加热和冷却条件下,接头在冷却过程中会形成较大的焊接应力,是导致裂纹的主要原因之一。
3 焊接性能分析
奥氏体不锈钢焊接时的主要问题是焊接裂纹和耐蚀性。
3.1 焊接裂纹
奥氏体不锈钢的焊接裂纹主要是热裂纹,在热影响区产生液化裂纹和焊缝中产生结晶裂纹[1]。奥氏体不锈钢的物理特性是热导率小、线膨胀系数大,在焊接局部加热和冷却条件下,焊接接头部位的高温停留时间较长,焊缝金属及近缝区在高温承受较高的拉伸应力与拉伸应变,当有低熔点共晶体存在时,就易在焊缝中产生热裂纹。因此应降低焊接过程中的应力值和收弧时填满弧坑[3]。
3.2 耐腐蚀性
(1)孔腐蚀。主要与腐蚀介质中含有Cl-离子破坏钝化层有关[1]。防止措施:在钢中加入一定量的Mo元素,可提高耐孔腐蚀、耐缝隙腐蚀的性能[3]。
(2)应力腐蚀。主要与内、外应力有关。焊接时应采取合理的工艺及措施,把应力控制在最小;另一方面在焊缝中形成一定数量的铁素体组织,使铁素体阻碍裂纹的扩展,从而提高焊缝金属抗应力腐蚀的能力[3]。
(3)晶间腐蚀。产生晶间腐蚀的敏化温度在450~850℃范围的区域[1],对于不含稳定性元素的0Cr18Ni9不锈钢在此温度区内停留时间过长,就易产生晶间腐蚀,原因是奥氏体晶界析出碳化铬造成晶界贫铬所致,在有应力作用时就会沿晶界开裂。为防止焊接接头的晶间腐蚀,可采取降低不锈钢中含碳量、形成含有一定量铁素体的双相组织,焊接工艺上采用较小的焊接热输入,加快冷却速度等[3]。
4 焊接材料的选择
不锈钢焊接材料的选择,原则上是根据母材的化学成分和性能,选择相匹配的材料。但在某些情况下,如高温条件下使用,需要焊缝中含有一定量的铁素体组织,来保证焊缝金属的耐蚀性能及抗裂性能,此时应选择主要合金成分含量高于母材和其中含有一定量的有益元素的焊接材料[2]。
针对燃烧炉炉壳的0Cr18Ni9奥氏体不锈钢,它在高温环境条件下的使用性能要求,焊缝中须含有合适数量的铁素体和一定的钼含量,以保证高温耐蚀性和抗裂性。经多种奥氏体不锈钢焊接材料与0Cr18Ni9奥氏体不锈钢焊接后,综合分析和计算焊缝中约产生的铁素体量为:A022(6%~7%)、A132 (约12%)、A202(约7%)、A312(约14%)、A402 (0%~0.3%)、A412(3%~4%)、A507(纯奥氏体组织)等,最终选择A412奥氏体不锈钢焊条来焊补修复裂纹缺陷。A 412焊条熔敷金属化学成分和力学性能见表5、6所示[2]。
从表5中可看出,A412焊条中多项元素成分明显高于母材,在焊接过程中被熔化的母材金属进入焊缝,与成分高的元素混合后有稀释现象,使熔敷金属的成分发生了变化,焊缝形成的是与母材和焊条不同的成分组织。
最后通过计算出A412焊条焊接0Cr18Ni9不锈钢熔敷金属中的铬、镍当量值在WRC图上确定焊缝中铁素体含量约为3%~4%,图中e~f点位置。用于高温条件下使用的奥氏体不锈钢焊接时,焊缝中含有3%~4%铁素体含量是比较理想的[2],并且含有约3%的钼,它即可保证焊缝有良好的抗裂性,又有很好的抗腐蚀性能。

表5 熔敷金属化学成分

表6 熔敷金属力学性能
5 焊接工艺及措施
5.1 焊前准备
(1)先用φ8 mm的合金钻头在距裂纹末端10 mm处钻止裂孔,以防裂纹继续伸长和扩展。
(2)选择角向砂轮机来清除裂纹缺陷,并修磨成U型坡口形状。然后经着色检验无缺陷后,再将坡口两侧30 mm范围内的油、锈等清理干净。在保证缺陷彻底清除的前提下,坡口的宽度尽量要小,以减小焊接收缩应力。
(3)施焊前焊条按规定要求进行烘干,并放在100℃的保温筒内随用随取。
5.2 焊接要点
(1)焊接时选择直流焊接电源,反极性。采用小的焊接电流,焊条不作横向摆动,短弧操作,在熔合良好的情况下提高焊接速度,以减少热输入量,降低应力产生。焊接工艺参数见表7所示。
(2)采取多道焊。每一道又分两段或3段(短焊缝两段,长焊缝3段)进行退焊,中间接头处应错开至少30 mm,使整条焊缝尽量受热均匀,防止应力集中,以使应力分布较均匀,见图3所示。

表7 焊接工艺参数
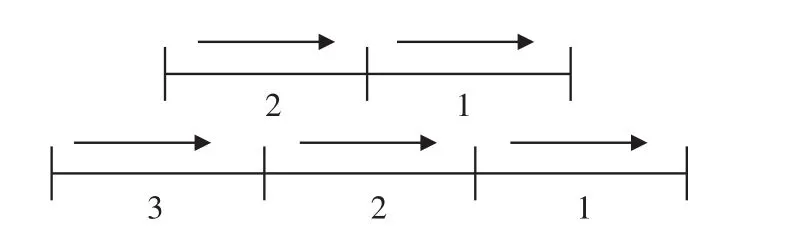
图3 分段退焊
(3)每焊完一段后立即用带圆头的小锤进行锤击(锤重0.5 kg,锤头圆弧直径φ5 mm),先锤击焊道中部,再锤击焊道两侧,达到布满麻点为止,以消除部分应力和改拉应力为压应力。锤击后用10倍的放大镜检查表面,确认无缺陷后继续施焊。
(4)焊接过程中控制层间温度应小于100℃,以防焊缝和热影响区晶粒长大及碳化物析出。
6 焊后检验和表面处理
(1)焊接接头冷却到室温后检查焊缝表面无气孔、夹渣、咬边等缺陷。
(2)用角向砂轮机修磨焊缝表面余高与原焊缝表面齐平并与边缘熔合处圆滑过渡。
(3)在焊缝表面及周围进行着色检验未发现有裂纹出现。
7 结束语
针对高温条件下使用的0Cr18Ni9不锈钢产生的裂纹缺陷,选择含有Mo的A412焊条,结合采取适合的工艺及措施进行焊接修复,增强了焊接接头的高温耐蚀性和抗裂性。
长期在高温条件下使用的奥氏体不锈钢缺陷焊接修复时,可通过计算焊缝熔敷金属中所需求合适的铁素体含量,来选择较合理的焊接材料,以保证奥氏体不锈钢焊接接头的高温性能要求。
[1] 中国机械工程学会焊接学会编.焊接手册(第二卷.材料的焊接)[M].北京:机械工业出版社,2001.
[2] 中国特钢企业协会不锈钢分会编.不锈钢实用手册[M].北京:中国科学技术出版社,2003.
[3] 机械工业部统编.中级电焊工工艺学[M].北京:机械工业出版社,2000.
[4] 姚勇.奥氏体不锈钢在Cl-介质中使用的腐蚀危害[J].特种设备安全技术,2006(3):46-48.
Analysis to the Cause of Cracks on the Exhaust Gas Treatment Burner and Welding Repair
ZHU Ning,HE Yaofei,LIANG Enrong,CHI Ning
(Pangang Group Welder Training Center,Panzhihua 617023,Sichuan,China)
According to the analysis to the cause of cracks on the austenitic stainless steel burners which is made from 0Cr18Ni9 and the welding performance under the high temperature as well as the selection of the proper welding materials and appropriate technological measures,the disadvantages of cracks have been repaired and the performance and requirement of 0Cr18Ni9 austenitic stainless steel burners under the high temperature have been guaranteed.
austenitic stainless steel,the cause of cracks,selection of welding material,technology and measures
TG457.11
A
1001-5108(2017)01-0040-05
朱宁,焊工高级技师、国际焊接技师,从事焊接工艺及焊接技术培训工作。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:54
四川冶金(2018年1期)2018-09-25 02:39:24
中国铸造装备与技术(2017年3期)2017-06-21 11:33:47
中国神经再生研究(英文版)(2017年4期)2017-01-12 02:48:06
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年9期)2016-02-27 13:05:20
焊接(2016年8期)2016-02-27 13:05:11
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年2期)2015-07-18 11:02:38
上海金属(2014年5期)2014-12-20 07:58:43