
零件加工定位误差的分析与计算
2017-03-19 09:38杨天云
科学与财富 2017年6期
摘 要:工件的定位误差如果大于工件加工精度中规定的公差值的1/3,该定位方案不能满足本工序的加工精度要求,加工的零件是废品,造成工件材料及工时的浪费。零件加工时定位基准的选择是否合理关系到零件加工的质量,工艺人员必须正确计算工件的定位误差。
关键词:定位误差;计算
要保证工件的加工要求,就要求工件正确定位,如定位不正确将产生定位误差,定位误差超出工件加工精度中规定的公差值的1/3,会导致加工产生废品,造成工件材料及工时的浪费,如果超差,就不加工,重新确定定位方案,所以在加工前必须计算定位误差。
一、定位误差产生的原因
六点定位原则解决了工件在夹具中位置“定与不定”的问题。但是,由于一批工件逐个在夹具中定位时,各个工件所占据的位置不完全一致,即出现工件位置定得“准与不准”的问题。如果工件在夹具中所占据的位置不准确,加工后各工件的加工尺寸必然大小不一,形成误差。这种只与工件定位有关的误差称为定位误差,用ΔD表示,如果工件的定位误差不大于工件加工精度中规定的公差值的1/3,一般认为该定位方案能满足本工序的加工精度要求。一般限定定位误差不超过工件加工尺寸公差的1/5~1/3,
即 (1)
式中 ΔD——定位误差(mm);
T ——工件加工尺寸公差(mm)。
二、定位误差
成批加工工件时,夹具相对机床的位置及切削运动的行程调定后不再变动,刀具经调整后位置是不动的,但因一批工件中每个工件在尺寸形状及表面相互位置上均存在差异,所以定位后各表面有不同的位置变动。定位误差就是工序基准在加工尺寸方向上的最大变动量。
工件逐个在夹具中定位时,各个工件的位置不一致的原因是基准不重合,分为两种情况:一是定位基准与工序基准不重合;二是定位基准与限位基准不重合。
1.基准不重合误差
由于定位基准与工序基准不重合而造成的加工误差,称为基准不重合误差,用ΔB 表示。
如图1所示,在工件上铣通槽,要求保證尺寸 ,为使分析问题方便仅讨论如何保证尺寸 的问题。
图1a方案是以工序基准面B为定位基准,即工序基准与定位基准重合。基准不重合误差ΔB=0。
a) 以工序基准面B为定位基准 b) 以工件上的C面为定位基准
图1 基准不重合误差分析
图1b方案是以工件上的C 面为定位基准,因定位基准与工序基准不重合。这时定位基准与工序基准之间的联系尺寸L(定位尺寸)的公差ΔLd ,将引起工序基准相对于定位基准在加工尺寸方向上发生变动。其变动的最大范围,即为基准不重合误差值,故ΔB=ΔLd。
当定位尺寸与工序尺寸方向一致时,则基准不重合误差就是定位尺寸的公差;若定位尺寸与工序尺寸方向不一致时,则基准不重合误差就等于定位尺寸公差在加工尺寸(即工序尺寸)方向的投影。
2.基准位移误差
由于定位副的制造误差而造成定位基准与限位基准不重合,定位基准在加工尺寸方向上的位置变动,对工件加工尺寸造成的误差,称为基准位移误差,用ΔY来表示。
ΔY =Amax - Amin = imax - imin (2)
式中 ΔY——基准位移误差(mm);
i——定位基准的位移量(mm)。
当定位基准的变动方向与加工尺寸方向一致时,则基准位移误差就等于定位基准的最大变动范围;当定位基准的变动方向与加工尺寸方向不一致时,则基准位移误差就等于定位基准的最大变动范围在加工尺寸(即工序尺寸)方向的投影。
三、定位误差的计算方法
由于定位误差ΔD是由基准不重合误差和基准位移误差组合而成的,因此在计算定位误差,先分别算出ΔB和ΔY,然后根据不同情况按照下述方法将两者进行组合而得ΔD。
1.两种特殊情况
ΔY = 0,ΔB ≠0时,ΔD = ΔB (3)
ΔB = 0,ΔY ≠0时,ΔD = ΔY (4)
2.一般情况
ΔB ≠0, ΔY ≠0
1)如果工序基准不在定位基面上, (5)
2)如果工序基准在定位基面上, (6)
“+”“-”的确定可按如下原则判断:
①分析定位基面尺寸由大变小(或由小变大)时,定位基准的变动方向;
②当定位基面尺寸作同样变化时,设定位基准不动,分析工序基准变动方向;
③若两者变动方向相同即“ + ”号,两者变动方向相反即“-” 号。
计算出定位误差后,根据 判定是否满足要求。
四、定位误差的计算实例
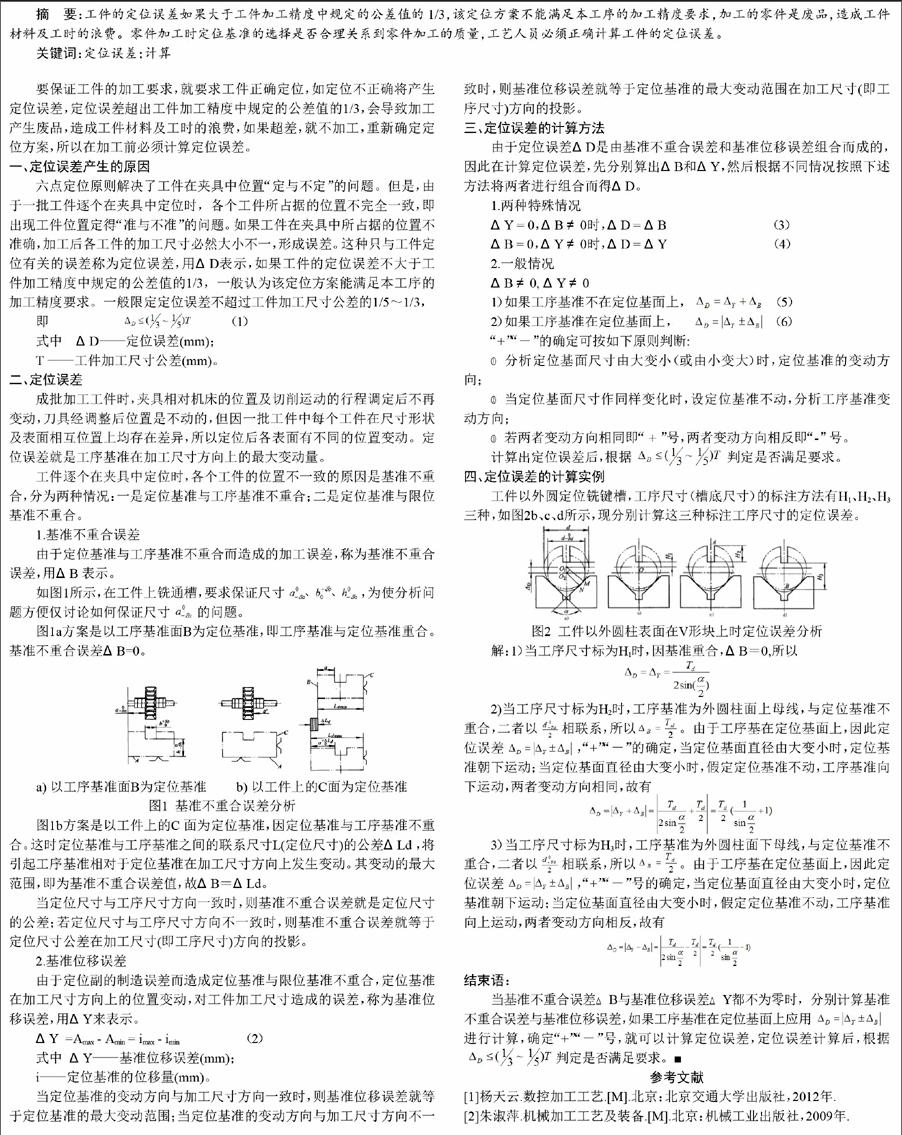
工件以外圆定位铣键槽,工序尺寸(槽底尺寸)的标注方法有H1、H2、H3三种,如图2b、c、d所示,现分别计算这三种标注工序尺寸的定位误差。
图2 工件以外圆柱表面在V形块上时定位误差分析
解:1)当工序尺寸标为H1时,因基准重合,ΔB=0,所以
2)当工序尺寸标为H2时,工序基准为外圆柱面上母线,与定位基准不重合,二者以 相联系,所以 。由于工序基在定位基面上,因此定位误差 ,“+”“-”的确定,当定位基面直径由大变小时,定位基准朝下运动;当定位基面直径由大变小时,假定定位基准不动,工序基准向下运动,两者变动方向相同,故有
3)当工序尺寸标为H3时,工序基准为外圆柱面下母线,与定位基准不重合,二者以 相联系,所以 。由于工序基在定位基面上,因此定位误差 ,“+”“-”号的确定,当定位基面直径由大变小时,定位基准朝下运动;当定位基面直径由大变小时,假定定位基准不动,工序基准向上运动,两者变动方向相反,故有
结束语:
当基准不重合误差△B与基准位移误差△Y都不为零时,分别计算基准不重合误差与基准位移误差,如果工序基准在定位基面上应用
进行计算,确定“+”“-”号,就可以计算定位误差,定位误差计算后,根据
判定是否满足要求。
参考文献
[1]杨天云.数控加工工艺.[M].北京:北京交通大学出版社,2012年.
[2]朱淑萍.机械加工工艺及装备.[M].北京:机械工业出版社,2009年.
猜你喜欢
股市动态分析(2020年6期)2020-04-26
股市动态分析(2020年1期)2020-02-10
股市动态分析(2020年1期)2020-02-10
治淮(2019年11期)2019-12-04
治淮(2019年4期)2019-05-16
故事作文·低年级(2018年3期)2018-04-08
治淮(2018年7期)2018-01-29
电子制作(2017年10期)2017-04-18
治淮(2016年2期)2016-09-01
电测与仪表(2015年10期)2015-04-09
