
精制糖生产过程的超滤脱色工艺研究
2017-03-24 05:42何惠欢莫增宽陆登俊
中国调味品 2017年3期
何惠欢,莫增宽,陆登俊*
(1.广西工业职业技术学院,南宁 530001;2.广西大学轻工与食品工程学院,南宁 530004)
精制糖生产过程的超滤脱色工艺研究
何惠欢1,莫增宽2,陆登俊2*
(1.广西工业职业技术学院,南宁 530001;2.广西大学轻工与食品工程学院,南宁 530004)
采用卷式超滤膜对精制糖生产过程的滤汁进行超滤脱色处理,考察了回收率、超滤压力、滤汁锤度等因素对脱色提纯效果的影响,通过正交试验优化脱色工艺,在滤汁锤度50°Bx、回收率70%、超滤压力2.3MPa的条件下,脱色率、纯度差、膜通量的平均值分别为60.12%,1.09%,5.46L/h·m2。结果表明:适合的卷式超滤膜对滤汁具有良好的脱色提纯效果,为探索滤汁脱色新工艺提供依据。
精制糖;滤汁;超滤;脱色
精制糖是一种质量优于耕地白砂糖的高品质甜味剂,可供较高的食用标准要求和制造高级糖果、饮料及医药工业之用,市场前景广阔。精制糖是指以原糖和其他砂糖为原料,经精炼处理后制成的糖品。精炼处理包含蜜洗、溶解、饱充、过滤、脱色、蒸发、结晶、分蜜等工艺过程,其中,对经过饱充及过滤工序处理而得的滤汁的脱色处理是提高产品质量的关键性工序,要求尽可能去除糖汁中的色素及杂质。目前,精制糖生产过程中传统的脱色工艺主要是使用离子交换树脂、颗粒(或粉末)活性炭作为脱色剂[1],这些工艺存在投资运行成本高、环境污染大、糖浆停留时间长、生产效率低等问题。
超滤技术具有分离效率高、过程无相变、节能环保、设备简单等优点,广泛应用于医药、环保、食品等领域[2-6]。超滤技术应用于制糖领域已有较多研究,并取得一定效果[7-10],但应用于精制糖生产过程的滤汁脱色研究未见报道。本文应用超滤技术对滤汁进行澄清脱色处理,为探索高效、节能、环保的滤汁脱色新工艺提供依据。
1 试验材料与方法
1.1 材料、仪器与设备
滤汁 广西农垦糖业集团防城精制糖有限公司;氢氧化钠、盐酸、碱性醋酸铅等试剂 均为市售分析纯。卷式超滤膜(聚醚砜材料,膜面积2.3m2) 美国General Electric公司;UV-2501PC紫外分光光度计
日本岛津公司;PHSJ-4A型酸度计 上海雷磁仪器厂;WZZ-2SS自动旋光仪 上海精密科学仪器有限责任公司;数字式阿贝折光仪 日本ATAGO公司。
1.2 试验方法
1.2.1 超滤工艺流程
超滤工艺流程见图1,试验中超滤压力由阀门调节。原料箱中的滤汁经微滤装置初滤后进入卷式超滤膜装置,浓缩液回流原料箱,脱色汁排入脱色汁储箱,直至达到设定的回收率。
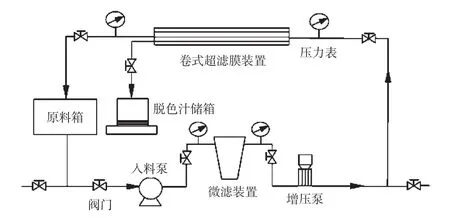
图1 超滤工艺流程图
1.2.2 超滤膜的选择
在压力2.0MPa、温度40℃试验条件下,以3种不同截留分子量(1000,2500,5000u)的卷式超滤膜处理滤汁,设定滤汁处理量为30L、脱色汁回收率为50%,通过对比脱色汁的相关质量指标及膜通量,选择合适的超滤膜。
1.2.3 滤汁脱色工艺的单因素及正交试验
以脱色率、纯度差、膜通量为评价指标,在滤汁处理量为50L、温度40℃条件下,探讨回收率、超滤压力、滤汁锤度等因素对滤汁脱色提纯效果的影响,并采用L9(34)进行正交试验,确定最优的超滤脱色工艺条件。
1.3 分析项目及计算
1.3.1 分析项目
锤度、简纯度、色值等指标的测定方法见《甘蔗制糖化学管理分析方法》。
1.3.2 计算
1.3.2.1 脱色率的计算

1.3.2.2 纯度差的计算

1.3.2.3 膜通量的计算

式中:J为膜通量,L/h·m2;V为透过液体积,L;A为膜的有效面积,m2;T为超滤时间,h。
2 结果与分析
2.1 超滤膜的选择
采用3种卷式超滤膜处理滤汁(锤度50°Bx,简纯度97.85%,色值338IU),结果见表1。
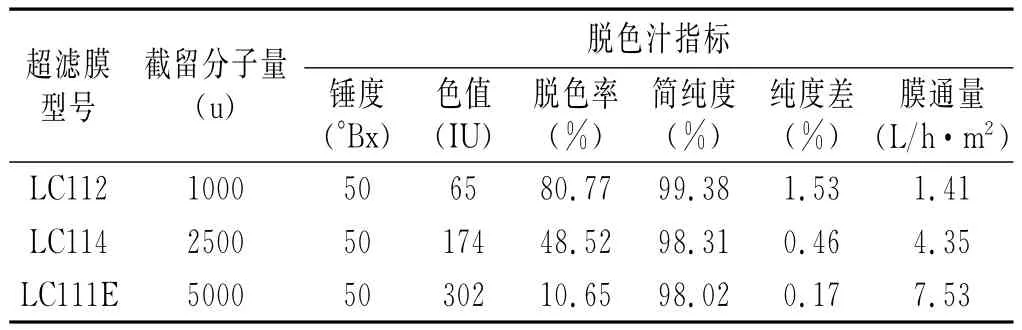
表1 三种超滤膜的效能比较
由表1可知,1000u的超滤膜脱色提纯效果最好,但膜通量低,生产能力小,导致滤汁停留时间过长以及膜投资费用过大;5000u的超滤膜通量大,但脱色提纯效果差,滤汁中的色素和非糖杂质去除不多,难以达到精制糖生产的要求;2500u的超滤膜有较好的脱色提纯效果和较高的膜通量,因此,选择2500u的卷式超滤膜。
2.2 单因素试验
2.2.1 回收率的影响
在滤汁锤度50°Bx、超滤压力2.3MPa条件下,试验结果见图2和图3。

图2 回收率对脱色率和纯度差的影响
由图2可知,随着回收率的增加,脱色率和纯度差呈上升趋势,这是由于在超滤初始阶段,滤汁中的色素、胶体等杂质被超滤膜截留形成凝胶层并逐渐增厚;当回收率达到50%~70%范围时,截留物传递到膜面的速率等于其扩散远离膜面回到溶液中的速率,凝胶层厚度增量为零,此时超滤稳定进行,表现为纯度差和脱色率基本稳定;当回收率超过70%时,浓缩液中杂质浓度增高,渗透压增大,一些分子量较小的杂质透过超滤膜几率增大,使脱色汁的杂质含量增加,脱色率和纯度差降低。
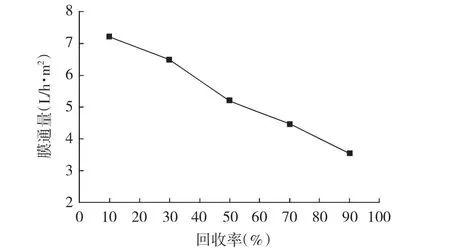
图3 回收率对膜通量的影响
由图3可知,随着回收率的增加,浓缩液中杂质浓度增大,凝胶层增厚,膜阻力增大,导致膜通量下降。
2.2.2 超滤压力的影响
在滤汁锤度50°Bx、回收率50%条件下,试验结果见图4和图5。
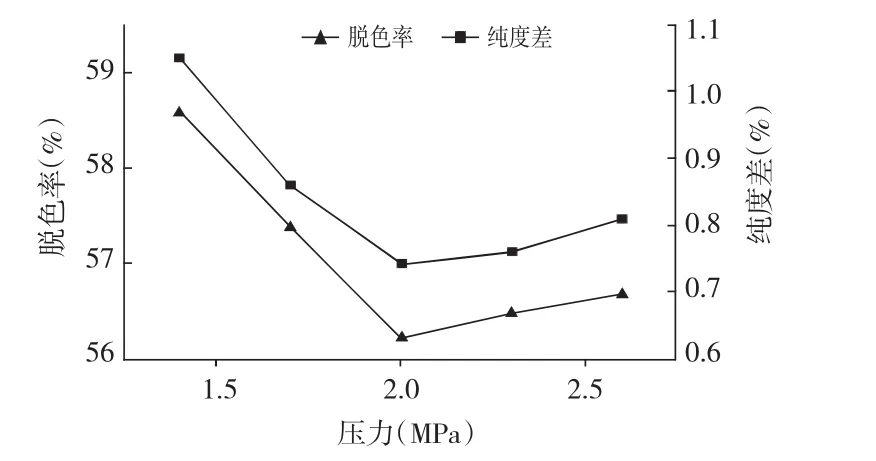
图4 压力对脱色率和纯度差的影响
由图4可知,压力≤2.0MPa时,脱色率和纯度差随着压力的增加而降低,主要是因为压力的变化,不断打破浓差极化和扩散平衡,使更多的相对分子量较小的杂质穿过超滤膜进入脱色汁,导致脱色率和纯度差降低;当压力≥2.0MPa时,可能是由于浓差极化层厚度达到最大,截留效能显现,脱色率和纯度差趋于平稳且略有上升。

图5 压力对膜通量的影响
由图5可知,压力越大,膜表面的传质速率越高,膜通量越大。
2.2.3 滤汁锤度的影响
在回收率50%、超滤压力2.3MPa条件下,试验结果见图6和图7。

图6 滤汁锤度对脱色率和纯度差的影响
由图6可知,随着滤汁锤度的增大,脱色率和纯度差先升后降,这是由于滤汁锤度增大,粘度亦增大,膜表面的滤汁流速下降,凝胶层增厚,截留杂质的效果提升,当滤汁锤度为45°Bx时,脱色提纯效果最好;大于45°Bx时,杂质浓度增高,渗透压增大,部分色素等杂质透过膜进入脱色汁,脱色提纯效果下降,脱色率和纯度差降低。
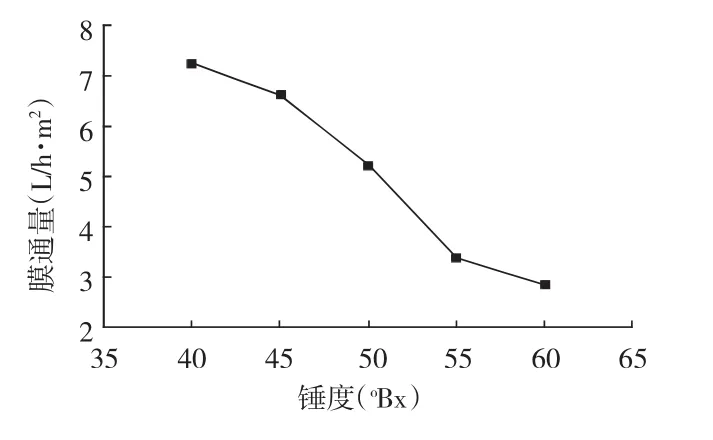
图7 滤汁锤度对膜通量的影响
由图7可知,在一定压力下,滤汁锤度越高,粘度越大,膜阻力也越大,膜通量越小。
2.3 正交试验
为优化滤汁的脱色工艺条件,以脱色率、纯度差、膜通量为评价指标,在单因素试验基础上,采用L9(34)正交试验,试验结果见表2和表3。

表2 正交试验结果

表3 正交试验结果方差分析
由表2和表3可知,影响脱色率、纯度差、膜通量的因素主次顺序分别为:B>A>C,B>C>A,C>A>B,对应的优化工艺分别为:A1B2C2,A3B2C1,A3B1C2。由于评价指标不同,导致所得的优化工艺条件亦不相同,因此,需对最优工艺进行选择确定。因素A(超滤压力)的最优水平分别为A1和A3,压力越大,膜通量越高,有利于减少糖汁停留时间,降低糖分损失,故选择A3;因素B(回收率)的最优水平分别为B1和B2,回收率高,可提高超滤处理效率,减轻截留液的处理负荷,故选择B2;因素C(滤汁锤度)的最优水平分别为C1和C2,锤度高,可减少后续蒸发工序的能耗,故选择C2。综合以上分析,滤汁超滤脱色的最优工艺条件确定为A3B2C2,即滤汁锤度50°Bx、回收率70%、超滤压力2.3MPa;并在此条件下进行验证试验,结果见表4。

表4 验证试验结果
3 结论
采用3种卷式超滤膜处理滤汁,截留分子量2500u的卷式超滤膜有较好的脱色提纯效果和较高的膜通量,故选择此膜进行滤汁的超滤脱色工艺研究。
在单因素试验基础上进行正交试验,确定滤汁超滤脱色的最优工艺条件为:滤汁锤度50°Bx、回收率70%、超滤压力2.3MPa。在此条件下,脱色率、纯度差、膜通量的平均值分别为60.12%,1.09%,5.46L/h·m2。
研究表明,适合的卷式超滤膜对精制糖生产过程的滤汁具有良好的脱色提纯效果,为探索高效、节能、环保的滤汁脱色新工艺提供依据。
[1]曹绍俊,邓聚斌,杨国良.浅谈精制糖生产工艺设计中的几个问题[J].甘蔗糖业,2011(4):66-69.
[2]莫增宽,陆海勤,何惠欢.超滤技术的原理及其在甘蔗制糖行业的应用研究进展[J].中国调味品,2015,40(3):137-140.
[3]李华兰.超滤澄清桑果醋技术的研究[J].中国调味品,2009,34(2):64-66.
[4]郭洪辉,林谢凤,洪专,等.鱼皮胶原寡肽多级膜分离纯化工艺的优化[J].食品工业,2015,36(2):174-177.
[5]NoHwa Lee,Gary Amy,Jean-Philippe Croue,et al.Identification and understanding of fouling in low-pressure membrane(MFUF)filtration by natural organic matter(NOM)[J].Water Research,2004,38(20):4511-4523.
[6]Howe K J,Clark M M.Fouling of microfiltration and ultrafiltration membranes by natural waters[J].Environ Sci Technol,2002,36(16):3571-3576.
[7]于淑娟,高大维,闵亚光.超滤技术在生产精制糖浆中的应用[J].中国甜菜糖业,1999(6):9-11.
[8]陈山,卢家炯.超滤技术在甘蔗糖厂的试验研究[J].广西蔗糖,2000,19(2):25-30.
[9]Chou C C.Sugar processing where are we going[J].International Sugar Journal,2001,103(1229):216-223.
[10]Saska M.Member based separations and counter current multicolumn systems for decolorization,ion exchange and ion exclusion:emerging technologies for the sugar industry[J].Indian Sugar,1997,47(3):169-184.
Research on Application of Ultrafiltration and Decolorization Process in Refined Sugar Production
HE Hui-huan1,MO Zeng-kuan2,LU Deng-jun2*
(1.Guangxi Vocational &Technical Institute of Industry,Nanning 530001,China;2.Institute of Light Industry and Food Engineering,Guangxi University,Nanning 530004,China)
Spiral ultrafiltration membranes are used to remove color in filtered juice,and factors of recovery,ultrafiltration pressure and filtered juice brix are also investigated.Then,the process is optimized using orthogonal experiment,and the results show that under the conditions of filtered juice of 50°Bx,recovery of 70%and ultrafiltration pressure of 2.3MPa,decoloration rate,purity difference and membrane flux reach 60.12%,1.09%,5.46L/h·m2respectively.In summary,the results obtained indicate that spiral ultrafiltration membranes could remove color in filtered juice well,and provide a feasible foundation for filtered juice decolorization process.
refined sugar;filtered juice;ultrafiltration;decolorization
TS201.1
A
10.3969/j.issn.1000-9973.2017.03.023
1000-9973(2017)03-0099-05
2016-09-25 *通讯作者
广西科技开发计划项目(桂科重14122004-2)
何惠欢(1967-),女,副教授,研究生,研究方向:糖品过程强化理论与技术;陆登俊(1978-),女,副教授,博士,研究方向:糖品过程强化理论与技术。
猜你喜欢
资源节约与环保(2022年8期)2022-09-20
农产品加工(2022年9期)2022-06-17
中国油脂(2022年1期)2022-02-12
粮食与食品工业(2021年4期)2021-08-19
能源工程(2021年3期)2021-08-05
食品安全导刊(2020年24期)2020-12-03
广东农业科学(2020年9期)2020-11-10
装备维修技术(2020年22期)2020-05-08
建材发展导向(2019年5期)2019-09-09
科学与财富(2018年15期)2018-06-22
