风机叶片气动筋板压挤工装
2017-03-24 21:22徐希亮
中国科技纵横 2017年2期
徐希亮
摘 要:复合材料风力发电机叶片是风力发电系统的关键动部件,直接影响着整个系统的性能,并要具有长期在户外自然环境条件下使用的耐候性以及较为合理的价格。因此,叶片的材料、设计和制造工装水平十分重要,本文主要介绍风力发电机叶片制作的工装设备气动筋板压挤工装的设计及工作原理。
关键词:风电叶片;筋板;玻璃钢
中图分类号:TV734.1 文献标识码:A 文章编号:1671-2064(2017)02-0083-01
目前的风力发电机叶片基本上是由聚酯环保树脂、乙烯基树脂和环氧树脂等热固性基体树脂与E-玻璃纤维、S-玻璃纤维、碳纤维等增强材料,通过手工铺放或树脂注入等成型工艺复合而成。
对于同一种基体树脂来讲,采用玻璃纤维增强的复合材料制造的叶片的强度和刚度的性能要差于采用碳纤维增强的复合材料制造的叶片的性能。由于价格的因素,目前的叶片制造采用的增强材料主要以玻璃纤维为主。随着叶片长度不断增加,叶片对增强材料的强度和刚性等性能也提出了新的要求,玻璃纤维在大型复合材料叶片制造中逐渐出现性能方面的不足。为了保证叶片能够安全的承担风温度等外界载荷,风机叶片可以采用玻璃纤维/碳纤维混杂复合材料结构,尤其是在翼缘等对材料强度和刚度要求较高的部位,则使用碳纤维作为增强材料。
在保证风机叶片的有效使用面积的情况下尽可能的降低重量,为使风机叶的风能利用率不断的提高,就要在风机叶片的设计阶段不断的改进创新,如何在满足发电效率的前提下将损耗降到最低,尤其是在玻璃纤维混合碳纤维树脂复合风机叶片中的应用,减少风阻和工艺的改进提升是需要首要解决的问题。通过模拟不同环境条件下风机叶片的使用情况,来改进提升生产工艺,先进的实验设备及计算软件很好的解决这一难题。
在上个世纪二十年代,就有国外的物理学者针对风力发电过程进行过详细的研究,但是受制于当时的科学技术水平,仅仅做了一些简单的理论推算,并不够全面和透彻。但在计算机技术的更新换代中,各种计算软件逐渐应用于风力发电机叶片行业,帮助人们更好的借助计算机来深入理解风机叶片,可以更深入的研究理论数据。伴随着时代的进步,专家学者对风力发电机叶片的认识也越来越透彻,现在的科技水平已经可以模拟风力发电机叶片在各种环境中的长期疲劳测试,以便验证风力发电机叶片生产工艺中理论计算值与实际发生数值的差异。借此改进生产工艺,重新提出新的理论依据进行验证。
现在风电的单机容量增减的增大,风力发电机叶片长度也越来越长,相对应的塔座也需要增大,以确保发电过程中持续平稳及安全,为了达到以上条件,就必须改进风力发电机叶片的生产工艺。
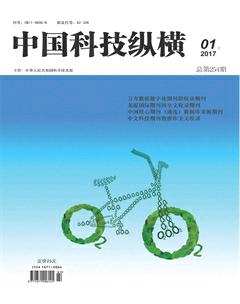
玻璃钢风力发电机叶片以往普遍使用人工在固定模具上进行手工糊制的制造工艺。这种工艺具有自动化程度低、需人工量大、非一次成型、生产周期长,及原材料利用率低下等显著特点,这些特点局限了人工糊制工艺适应小型、技术含量低的玻璃钢风力发电叶片生产项目中。造成这些的主要因素是制造过程主要靠经验控制,精确度及合格率受人为因素影响,在更换班组后质量稳定性会出现较大的波动情况,进而造成玻璃钢叶片的成片合格率下降,废品率提升,直接影響成本控制。现如今随着工艺技术的不断进步,风机叶片长度也越来越长,内部结构也越来越复杂,工序也越来越细化,有些叶型无法一次成型,必须进行二次粘接。传统工艺人工糊制的玻璃钢风力发电机叶片,易产生树脂浸润不完全,造成产品气泡、分层现象的出现,严重影响了玻璃钢风力发电机叶片的正常使用,会造成片体出现裂痕,局部开裂甚至是断裂的发生。而且玻璃钢制品生产过程中,工作环境差,会产生刺激性气味及玻璃纤维粉尘,容易对人体健康造成危害,所以改进工艺及设备,提高自动化水平迫在眉睫。筋板作为风机叶片制作过程中关键工序,其质量优良程度对叶片整体质量影响巨大。筋板安装过程中,要求筋板的粘接间隙为6±4mm,局部区域允许达到15mm;筋板安装后,检查是否存在粘接空洞,并将挤出的胶粘剂刮成圆角(约R15),测量并检查前缘、筋板、后缘等区域内的粘接间隙是否达到设计要求。在这些区域内摆上橡皮泥(1米一个),所有胶粘剂的间隙都要求满足。如果胶粘剂间隙超差,需要及时通报并维修。针对此要求,需要设计一套压挤工装对筋板粘接间隙进行准确的保证,按照5m一个压挤点的要求,设计6-7个筋板压挤工装。首先在筋板主粘贴角上每个压挤点放置40*60mm的方管,把60mm宽的面贴着筋板主粘贴角放置,目的是增大受力面积,同时防止压坏筋板主粘接角。如图1所示。
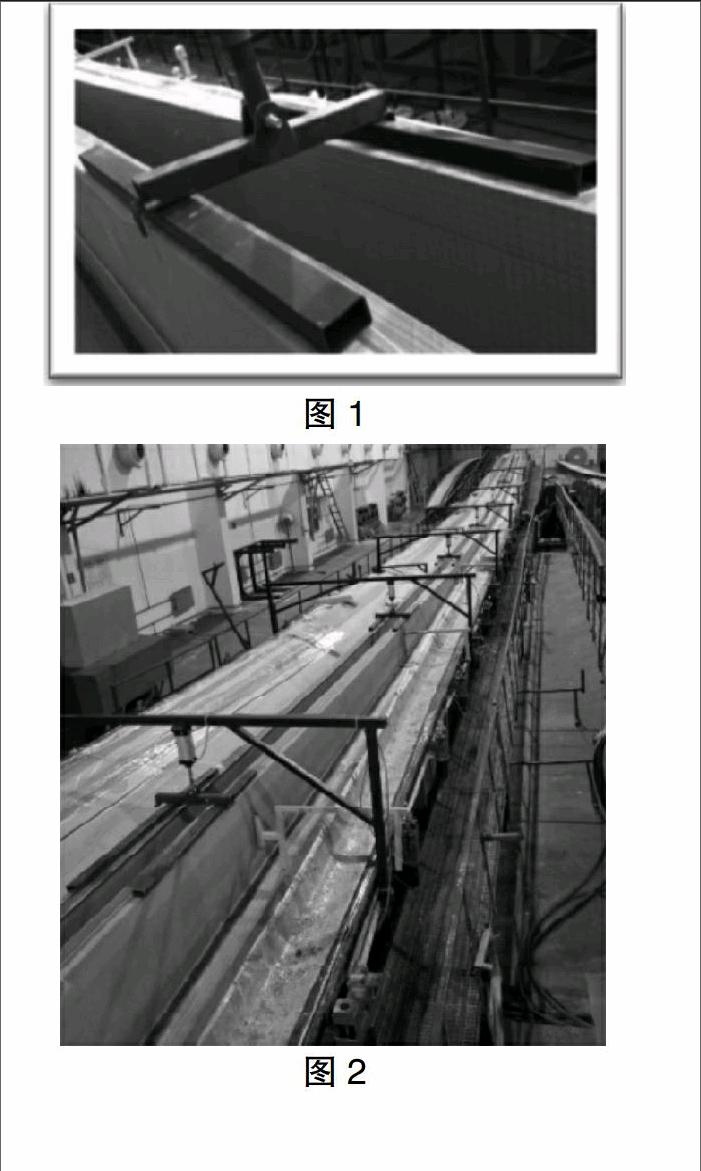
接着在每个压挤点放置气动筋板压挤工装,将下压工装两边的连接块用螺栓与事先焊接好的连接座连接,并将每个位置点的气动压挤工装上的气管连接到相应的主回路上。
开启气动控制阀,通过气压的作用使得气缸推动旋转座实现对筋板的挤压,保证间隙合格,并通过进气口上的调压阀对气缸的力度进行调节,最终使用效果如图2所示。
风机叶片的质量与生产材料、工艺及设备精度密不可分。工人只需将板放入设计位置,由气动泵压挤,避免因为人工因素对质量精度的影响。并因而对工人的技术和环境的要求远远低于手糊工艺并可有效地控制产品质量。与传统手糊工装相比,不但节约了工作时间,同时大大提高了风机叶片的质量和生产效率。
猜你喜欢
中国机械工程(2022年14期)2022-08-05
锻压装备与制造技术(2021年3期)2021-08-13
煤气与热力(2021年3期)2021-06-09
科学与财富(2021年35期)2021-05-10
天津科技(2021年2期)2021-03-09
造船技术(2021年1期)2021-03-06
中国酿造(2019年9期)2019-10-08
设备管理与维修(2016年7期)2016-04-23
北京航空航天大学学报(2016年4期)2016-02-27
机电产品开发与创新(2014年6期)2014-03-11