直线电机在烟草包装机中的应用
2017-03-25 09:15张杰
价值工程 2017年8期
张杰

摘要:随着市场对个性化烟草包装的需求,新技术在不断应用到烟草包装中。在保润保香包装机中,应用两个直线电机实现烟包在包装轮之间的交接。1号直线电机用来将未封胶的烟包从框架纸包装轮出口处迎到薄膜紙包装轮入口处,2号直线电机将烟包推入薄膜纸包装轮。两个直线电机的应用使烟包在保证包装质量的同时顺利完成在包装轮之间的交接。
Abstract: With the market demand for personalized tobacco packer, new technologies are applied continuously. In moisture-holding and fragrance-holding packer, two linear motors are used to make sure unglued packages can be transferred between two packing wheels. No.1 linear motor is used to receive packages to the film packing wheel enter that come from the frame label packing wheel, while No.2 linear motor is used to push packages into the film packing wheel. The application of two linear motors makes packages transfer between two packing wheels successfully, while ensuring the quality of packing.
关键词:直线电机;烟草包装;保润保香
Key words: linear motor;tobacco machinery;moisture-holding and fragrance-holding
中图分类号:TS43 文献标识码:A 文章编号:1006-4311(2017)08-0118-02
0 引言
直线电机是一种将电能直接转化为直线机械运动,不需要任何中间传动机构的电机。[1]由于消除了传统机械传动机构带来的摩擦、震动、弹性形变以及磨损等问题,直线电机具有更好的快速反应能力和控制精度。[2][3]从1840年惠斯特提出和制造并不成功的直线电机雏形开始,到二十世纪中叶,直线电机的研究一直处于探索与试验阶段。[4]二十世纪六十年代开始,直线电机逐渐进入开发应用阶段,在磁流体泵、缝纫机、空气压缩机上得到了应用。[5]随着控制理论和电子技术的发展,直线电机的发展进入了实用商品阶段,在起重机、电梯、机床、输送装置等领域得到了广泛的应用,特别是磁悬浮列车上取得了可喜的应用成果。我国的直线电机研究和应用起步较晚,二十世纪七十年代一些大专院校和科研单位开始对直线电机进行理论和实际应用的研究。[6]
ZB45硬盒硬条包装机组是从意大利GD公司引进的烟草包装机组,经消化吸收后国产化的高速卷烟包装设备,其最高产能为400包/分钟。因其生产效率高、运行稳定、易于操作等特点深受全国各烟厂的欢迎。随着卷烟技术的发展和人民生活水平的提高,市场对个性化包装的需求越来越高,软盒硬包、超细支、短支、双铝包等个性化包装相继问世。大部分个性化包装机组都是基于ZB45包装机组,改进工艺过程、机械零件和控制方式等形成的新型包装机组。
随着烟厂与市场对烟包个性化包装的需求,对原机器结构的改进和新技术的应用必不可少。保润保香是近期提出的新型烟包包装形式,是将原硬盒包装中的铝箔纸和內框纸用薄膜纸和框架纸取代,以达到保持已拆烟包烟支的湿度和香度的目的。在机械结构上,框架纸包装轮和薄膜纸包装轮成垂直设计,因此在框架纸包装轮和薄膜纸包装轮之间需要增加烟包推杆,将框架纸包装轮出来的烟包推入薄膜纸包装轮,达到流畅交接烟包的目的。
1 设计方案选择
根据设计要求和目的,目前控制推杆运动的方式主要有凸轮机构、气缸、伺服电机和直线电机,几种设计方案的对比如表1所示。
气缸控制方式的稳定性和控制精度无法满足包装机高稳定和高精度的要求,首先排除。凸轮机构虽然稳定可靠,但是设计复杂、对机器结构的改变大、成本高,不宜采用。伺服电机与直线电机性能有很多相似之处,但其需要设计传动机构,需要的安装空间大。直线电机无需传动机构、结构简单、适应性强。对比几种方案,最终选择采用直线电机的控制方案。
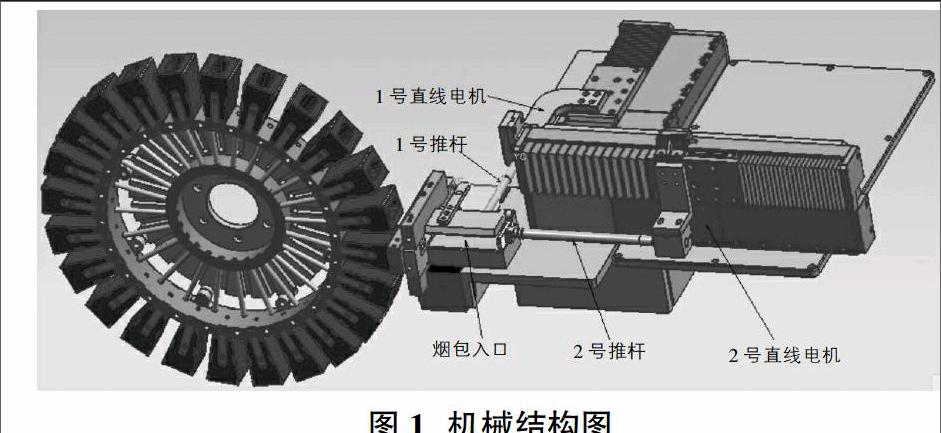
2 总体设计方案
装置的机械结构如图1所示。烟支首先在框架纸轮上完成框架纸的包装,框架纸包装完成后,由凸轮机构带动的推杆将烟包推出到薄膜纸包装轮入口位置,即图1的烟包入口位置。由于烟包框架纸没有封胶,为防止在推动过程中出现散包的现象,因此采用1号直线电机带动的1号推杆在薄膜纸包装轮的出口处迎接烟包。接下来由2号直线电机控制的2号推杆将烟包推入薄膜纸包装轮的入口,在薄膜纸包装轮上完成薄膜纸的包装。
2.1 硬件组成
两个直线电机的运动方式和控制方式是相同的,因此控制原理图及接线方式是相同的,其控制原理图如图2所示。直线电机的驱动电源电压为交流220V,控制电路电源电压为直流24V。直线电机的主轴编码器与机器的主编码器相连,绝对值光栅反馈给直线电机驱动器电机当前位置信号。B0-B3为驱动器接收的从PLC发送过来的输入信号,其中,B0为直线电机驱动电源的使能信号,B1为直线电机的CAM使能信号,B2为PLC发送给直线电机的寻零信号,B3为PLC发送给直线电机的故障复位信号。Y0-Y2为驱动器发送给PLC的输出信号,其中,Y0为直线电机驱动器故障信号,Y1为用户自定义信号,Y2为直线电机驱动器寻零完成信号。
2.2 软件设计
直线电机的编程软件采用CME2 V7.1编译器,可在Windows XP和Windows 7系统下运行。凸轮轨迹可以直接导入到编译器或手动设置,PID参数需根据直线电机的运动轨迹手动设置。
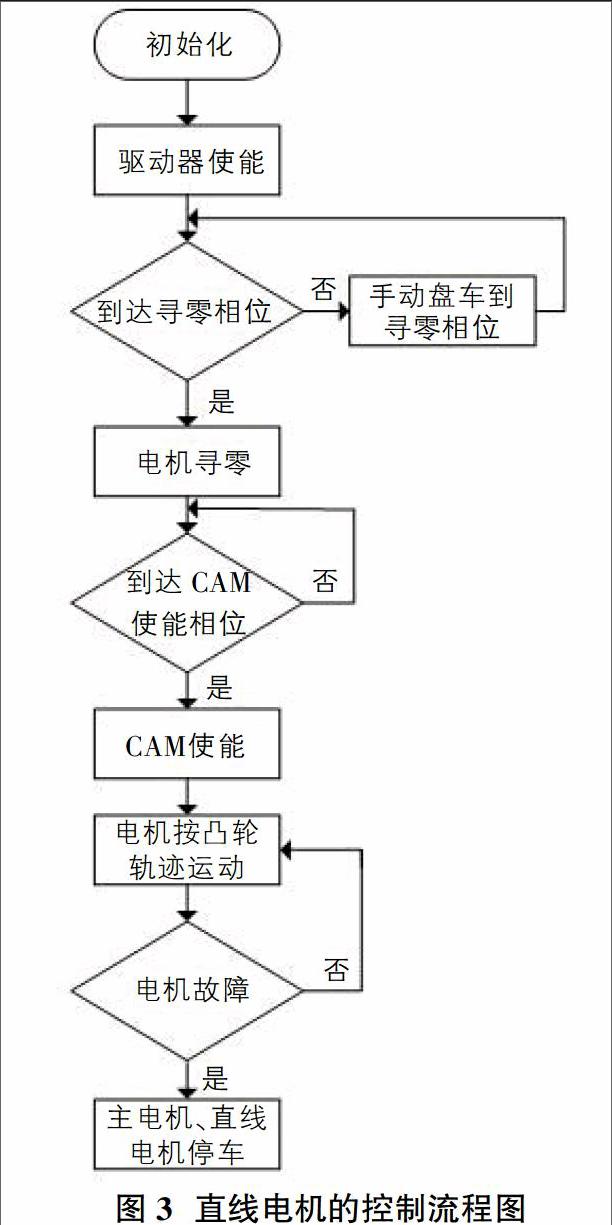
直线电机的控制流程图如图3所示。PLC上电时,直流24V电源直接与直线电机驱动器联通,此时交流220V电源处于断开状态,当PLC準备就绪,发出驱动器使能信号使220V联通。PLC根据主编码器的相位判断是否到达直线电机寻零相位,如果未到达寻零相位,需操作人员手动盘车到直线电机的寻零相位,当到达寻零相位时,按下寻零按钮,直线电机开始寻零。寻零结束后,按下启动按钮,PLC判断主编码器是否到达直线电机的CAM使能相位,当到达CAM使能相位时,PLC发出CAM使能信号,直线电机按照设定好的凸轮轨迹运动。当直线电机运动过程中出现故障时,向PLC发出故障信号,PLC接到直线电机发送的故障信号后,断开直线电机驱动信号,直线电机、主电机停车。
3 结论
直线电机因其结构简单、运行稳定、精度高、易于安装和维护等特点开始被广泛应用在工程技术领域,但在烟草包装机的应用还处在起步阶段。经过多次的运行调试实验,直线电机应用在烟草包装机推杆的往复运动中,运行稳定可靠,效果良好,能够满足烟草包装机高稳定性和高精度的要求。而且,直线电机简单的结构简化了烟草包装机复杂的凸轮机构。直线电机适应性强,在改变烟包包装规格时,易于操作,成本低,更能体现直线电机的优势。
参考文献:
[1]叶云岳编著,直线电机原理与应用[M].机械工业出版社, 2000.
[2]The application of linear motors. Budig,P -K. Power Electronics and Motion Control Conference,2000.Proceedings.PIEMC 2000.The Third International. 2000.
[3]Implementation of a direct control algorithm for induction motors based on discrete space vector modulation. Casadei D,Serra G,Tani K. IEEE Transactions on Power Electronics. 2000.
[4]钟声.直线电机的控制策略及其在电梯上的应用研究[D].中南大学,2008.
[5]蒋朝霞.直线电机在数控车床上的应用[J].电机与控制应用,2007(10).
[6]Based on direct thrust control for linear synchronous motor systems. C C Sung,Y S Huang. IEEE Transactions on Industrial Electronics. 2009.