300 MW机组汽轮机调节级动叶围带裂纹分析与处理
2017-04-12 08:29吴永法
浙江电力 2017年3期
吴永法
(浙江浙能绍兴滨海热电有限责任公司,浙江 绍兴 312073)
300 MW机组汽轮机调节级动叶围带裂纹分析与处理
吴永法
(浙江浙能绍兴滨海热电有限责任公司,浙江 绍兴 312073)
某热电公司国产300 MW燃煤汽轮发电机组在首次大修时发现汽轮机调节级动叶片铆接式围带上有1处贯穿性裂纹,通过对裂纹部位的宏观、微观、化学成分、力学性能、金相组织等进行检查和分析,认为裂纹产生的原因是围带在铆接时装配工艺不良,围带悬臂端铆接压紧力不足,在机组运行时,围带悬臂端产生振动导致围带开孔与铆钉接触部位产生磨损疲劳裂纹。给出的围带裂纹处理方案可为同类问题的处理提供借鉴。
汽轮机;调节级;围带;裂纹
1 概况
某热电公司一期工程2×300 MW燃煤汽轮发电机组为哈尔滨汽轮机厂制造,C280/N300-16.7/ 538/538型亚临界中间再热双排汽抽汽凝汽式机组。该汽轮机的高中压缸采用合缸结构,低压缸为对称分流式;机组通流高压部分由1个冲动式调节级和12级反向布置的反动式压力级组成。该工程2号机组于2011年11月投产,2013年3月进行首次大修时,检查发现汽轮机调节级动叶围带有1片存在贯穿性裂纹,裂纹长度约15 mm,宽度约1 mm,裂纹部位如图1所示。机组大修前累计运行时间约12000 h。
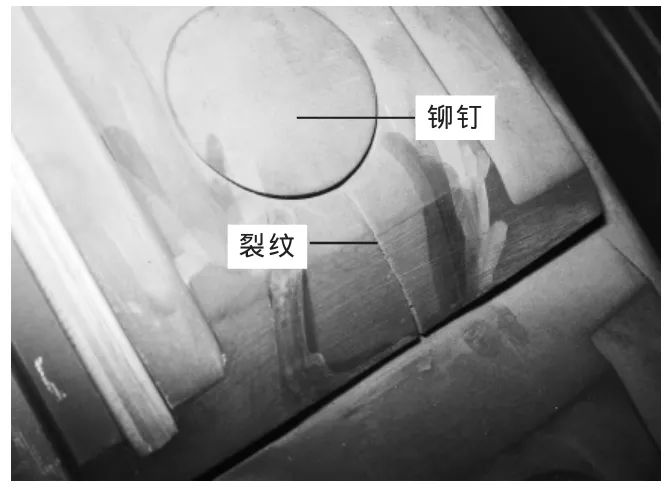
图1 调节级围带裂纹
调节级叶片的结构型式为三联叶片组,3只叶片的叶根及围带均联为一整体,全周共24组。每相邻3组叶片中,中间组的3只叶片加上左组的1只叶片及右组的2只叶片,共6只叶片用第二层围带铆接成组,这样用双层围带交错联结,使全周72只叶片形成整圈联结叶片结构型式(见图2),便于调频,保证运行安全。围带材质为马氏体耐热不锈钢2Cr12NiMo1W1V。

图2 铆接围带连接方式
2 裂纹性质与原因分析
2.1 断口宏观分析
如图3所示,围带开裂于围带末端至最外侧铆钉之间,沿断口方向,铆钉孔磨损严重,裂纹附近铆钉孔磨损至光亮色。围带断面较为平坦,氧化严重,呈深灰色,断口靠近围带上表面存在磕碰磨损。裂纹源位于铆钉孔的边缘,源区侧面磨损严重。
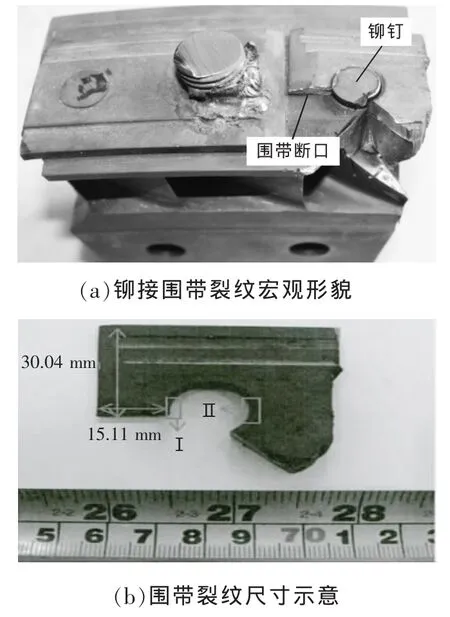
图3 围带裂纹宏观形貌
铆钉整体呈黑灰色,铆钉顶端呈椭圆形,与围带相接触的侧面磨损严重,存在塑性变形,如图4所示。

图4 与围带接触铆钉头磨损形貌
2.2 断口微观分析
在SUPRATM55扫描电子显微镜下观察断面微观形貌,如图5(a)—(g)所示,断面氧化严重,表面被氧化物覆盖。
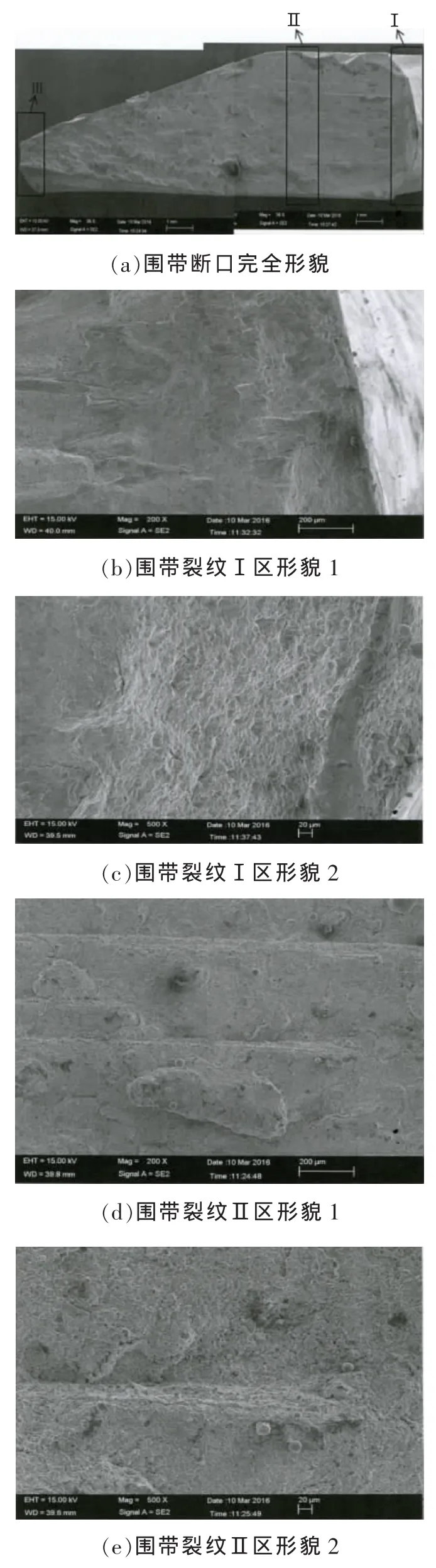
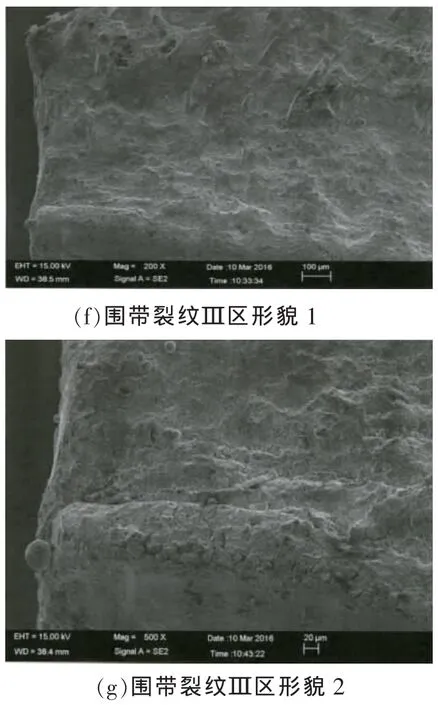
图5 电子显微镜下断面形貌
2.3 材质分析
2.3.1 化学成分分析
按照GB/T 223《钢铁及合金化学分析方法》系列标准对围带进行化学成分分析,结果见表1,围带的化学成分符合制造厂对2Cr12NiMo1W1V钢的技术要求。
2.3.2 力学性能
按照GB/T 231.2《金属布氏硬度试验方法》在HB-3000布氏硬度机上对围带式样进行布氏硬度测试,得到硬度值为295 HB,符合制造厂对2Cr12NiMo1W1V钢的技术要求(293~331 HB)。
2.3.3 金相分析
利用Axioyert 40mat倒置金相显微镜对围带试样进行金相组织检查,金相组织为回火马氏体,晶粒度6级,情况正常。
2.4 分析与讨论
(1)从围带的材质检验看,围带的化学成分和硬度值均符合制造厂的技术要求。
(2)从断口上看,围带裂纹起于末端的铆钉孔的边缘处。
(3)围带裂纹源区附近铆钉孔存在磨损,与源区相配合铆钉表面发生塑性变形,磨损至深黑色,有氧化物剥落后形成的凹坑,表明裂纹源区附近的围带表面局部承受反复的接触摩擦,接触摩擦应力、氧化物磨屑研磨的共同作用使破坏加快,局部形成缺口,产生磨损疲劳裂纹。
(4)围带及铆钉孔产生接触磨损疲劳裂纹的主要原因是:围带铆接时装配工艺不良,围带悬臂端铆接压紧力不足,在机组运行时,围带悬臂端产生振动,与铆钉接触部位产生磨损疲劳裂纹。
3 修复方案
(1)将有围带裂纹的相邻3组共9只叶片拆除,更换新叶片。如图6所示,将C,D,E 3组叶片拆除,并换装3组新叶片。

图6 处理后铆接围带联接方式
(2)在留下的B组及F组的第二层围带上用旋转锉加工出如图7所示的燕尾。新装C组、D组中5只叶片用第二层围带联接,并在与B组相接处用旋转锉加工成燕尾槽,与B组围带的燕尾紧密配合,这样A,B,C,D组中的9只叶片用第二层围带联接成组。同样,新装D组、E组中的4只叶片同F组、G组中的5只叶片以燕尾方式用第二层围带联接成组。这样全周叶片重新形成整圈联接。
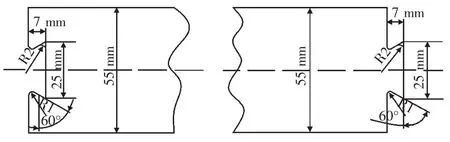
图7 燕尾槽和燕尾尺寸
(3)燕尾及燕尾槽装配要求紧密贴合,装配后沿整个接触面敛缝。选择燕尾槽的位置应保证围带悬臂端的尺寸不超过原设计值。

表1 2Cr12NiMo1W1V钢的化学成分分析结果 %
(4)铆钉头铆接时,使用氧乙炔加热到200~300℃,用铁锤敲打进行铆接。所有铆接工作完成后对叶片围带和铆钉抛光处理,经着色检查确认围带和铆钉没有裂纹。围带修复后情况如图8所示。

图8 修复后调节级叶片围带
叶片围带修复后,机组运行迄今情况正常,表明本次修复是成功的。
4 结论及建议
经过分析确定调节级叶片围带裂纹性质为疲劳裂纹,围带与铆钉孔之间的接触磨损是围带开裂的主要原因。
由于铆接式围带铆接采用手动式冲铆,铆接质量不易控制,在机组检修期间,应加强对围带的检查。
建议将调节级动叶围带由铆接型改为安全性更高的自带冠型,可避免围带在机组运行中产生裂纹及断裂现象。
[1]康松,杨建明,胥建群.汽轮机原理[M].北京:中国电力出版社,2000.
[2]朱宝,周仁米,顾伟飞,等.汽轮机调节级动叶栅结构性故障分析与诊断[J].浙江电力,2015,34(11)∶5-11.
[3]程岚.日立300 MW机组围带裂纹的分析及处理方法[J].湖北电力,2005,29(12)∶75-77.
[4]王立峰,丁辉,胡双喜.SUH616钢汽轮机叶片围带断裂失效分析[J].华中电力,2005,18(1)∶4-6.
[5]张立君,吴细毛,孙笑.800 MW汽轮机高压转子围带脱落原因分析及处理[J].东北电力,2004(11)∶7-9.
[6]李凤娟,孙志强.动叶片铆接式围带的铆接装配方法[J].机械工程师,2015(6)∶260-261.
[7]包伟伟,张启林,任伟,等.800 MW汽轮机通流改造的热力设计[J].浙江电力,2016,35(4)∶41-45.
[8]胡学红,丁辉,唐复全.TCDF-33.5型汽轮机第18级围带开裂原因再析[J].华中电力,2005,18(3)∶55-57.
(本文编辑:徐 晗)
ITER计划中国超导股线项目全面竣工
2017年3月13日上午,国际热核聚变实验堆(ITER)计划中国超导股线项目全面竣工。
ITER计划是目前最大的国际合作项目之一,也是我国首次以平等、全权伙伴身份参加的国际合作计划。通过参加ITER装置的建造和运行,有助于我国全面掌握磁约束核聚变研究和技术成果,带动我国相关领域的技术发展。
超导股线分Nb3Sn材料和NbTi材料2种。ITER环向场导体和中心螺线管导体采用Nb3Sn超导材料,其余导体采用NbTi材料。Nb3Sn和NbTi材料作为关键基础材料,在液氦温度(4.2K左右)下处于超导状态,在ITER装置内可以形成强大的磁笼,约束高温等离子体。
中方导体采购包共需174 t的NbTi和35 t的Nb3Sn超导股线,全部由西部超导公司承担制造。经过多年努力,超导股线制造技术于2010年顺利通过ITER组织认证。通过参与ITER计划,西部超导建立了完整、国际领先的质量管理及控制体系,完成了产品的批量生产技术研发、设备研制、检测与质量评估等多项任务。ITER计划带动了超导材料相关产业的技术进步,为我国建立自己的核聚变堆提供了超导线材制造基础。此外,通过参与ITER计划,我国低温超导股线实现了100%国产化,使我国的超导线材研发能力和工业化生产能力达到了国际一流水平。
来源:国家科技部
Analysis and Treatment on Shroud Band Crack at Governing Stage Moving Blade of a 300 MW Steam Turbine
WU Yongfa
(Zhejiang Energy Shaoxing Binhai Thermal Power Generation Co.,Ltd.,Shaoxing Zhejiang 312073,China)
A perfoliate crack was found at riveting shroud band of the governing stage moving blade of a domestic 300 MW steam turbine during the first overhaul.Through examination and analysis on macro morphology,microstructure,chemical composition and mechanical properties and metallurgical structure of the crack are conducted.The result shows that the failure is caused by improper riveting assembly process and insufficient riveting clamping force at the cantilever end.During the unit operation,vibration at the cantilever end causes fatigue crack at the interface between the rivet and open pore of the shroud band.The crack treatment scheme to the crack can be taken as reference for handling similar problems.
steam turbine;governing stage;shroud band;crack
TK267
:B
:1007-1881(2017)03-0067-04
2016-11-11
吴永法(1973),男,工程师,主要从事火力发电厂生产技术管理工作。
猜你喜欢
小资CHIC!ELEGANCE(2022年3期)2022-01-11
能源工程(2021年6期)2022-01-06
中学生数理化·七年级数学人教版(2021年9期)2021-11-20
能源工程(2021年3期)2021-08-05
教练机(2020年4期)2020-12-29
北京航空航天大学学报(2020年10期)2020-11-14
中华民居(2020年4期)2020-09-21
消费导刊(2020年33期)2020-08-27
电子制作(2019年22期)2020-01-14
山东工业技术(2016年15期)2016-12-01