
基于点云数据的螺旋桨叶型数字化检测技术
2017-03-30 17:22徐晓栋龚玉玲印晶
科技与创新 2016年24期
关键词:螺旋桨
徐晓栋+龚玉玲+印晶


摘 要:针对螺旋桨叶型检测难、耗时多等问题,提出了采用手持式三维扫描仪获取螺旋桨叶型表面点云数据,优化精简后,导入到Geomagic Qualify软件中,与螺旋桨原始三维模型进行偏差比较的螺旋桨叶型数字化检测新途径。经过实例验证,该方法可提高螺旋桨叶型检验的效率和精度。
关键词:螺旋桨;叶型检测;点云数据;数字化检测技术
中图分类号:TP391 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.24.023
螺旋桨作为船舶推进器的关键部件,其制造水平直接关系到船舶的性能。随着我国制造技术的高速发展,螺旋桨的数字化制造已经成为发展的主流方向。但在螺旋桨的检测方面,由于自身体积较大且叶型是复杂的空间曲面,检测工作困难,传统的检测方法难以满足发展要求。因此,迫切需要寻找一种高效、高精的螺旋桨叶型制造精度检测方法。
1 螺旋桨叶型数字化检测技术
目前,国内外叶型检测的方法主要有标准样板法、三坐标测量机。标准样板法是将标准样板与实际叶片零件相比较,通过接触部分的间隙大小来估算偏差。该方法操作简单,使用方便,但测量精度低,且制作标准样板费用较高。三坐标测量机测量精度高,在叶型检测中被广泛使用,但三坐标测量机的测量效率较低、测量范围有限,在检测大曲率、大体积的螺旋桨时,困难较大。
三维激光扫描技术使用非接触的测量方法,具有数据采集范围广、精度高、速度快等特点,十分适合螺旋桨这种具有复杂曲面的大体积零件表面的数据采集。因此,本文提出了采用三维激光扫描仪获取螺旋桨叶型表面三维点云数据,将点云数据和用于生产的螺旋桨原始三维模型一起导入到Geomagic Qualify软件中,并通过软件中的三维比较功能进行偏差分析,提供一种螺旋桨叶型检测的新途径,具体流程如图1所示。
2 螺旋桨实物模型的数据采集
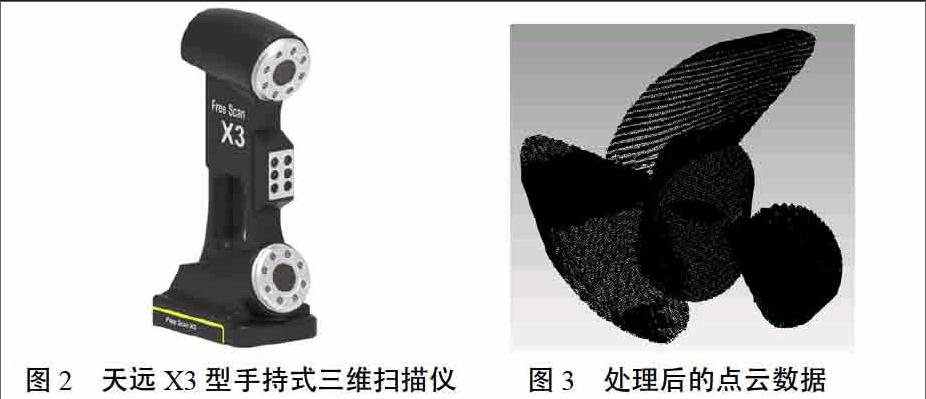
螺旋桨实物模型的数据采集使用天远公司X3型手持式三维扫描仪,如图2所示。
设备采用线激光阵列3D扫描技术,测量精度为0.03 mm,测量范围达6 m,并可扩展,且质量轻、使用灵活方便,十分适合螺旋桨的测量,其技术参数如表1所示。
2.1 点云数据获取
由于螺旋桨体积较大且表面特征较多,在数据采集之前,需要在螺旋桨表面标定标记点。标记点是有特殊反光材料的标记物,一般为圆形贴片。在扫描仪扫描过程中,通过捕捉标记点定位,可以实现多次扫描结果的自动拼接。一般按表面曲率大小决定标记点的疏密程度,但要确保扫描仪在工作时能同时扫到3个标记点,以便于定位。使用扫描仪从不同方向对螺旋桨进行扫描,扫描时应注意扫描仪距离螺旋桨表面的距离大约保持在300 mm,即扫描仪工作指示灯为绿色。重复多次扫描,得到完整的点云数据。
2.2 点云预处理
手持式三维扫描仪得到的点云数据,在扫描过程中常会将边界处的外部背景扫入数据,比如螺旋桨边界部分的扫描数据等,需要对点云数据进行去噪处理,将点云数据导入到Imageware软件中,在不影响精度的前提下,通过手工操作去除零件点云数据中的噪声点。同时,可以采用Imageware软件中空间采样功能将扫描点云中的重叠数据简化,设置空间采样点间距为0.1 mm,简化后点云数据中数据点个数减至3.07万个,点云处理的后图形如图3所示。
3 螺旋桨叶型三维数模偏差分析
将简化后的点云数据和螺旋桨原始三维模型一起导入到Geomagic Qualify软件中,设置原始三维模型为参考模型,点云数据为测试模型。
3.1 对齐数据
导入的原始三维模型和点云数据因为各自的坐标不一致,在Geomagic Qualify软件中并不重合,无法比较,如图4所示,因此应以原始三维模型为基准,统一两者坐标。Geomagic Qualify软件中对象对齐可以采用最佳拟合对齐、特征对齐和RPS对齐等多种方法。螺旋桨叶型曲面为复杂自由曲面模型,采用最佳拟合对齐更适合,对齐后如图5所示。
3.2 比较分析
利用Geomagic Qualify软件中的3D比较功能,可以实现原始三维模型和点云数据的比较,得到彩色偏差图,全面、直观地反映螺旋桨偏差状况,结果如图6所示;使用创建注释功能,可以得到单个点的偏差分析对比,如图7和表2所示。软件统计计算得出平均偏差为-0.371~0.277 mm,标准偏差为0.382.
3.3 生成报告
利用创建报告功能,可自动生成螺旋桨检测报告,报告包括对齐统计数据、3D比较结果、注释视图等内容,直观反映螺旋桨偏差。
4 结论
本文提出了一种基于点云数据的螺旋桨叶型偏差检测方法,阐述了手持式三维扫描仪的数据采集和Geomagic Qualify软件的数据分析,通过将点云数据与螺旋桨原始三维模型進行3D比较,直观地反映了螺旋桨在各部分的制造偏差,实现了从整体上评价螺旋桨的质量。该方法点云获取快速快,3D比较结果直观,检测报告可自动生成,相比于传统的检测方法精度、效率更高。
参考文献
[1]高同兵,杨祥玮.船用螺旋桨模拟显示与自动化制造[J].航海工程,2002(2):11-15.
[2]林昌杰.船舶螺旋桨的叶片型线测绘新方法[J].武汉造船,1995(04):19-21.
[3]张学昌.基于点云数据的复杂型面数字化检测关键技术研究及其系统开发[D].上海:上海交通大学,2006.
[4]谢则晓.基于三坐标测量机的自由曲面非接触测量技术的研究[D].天津:天津大学,1999.
[5]董秀军,黄润秋.三维激光扫描技术在高陡边坡地质调査中的应用[J].岩石力学与工程学报,2006(S2): 3629-3635.
[6]陆峰,李宁,赵德宏.复杂曲面三维轮廓精度数字化比对检测与误差分析[J].制造业自动化,2014(18):46-50.
[7]李丽娟,高姗,林雪竹.基于Geomagic Qualify的工件偏差检测技术[J].制造业自动化,2014(10):35-38.
〔编辑:刘晓芳〕
猜你喜欢
作文·小学低年级(2021年8期)2021-11-02
作文与考试·小学低年级版(2021年12期)2021-08-09
阅读(快乐英语中年级)(2020年10期)2020-12-09
航空世界(2019年1期)2019-10-11
科普童话·百科探秘(2018年10期)2018-10-25
航海(2018年2期)2018-06-11
航空模型(2017年5期)2017-12-14
中学科技(2017年10期)2017-11-04
航空模型(2016年5期)2016-07-25
阅读与作文(初中版)(2009年3期)2009-03-31
