基于ANSYS与BP神经网络的轧花速度预测方法
2017-04-10 06:58:04陈晓川
东华大学学报(自然科学版) 2017年6期
葛 优, 陈晓川, 汪 军, 李 斌
(东华大学 a. 机械工程学院;b. 纺织学院, 上海 201620)
轧花是将籽棉上长纤维与棉籽分离的加工过程,是棉纺工业中的重要环节.原棉的短绒率(SF)、纤维强度(Str)等指标是衡量轧花质量的关键指标.其中短绒率更是影响棉纺质量的关键因素,降低短绒率以提高产品质量显得尤为重要[1-2].为了实现对棉纺织品加工质量的预测和控制,国内外的专家和学者开展了研究与实践[3-4].文献[5]采用神经网络与线性回归模型预测纤维拉伸性能,结果显示神经网络预测精度高于线性回归模型、文献[6]通过优化传统反演算法,根据毛纱CV值反演生产过程工艺参数,得出可以通过反演调节加工中的敏感参数来优化生产.文献[7]通过BP(back propagation)与径向基神经网络对精纺毛纱的条干不均匀率与断裂强力建立了预测模型,预测结果与测试结果相吻合,BP神经网络预测精度、容错能力更强.文献[8]通过神经网络建立了原棉品质指标的预测模型,结果表明预测精度较高,预测模型可用.但以往的研究多偏向于纱线、织物质量的预测和控制,对于轧花生产的优化研究较少.
籽棉回潮率、锯齿轧花机轧花速度与原棉短绒率密切相关,但目前无法用明确的数学关系式进行表达.在轧花过程中,籽棉的回潮率变化很小,可认为是确定的,但轧花速度可通过电动机实时调节,轧花速度的变化对原棉短绒率影响很大.在目前的生产中,轧花速度值一般是固定不变的,或是根据加工者的经验值确定,但由于收购的籽棉回潮率不同,追求最低短绒率的要求不同,会导致轧花速度值设置不准甚至出现很大偏差[9].
因此,本文提出结合有限元分析及BP神经网络模型对轧花速度进行预测,从而在生产中选择合适的轧花速度值,以实现所期望得到的原棉短绒率,降低传统方法带来的高短绒率.
1 轧花速度预测问题的引出
文献[8]设计了预测机采原棉品质指标的BP神经网络模型,结果表明,此模型可以较好地表达机采原棉各品质指标与主控因素之间的非线性关系,预测结果与实测值之间的误差小,模型的预测效果较佳.机采原棉品质指标样本数据如表1所示.
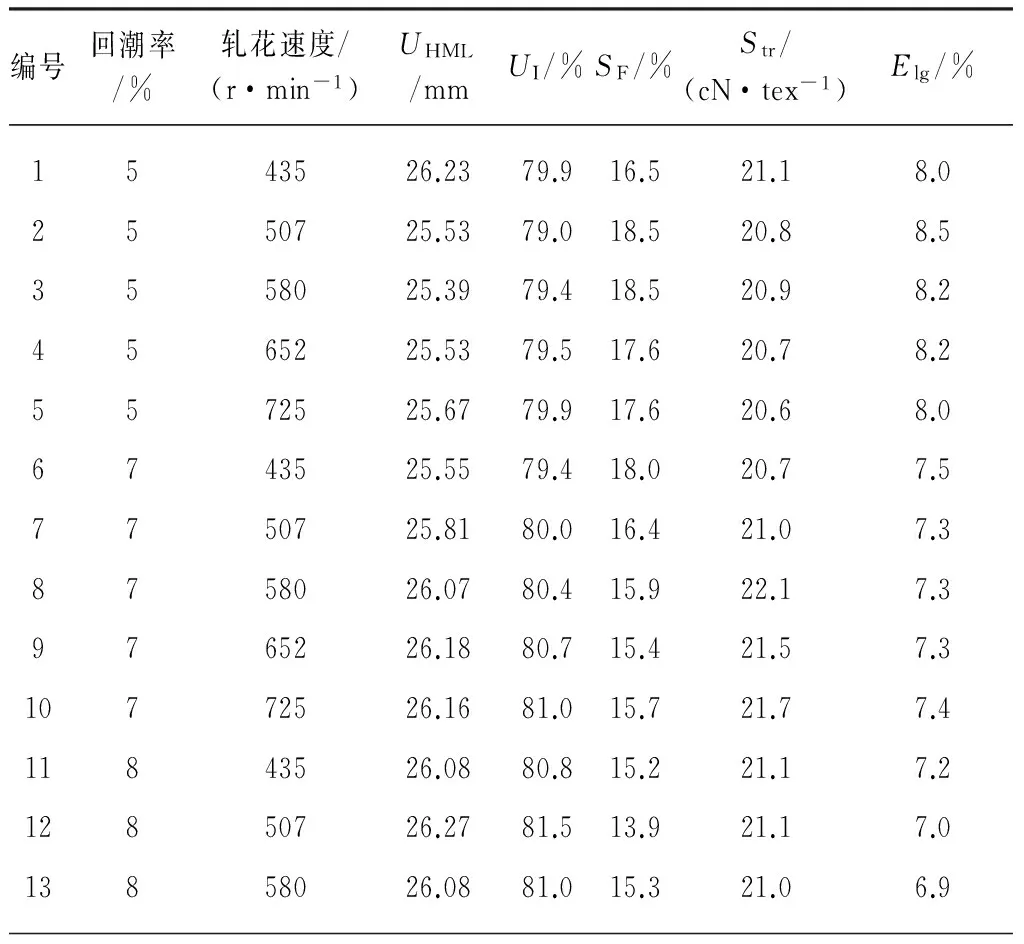
表1 机采原棉品质指标样本数据[8]

(续 表)
注:UHML为上半部平均长度;UI为整齐度指数;Elg为伸长率.
上述模型的测试样本网络输出值和网络目标值的相关系数均接近1,可以很好地对原棉的多项指标进行预测,但是此预测只能对生产结果做出预判,对优化生产结果的指导作用有限.轧花速度、籽棉回潮率以及原棉指标(本文选取其中重要指标之一短绒率作为研究对象)之间是密切相关的,但目前无法用明确的数学关系式进行表达.因为在轧花过程中,籽棉的回潮率是确定的,为了得到满足生产要求的原棉短绒率,对轧花速度的选定显得十分重要.因此,为了更好地对轧花生产过程进行指导,以表1数据进行反向预测,即通过已知籽棉的回潮率和原棉短绒率,对轧花速度进行预测,然后通过电动机对轧花速度进行调节,在合适的轧花速度和已知回潮率下,得到满足生产所需的原棉短绒率.
按照表1试验数据,以回潮率和短绒率为输入数据的分量,以轧花速度为输出数据,利用BP神经网络进行模拟.在25组数据中随机抽出20组数据作为训练样本,其余5组数据(9, 13, 14, 19, 24)作为BP神经网络的测试样本.神经网络对轧花速度的预测结果如表2所示,网络训练图和回归直线图分别如图1和图2所示.

表2 神经网络对轧花速度的预测结果
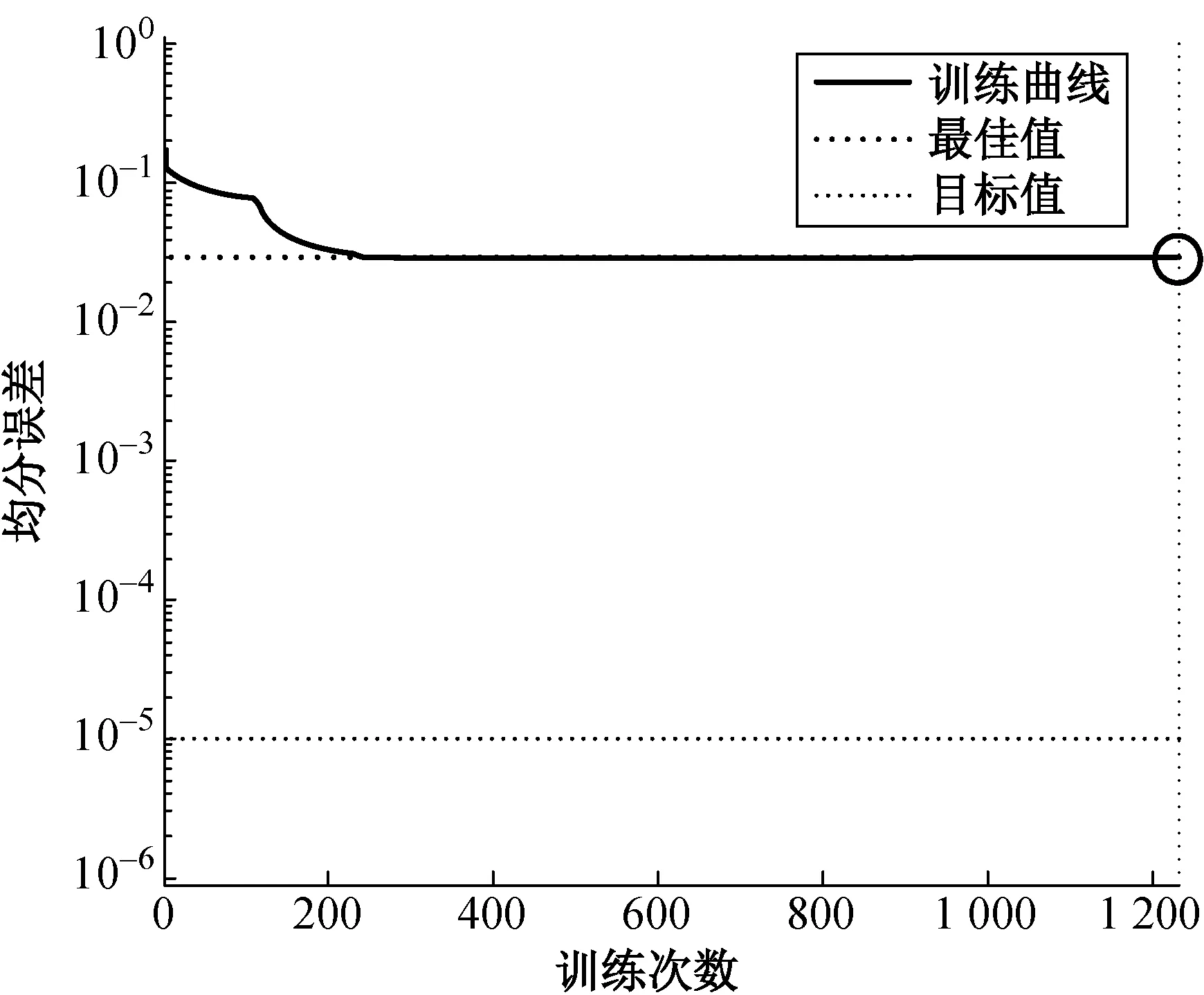
图1 神经网络误差收敛曲线
Fig.1Errorconvergencecurveofneuralnetwork
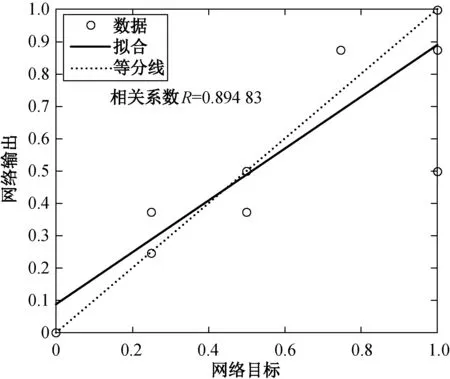
图2 轧花速度训练样本输出回归直线
Fig.2Sawginspeedtrainingoutputlinearregression
由表2以及图1和2可知,相对误差较大,平均误差超过20%,训练结束时的误差值较高,并且回归直线的相关系数过低.因此,可以得出结论:预测准确度过低,模型不能使用.同理,采用其他原棉品质指标也是如此,说明此模型的反向预测达不到要求,需要设计新的模型.
为解决轧花速度预测准确性问题,提出结合ANSYS的分析结果,选择增加轧花过程中的支反力作为输入量之一,对轧花速度进行模拟.以回潮率、支反力以及短绒率作为网络的3个输入量,轧花速度作为网络的目标数据分量来建立新的模型.
2 基于ANSYS的锯齿轧花过程模拟
利用计算机对轧花过程进行仿真分析,面临的难题是无法直接利用其中已有的本构方程和材料参数.为解决此难题,本文从棉纤维着手,建立黏弹性力学模型并结合试验验证所提出力学模型的正确性,同时得出原棉黏弹性的各个参数,再将参数在ANSYS中进行设置和分析,从而实现模拟过程,为下一步建立神经网络模型奠定基础.
2.1 棉纤维力学性能研究
2.1.1棉纤维力学模型建立
棉纤维属于高分子聚合物,具有黏弹性质.在研究纤维力学特性时,引用的黏弹性本构关系主要有Maxwell模型和Kelvin模型,但对以上两种模型分析可知,Maxwell模型对于蠕变现象以及Kelvin模型对于应力松弛现象的描述,都存在一定的不足[10].所以,本文提出利用Burgers模型来描述棉纤维的黏弹性[11],如图3所示.

图3 棉纤维黏弹性力学模型Fig.3 Viscoelastic mechanical model of cotton fiber
根据弹簧与黏壶的组合关系,基于弹簧和黏壶的变形原理可以推导出黏弹性模型的微分方程本构关系为
(1)
式中:σ为应力;E为弹簧弹性模量;η为黏壶黏滞系数;ε为应变.
基于棉纤维的蠕变特性,给其恒定的应力σ0,对式(1)进行拉普拉斯变换后可得到恒定应力下的蠕变关系式(2);同理,给其恒定的应变ε0,可以得到模型的应力松弛方程式(3).
(2)
(3)

2.1.2力学模型试验验证
在XQ-2型纤维强度仪上等速进行棉纤维蠕变以及应力松弛试验,上下夹持器的距离为10 mm,预加张力为0.25 cN,试验环境温度为(20±2)℃,相对湿度为(65±3)%,得出有效试验数据为50组.蠕变性能试验给定棉纤维恒定应力为2 cN,拉伸速度为2 mm/min,蠕变时间设为60 s;应力松弛性能试验给定棉纤维恒定应变为4%,拉伸速度为2 mm/min,应力松弛时间设为60 s.
对试验数据进行处理,可得到棉纤维蠕变、应力松弛试验曲线以及应用Burgers模型模拟棉纤维力学性能的曲线图(如图4和5所示),以及棉纤维黏弹性模型方差分析(如表3所示),模型中的各参数如表4所示.
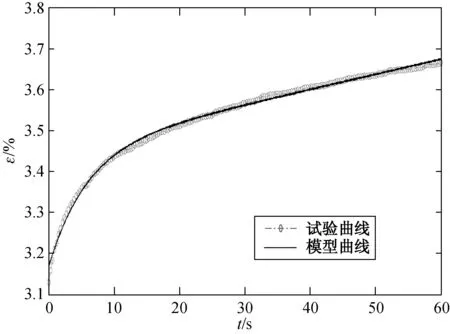
图4 蠕变曲线及模型蠕变拟合曲线
Fig.4Creepcurveandmodelcreepfittingcurve
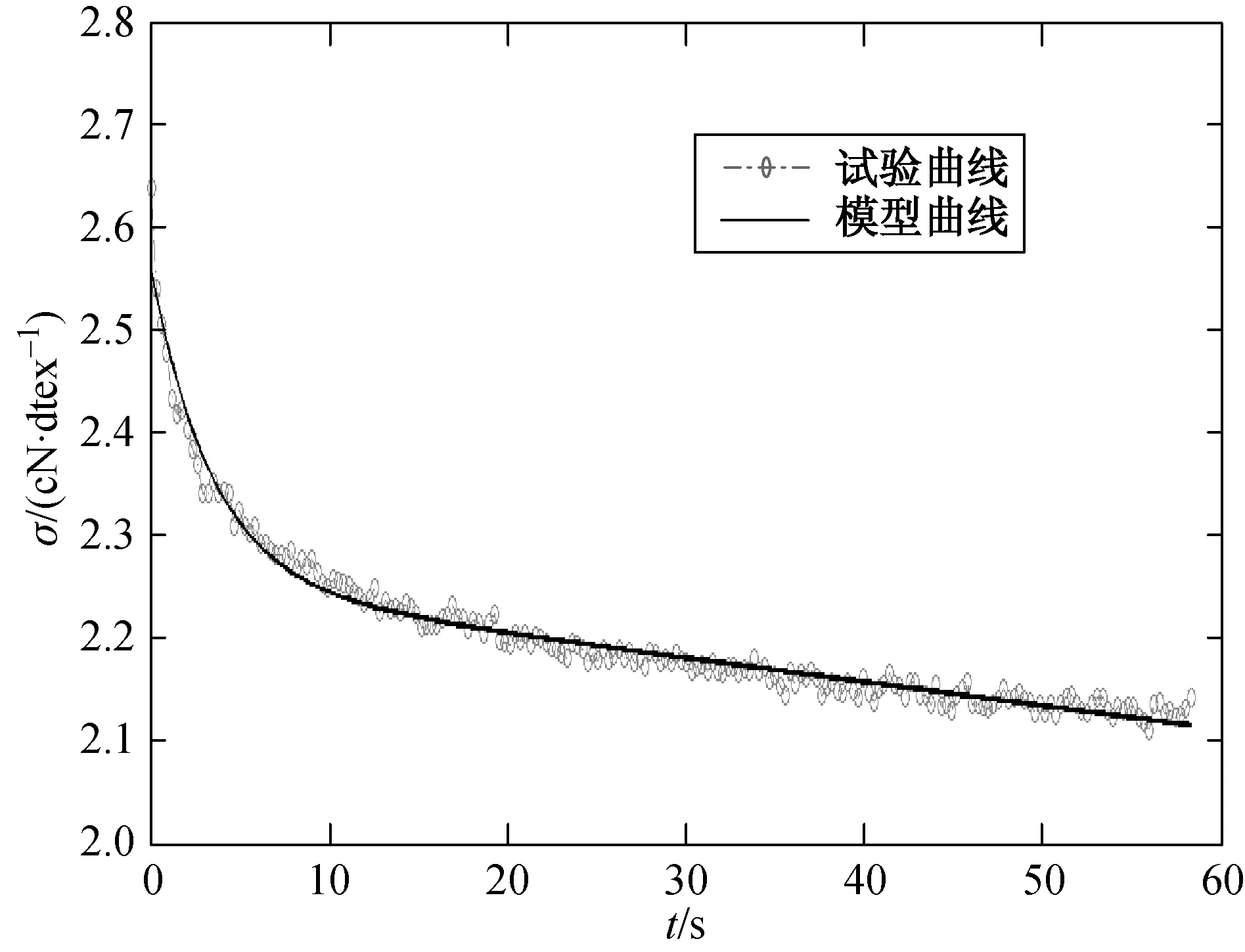
图5 应力松弛曲线及模型应力松弛拟合曲线
Fig.5Stress-relaxationcurveandfittingcurveofstressrelaxationmodel
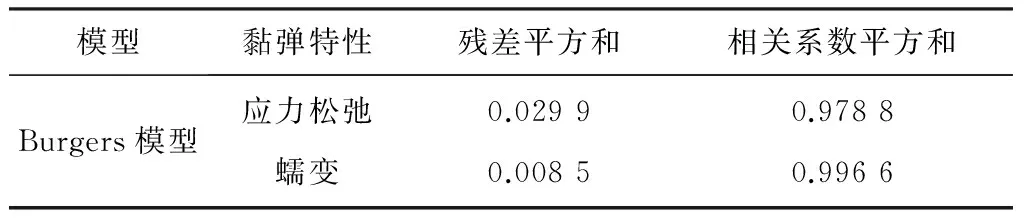
表3 棉纤维黏弹性模型方差分析Table 3 Analysis of variance of cotton fiber viscoelasticity model
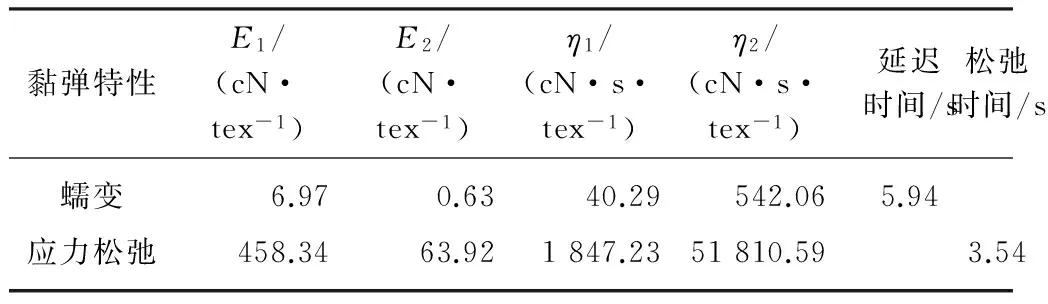
表4 Burgers模型的蠕变及应力松弛拟合参数Table 4 Fitting parameters of creep and stress relaxation of Burgers model
由图4和5可以看出,Burgers模型可以很好地模拟棉纤维的力学性能,并且表3表明,无论是应力松弛还是蠕变,此模型的相关系数平方和均在0.97以上,同时残差平方和低于0.03,因此验证了利用Burgers模型来描述棉纤维的黏弹性力学性能的可行性.
将表4中的参数值代入式(2)和(3),可以得到棉纤维的蠕变特性表达式(如式(4)所示)和应力松弛特性表达式(如式(5)所示).
ε(t)=3.166 5+0.003 7t+0.286 8(1-e-0.173 1t)
(4)
σ(t)=0.315 3e-0.282 9t+2.241 5e-0.001 1t
(5)
2.2 ANSYS中支反力求解
利用Solidworks建立三维模型,将简化后的三维模型导入ANSYS中进行参数设置,并进行边界条件设定,网格划分,求解以及后处理.对于黏弹性问题,ANSYS中采用Prony级数表示,针对上述Burgers模型,其剪切模量的Prony级数可以表示成如式(6)所示的方程式[12].
(6)
式中:G∞=0,G0=G1,G1=E/(2·(1+μ)),G2=E2/3,a1=(G2/n2-α)/(β-α),a2=(G2/n2-β)/(α-β),τ1=1/α,τ2=1/β,n1=η1/3,n2=η2/3.
其中:G为剪切模量,a1,a2,τ1,τ2分别对应于ANSYS中Prony本构模型所需输入的系数a1,a2,t1,t2,而E,η,α,β与式(1)~(3)中含义相同.
将表4中所得参数代入式(6),便可以得到:
τ1=3.53,a1=0.123,τ2=924.09,a2=0.877
同时选取可以进行大变形计算的SOLID185单元,使用Sweep命令对锯片和棉卷进行网格划分,结果如图6所示.

图6 网格划分图Fig.6 Grid partition graph
利用控制节点的方法[13]对棉卷和锯片进行约束,同时设置分析类型为Tran-sient Full法,求解时间为10-3,求解步数为100步,锯片的转速选择为435 r/min,然后进行求解.求解结束后,通过ANSYS的时间历程后处理器,便可得到作用在锯片上的支反力大小.在锯片转速为435 r/min的条件下得到的轧花过程中支反力的动态图如图7所示.由于动态过程时间较短,为方便数据读取,选取动态图中的峰值作为BP神经网络中的一个输入量.由图7可以看出,x轴方向上最大的支反力(Fxmax)为6 530.1 N.

图7 支反力动态图Fig.7 Dynamic reaction forces diagram
同理,改变锯片的转速,在ANSYS中对锯片设置不同的参数,便可得到在不同转速下支反力的值,结果如表5所示.

表5 不同转速下锯片上的支反力
3 基于BP神经网络的轧花速度预测
3.1 网络设计和训练
由以上分析可知,基于BP神经网络对轧花速度进行预测,可以选择回潮率、支反力以及短绒率3项指标作为网络的输入分量,轧花速度作为网络目标数据的分量.具体数据如表6所示.

表6 轧花过程的相关数据
注:#组为测试组.
为减弱各因素因量纲不同而造成对网络模型训练与预测的影响,对获得的系统输入/输出数据进行归一化处理,将数据转换为[0,1]之间的值.本文采用式(7)进行归一化处理.
(7)
式中:x为位于区间[0, 1]之外的系统数据;xmax和xmin分别为系统数据中的最大值和最小值;y为系统数据x归一化后的值.
将网络设计为一个2层的BP神经网络,并且由以上分析可知,输入向量的维数为3,输出向量的维数为1.因此,该网络的输入层神经元数为3个,输出层的神经元数为1个;在2层前向网络中,BP神经网络的输入节点为n时,网络的隐含层节点数选取2n+1时,BP网络模型可以很好地反映实际,因此设隐含层的神经元数为7个.BP神经网络结构如图8所示.

图8 BP神经网络结构图Fig.8 BP neural network structure
为了编程方便,本文采用Matlab开发了BP神经网络程序,其中,隐含层神经元的传递函数采用S型正切函数tansig,输出层神经元的传递函数采用S型对数函数logsig,可以满足网络输出在[0,1]之间的要求.对于训练算法,由于网络参数较少,选择改进后的BP算法,即Levenberg-Marquardt算法,此算法需要的存储量很大,但其结合了梯度下降法和牛顿法的优点,性能更加优良,因此在网络参数很少时使用可以使其优越性更大地体现出来[14],与其对应的训练函数为trainlm.
3.2 结果分析
在表1所示的25组数据中,随机抽取20组数据作为BP神经网络的训练样本,其余5组(带#标记)作为BP神经网络的测试样本.对5组测试数据进行反归一化处理,将网络输出在[0, 1]之间的值转换为系统的实际输出值,与式(7)对应的反归一化公式如(8)所示.
x=y·(xmax-xmin)+xmin
(8)
预测轧花速度和实际速度对比结果及相对误差如表7所示.
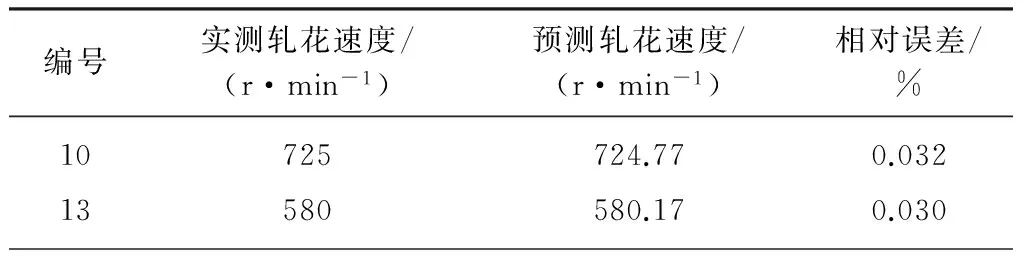
表7 BP神经网络轧花速度的预测结果

(续 表)
神经网络的误差收敛曲线和轧花速度训练样本输出回归曲线分别如图9和10所示.从图9可以看出,在第45步时,网络训练误差就已经达到10-5以下,训练速度很快.同时,由图10可知,回归直线的相关系数R非常接近1,说明网络输出值能很好地逼近目标值,没有明显的偏差.
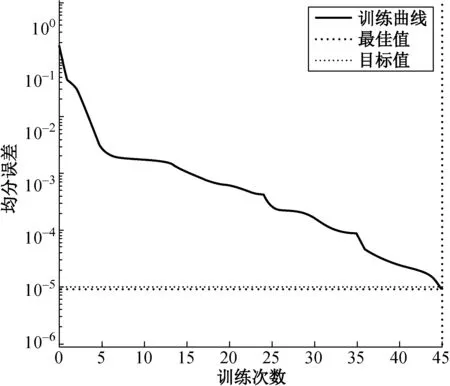
图9 神经网络误差收敛曲线
Fig.9Errorconvergencecurveofneuralnetwork
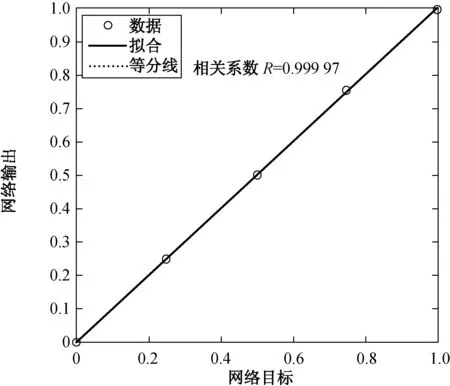
图10 轧花速度训练样本输出回归直线
Fig.10Sawginspeedtrainingoutputlinearregression
由表7可知,5组测试数据相对误差的平均值不超过1%,较之前模型20%的平均误差已有很大提高.一般来说,平均预测误差率在5%以下就可以满足工程要求[15],上述模型中预测准确率已达99%以上,对轧花速度的预测达到了很好的效果,可认为此BP神经网络模型满足要求.该模型为轧花速度值的选取提供了有力支持,也为优化轧花过程原棉短绒率提供了新的方法.
4 结 语
针对传统轧花加工中轧花速度值无法精确确定、轧花速度与回潮率以及短绒率之间关系无法描述等问题,本文利用计算机模拟技术,建立和验证了棉纤维的力学模型,同时通过ANSYS对锯齿轧花过程进行模拟,将所得到的支反力应用到BP神经网络训练中,建立了神经网络预测模型,对锯齿轧花机的轧花速度进行预测,测试结果表明可以达到很好的预测效果,误差值小于1%,成功地实现了反向预测.同时本文的预测结果为轧花生产中动态调节轧花速度的值提供了有力支持,使原棉质量达标并且对企业生产加工中关键指标的确定也具有一定的参考价值.
[1] 徐红,单小红.棉花检验与加工[M].北京:中国纺织出版社,2006:32-33.
[2] 陈玉峰,陆振挺.短纤维对棉纺质量的影响与控制[J].棉纺织技术,2012,40(2):108-111.
[3] MWASIAGI J, HUANG X B, WANG X H. The use of hybrid algorithms to improve the performance of yarn parameters prediction models[J]. Fibers and Polymers, 2012, 13(9):1201- 1208.
[4] DAS S, GHOSH A, MAJUMDAR A, et al. Yarn engineering using hybrid artificial neural network-genetic algorithm model[J]. Fibers and Polymers,2013,14(7):1220-1226.
[5] ÜREYEN M E, GÜRKAN G P. Comparison of artificial neural network and linear regression models for prediction of ring spun yarn properties. I. Prediction of yarn tensile properties[J]. Fibers and Polymers,2008,9(1):87-91.
[6] 杨建国,熊经纬,徐兰,等.基于遗传神经网络算法的纺织生产过程参数反演[J].东华大学学报(自然科学版),2016,42(2):234-241.
[7] 李翔,彭志勤,金凤英,等.基于神经网络的精纺毛纱性能预测模型比较[J].纺织学报,2011,32(3):51-56.
[8] 李勇,陈晓川,汪军,等.基于BP神经网络的机采原棉品质指标预测模型[J].棉纺织技术,2015,43(1):17-20.
[9] 苗才华,郝桂兰,翟鸿鹄.轧花机轧花部影响棉纤维原生品质的研究[J].中国棉花加工,2013(5):32-33.
[10] 高晓平.簇绒地毯织机纱线束—机件系统力学性能分析[D].上海:东华大学机械工程学院,2012:17-19.
[11] CHRISTENSEN R M. Theory of viscoelasticity[M]. 2nd ed. New York:Academic Press, 1982.
[12] 邵志刚,傅容珊,黄建华,等.以Burgers体模型模拟震后黏弹性松弛效应[J].大地测量与地球动力学,2007,27(5):31-37.
[13] 张洪才,何波.有限元分析—ANSYS 13.0[M].2版.北京:机械工业出版社,2011:271-275.
[14] 郑春玲,姜会钰.改进的LM-BP算法预测活性染料染色K/S值[J].纺织学报,2010,31(8):82-85.
[15] 吴明清,胡灿,陈晓川.BP神经网络在线预测和轧花机控制系统的实现[J].新疆农机化,2014(6):16-20.
猜你喜欢
纺织器材(2021年3期)2021-07-27 03:34:24
中国农机化学报(2021年4期)2021-05-11 13:38:00
国际纺织导报(2021年8期)2021-03-17 09:56:56
新疆农机化(2021年1期)2021-03-09 12:52:58
安徽农业科学(2020年12期)2020-07-14 16:27:23
纺织器材(2020年2期)2020-06-05 10:16:14
现代纺织技术(2019年5期)2019-01-14 02:51:32
中国棉花加工(2017年6期)2017-03-19 02:19:19
中国棉花加工(2015年4期)2015-12-19 06:40:57
中国棉花加工(2015年3期)2015-04-12 10:23:51