
电絮凝-三维电极技术处理含镍电镀废水
2017-03-13 07:10:06,*
电镀与涂饰 2017年3期
,*
(1.环境保护部华南环境科学研究所,广东 广州 510655;2.广州华科环保工程有限公司,广东 广州 510655)
【环境保护】
电絮凝-三维电极技术处理含镍电镀废水
贺框1,项赟1,杜建伟1,*,马英2
(1.环境保护部华南环境科学研究所,广东 广州 510655;2.广州华科环保工程有限公司,广东 广州 510655)
分别研究了电絮凝技术和三维电极技术对含镍电镀废水的去除效果。在初始pH为3、初始镍浓度为120.7 mg/L、电流密度为6 mA/cm2、反应25 min的条件下,电絮凝技术的镍去除率在90%以上。考察了影响三维电极处理的因素,包括活性炭吸附、搅拌、电压和进水镍浓度。在操作电压为6 V、反应120 min的条件下,三维电极技术可将初始镍浓度为10 mg/L和20 mg/L的电镀废水分别降低至0.1 mg/L和0.2 mg/L以下。利用电絮凝-三维电极联合技术处理含镍电镀废水,运行7个周期内出水总镍浓度均低于0.15 mg/L。
电镀废水;镍;电絮凝;三维电极;处理
First-author’s address: South China Institute of Environmental Sciences, MEP, Guangzhou 510655, China
电镀行业是制造业中不可或缺的一环,但在生产过程中会产生大量的废水[1]。电镀废水成分复杂,不但含有大量的重金属,还含有大量的有机物、配位剂等物质,如果不能得到有效处理,会对生态环境和人体健康产生严重的危害[2]。镀镍因具有质地坚硬、耐腐蚀、可焊接等特性而得到广泛的应用[3]。镍离子及其化合物具有极强的生物毒性,属于第一类污染物,我国《电镀污染物排放标准》(GB 21900–2008)中“表3”对镍的排放限值仅为0.1 mg/L。随着“表3标准”的逐步实施,传统的化学沉淀、离子交换、吸附等处理方法难以达到排放限值的要求。实现含镍废水的达标排放已成为电镀行业面临的重大问题[4]。
电絮凝技术是在通电的条件下,利用可溶性阳极产生金属阳离子并水解、聚合后形成絮凝剂,进而去除废水中的污染物[5]。与其他处理技术相比,电絮凝技术具有反应时间短、处理效率高、化学药剂添加少等特点,但其电流效率随污染物浓度的降低而逐渐降低,因而不适合低浓度电镀废水的处理[6]。
电催化氧化法通过阳极氧化降解有机物或产生活性基团来氧化有机物,同时废水中的重金属离子在阴极还原沉积[7]。三维电极法是在传统的电催化氧化法的基础上改进而来,通过在阳极和阴极之间填充可带电的粒子电极形成第三极。三维电极法具有比表面积大、传质效果好、电流效率高的特点,可以有效地处理低浓度的电镀废水[8]。
实现含镍电镀废水的达标排放是困扰电镀行业的一个难题。本文分别考察了电絮凝法和三维电极法对含镍电镀废水的处理效果,并研究了电絮凝-三维电极联合技术对含镍电镀废水的处理效果。
1 实验
1. 1水样
以广东省某电镀厂化学镀镍废水为处理对象。为保证水质稳定,采用同一批电镀废水,其中镍离子浓度为120.7 mg/L。
1. 2实验装置
电絮凝装置如图1所示,主要包括槽体、电极板、直流稳压电源。槽体为有机玻璃,尺寸为10 cm × 10 cm × 10 cm。以铁板作为阳极,铝板作为阴极,面积均为10 cm × 10 cm。
三维电极装置如图2所示,主要由槽体、电极板、粒子电极和磁力搅拌器组成。槽体为有机玻璃,阴极板和阳极板均为石墨板,面积为10 cm × 10 cm;以粒径为2 mm左右的活性炭为粒子电极,有效填充体积为10 cm × 10 cm × 10 cm;采用隔膜板将粒子电极与磁力搅拌器隔开,隔膜板上布满直径1.5 mm的微孔。实验采用直流稳压电源供电,搅拌强度为50 r/min。
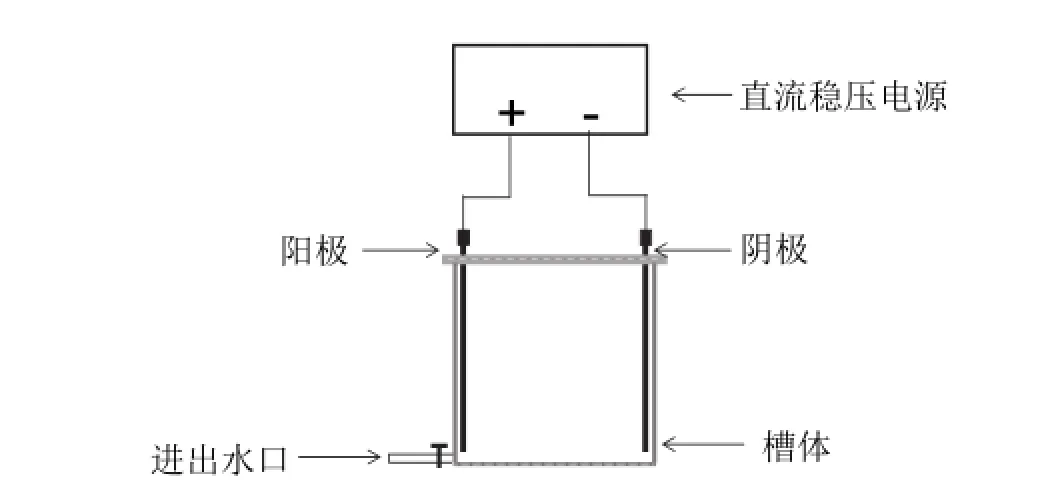
图1 电絮凝反应装置示意图Figure 1 Schematic diagram of electrocoagulation reactor
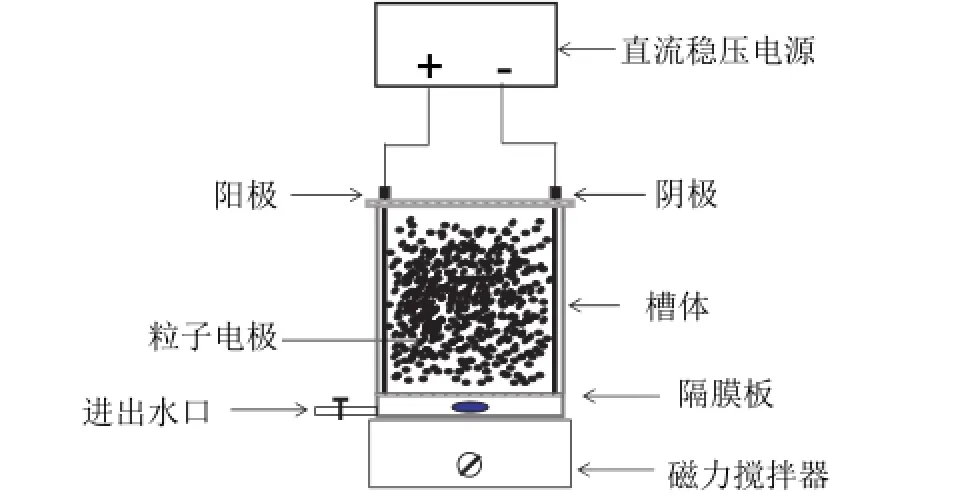
图2 三维电极反应装置示意图Figure 2 Schematic diagram of three-dimensional electrode reactor
1. 3分析方法
采用PinAAcle 900T型原子吸收分光光度计对废水中总镍的浓度进行检测。
2 结果与讨论
2. 1电絮凝技术处理含镍电镀废水的影响因素
2. 1. 1 电流密度
在电絮凝过程中,电流密度直接影响阳离子的产生量,进而影响电絮凝过程。实验比较了电流密度为2、4、6和8 mA/cm2时的电镀废水处理效果,结果如图3所示。从图3可以看出,镍离子的去除效果随电流密度的增加而增加,电流密度为6 mA/cm2时,反应25 min后可去除废水中90%的镍离子。这是因为随着电流密度的增大,阳极溶解产生的絮体增多。但电流密度为8 mA/cm2时镍离子的去除效果仅略高于6 mA/cm2时。这可能是电流密度过大,溶出的Fe3+过多,无法及时扩散到溶液中而造成阳极表面钝化。另外,电流密度过大也可能导致焦耳效应,使部分电能转化为热能,从而降低了电流效率[9]。
2. 1. 2 进水pH
实验研究了pH为2 ~ 6时电絮凝技术对电镀废水中镍离子的去除效果,结果如图4所示。从图4可以看出,pH为3时效果最好,镍离子的去除效果随pH的增大呈下降趋势。这一方面是因为在酸性条件下有利于阳极Fe3+离子的溶出,另一方面是因为随着溶液pH的增大,溶液中的镍离子容易与废水中的EDTA等配位剂形成配合离子,难以通过絮凝沉淀的方法去除[10]。
2. 2三维电极法处理含镍电镀废水的影响因素
2. 2. 1 活性炭吸附
由于新使用的活性炭能吸附废水中的污染物,对镍离子的去除有一定的贡献,因此必须先研究活性炭吸附所产生的影响。用去离子水调节电镀废水的镍离子浓度为20 mg/L,比较了通电与不通电的条件下,
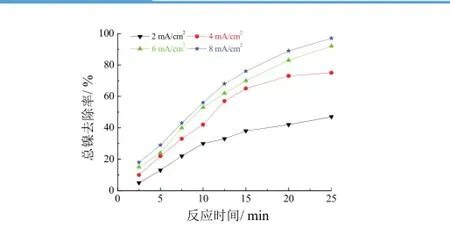
图3 电流密度对总镍去除率的影响Figure 3 Effect of current density on removal of total nickel
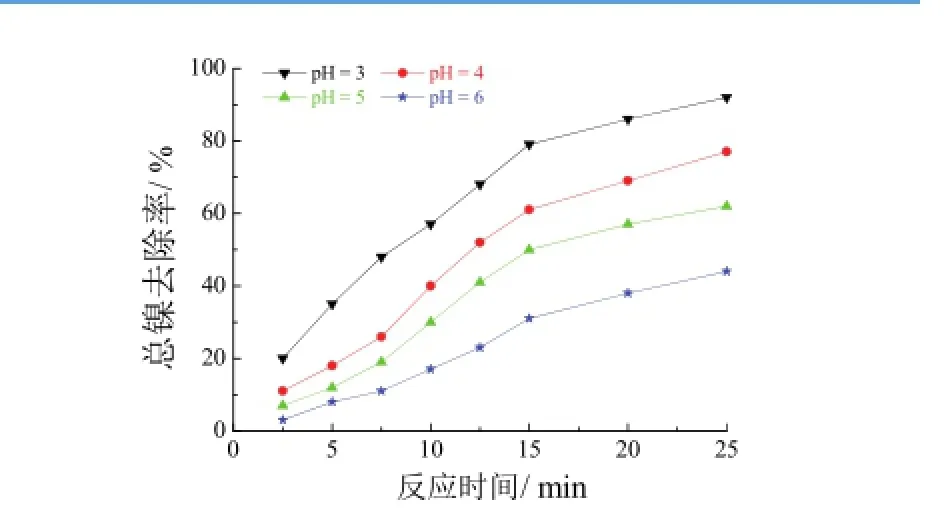
图4 进水pH对总镍去除率的影响Figure 4 Effect of initial pH on removal of total nickel

图5 活性炭吸附对总镍去除率的影响Figure 5 Effect of activated carbon adsorption on removal of total nickel

图6 磁力搅拌对总镍去除率的影响Figure 6 Effect of magnetic agitation on removal of total nickel
2. 2. 3 电压
电压对电镀废水的处理效果如图7所示,初始镍离子浓度为20 mg/L,反应120 min。随着电压的增大,三维电极对电镀废水的处理效果明显提高,但其涨幅明显减小,因此选择合适的电压对提高废水处理效果和降低能耗而言至关重要。
2. 2. 4 进水浓度
考察了进水镍离子浓度对出水镍离子浓度的影响,运行时间为120 min,实验结果如图8所示。进水镍离子浓度低于10 mg/L时,出水镍离子浓度在0.1 mg/L以下;进水镍离子浓度低于20 mg/L时,出水镍离子浓度在0.2 mg/L以内。当进水镍离子浓度超过25 mg/L时,出水镍离子浓度急速上升。因此,控制进水镍离子浓度在20 mg/L以下,才可使三维电极处理后的出水镍离子浓度达到国家排放标准,或者与生活废水混合后达到排放标准。从2.1节可以看出,在废水初始pH为3,电流密度6 mA/cm2,反应时间为25 min的条件下,电絮凝技术可以去除废水中 90%以上的镍离子,使出水镍离子浓度低于20 mg/L,满足三维电极系统的进水要求。

图7 电压对总镍去除效率的影响Figure 7 Effect of voltage on removal of total nickel
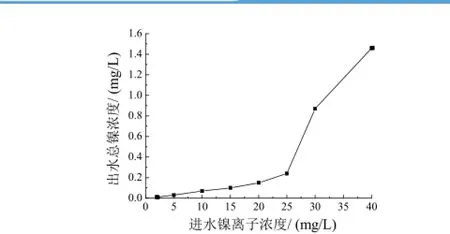
图8 进水镍离子浓度对出水总镍浓度的影响Figure 8 Effect of initial concentration on total nickel concentration of effluent
2. 3 电絮凝与三维电极联合处理含镍电镀废水
从上述电絮凝和三维电极处理含镍电镀废水的实验结果可以看出,电絮凝技术可以快速高效地处理高浓度的含镍电镀废水,使其中的镍离子浓度迅速降低;三维电极技术则具有比表面积大,传质效果好的特点,可以有效处理低浓度的含镍电镀废水。因此考察了电絮凝-三维电极联合技术处理含镍电镀废水的效果,即利用电絮凝技术对含镍电镀废水进行预处理,出水经沉淀池沉淀后,通过蠕动泵注入三维电极装置作进一步处理。调节电镀废水初始pH为3,电絮凝时电流密度6 mA/cm2、反应时间 25 min,三维电极在电压6 V和磁力搅拌的条件下运行120 min。实验连续运行7个周期,电絮凝出水和三维电极出水的总镍浓度如表1所示。
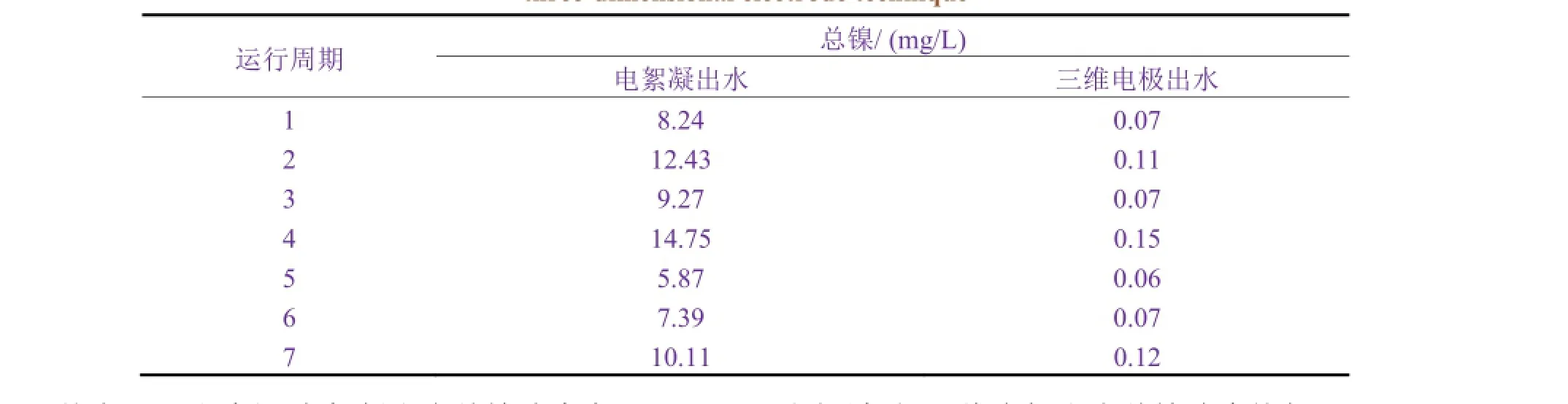
表1 电絮凝-三维电极联合处理含镍电镀废水的效果Table 1 Effectiveness of the combined treatment of nickel-containing electroplating wastewater by electrocoagulation and three-dimensional electrode technique
从表1可以看出,电絮凝出水总镍浓度在5 ~ 14 mg/L之间波动,三维电极出水总镍浓度均低于0.15 mg/L。电絮凝-三维电极联合技术可有效处理含镍电镀废水,出水与其他废水混合后总镍浓度能低于 0.1 mg/L,达到GB 21900–2008的“表3”标准。
3 结论
(1) 电絮凝技术可快速高效地处理含镍电镀废水,在操作电流密度为6 mA/cm2,进水初始pH为3,反应25 min的情况下,可去除电镀废水中90%以上的镍。
(2) 三维电极法具有比表面积大、传质效果好、电流效率高的特点,在操作电压为6 V、磁力搅拌的条件下,可有效处理低浓度的含镍电镀废水,将初始镍离子浓度分别为10 mg/L和20 mg/L的电镀废水分别降低至0.1 mg/L和0.2 mg/L以下。
(3) 采用电絮凝-三维电极技术联合处理电镀废水,连续运行7个周期,电絮凝出水镍离子浓度维持在5 ~ 14 mg/L之间,三维电极出水镍离子浓度低于0.15 mg/L。可见采用电絮凝-三维电极联合技术可以有效处理含镍电镀废水。虽然部分出水略高于GB 21900–2008的“表3”标准,但与其他废水混合后可以实现电镀废水的达标排放。
[1] 石泰山. 浅谈电镀废水回用率[J]. 电镀与涂饰, 2014, 33 (17): 764-766.
[2] 王军侠, 唐小宇, 张卫涛. 浅谈电镀废水的主要成分和危害[J]. 中国化工贸易, 2014, 6 (16): 75-76.
[3] 戴文灿, 周发庭. 电镀含镍废水治理技术研究现状及展望[J]. 工业水处理, 2015, 35 (7): 14-18.
[4] 王刚, 张路路, 尹倩婷, 等. 广东省电镀废水处理技术现状与达标分析[J]. 电镀与涂饰, 2014, 33 (20): 891-895.
[5] KAPALKA A, FÓTI G, COMNINELLIS C. Basic principles of the electrochemical mineralization of organic pollutants for wastewater treatment [M] // COMNINELLIS C, CHEN G H. Electrochemistry for the Environment [M]. New York: Springer, 2010: 1-23.
[6] MOLLAH M Y A, SCHENNACH R, PARGA J R, et al. Electrocoagulation (EC) — science and applications [J]. Journal of Hazardous Materials, 2001, 84 (1): 29-41.
[7] CHEN G H. Electrochemical technologies in wastewater treatment [J]. Separation and Purification Technology, 2004, 38 (1): 11-41.
[8] 刘晗, 李振山. 活性炭三维电极处理含锌废水的能耗特征研究[J]. 工业安全与环保, 2013, 39 (5): 4-7.
[9] PICARD T, CATHALIFAUD-FEUILLADE G, MAZET M, et al. Cathodic dissolution in the electrocoagulation process using aluminium electrodes [J]. Journal of Environmental Monitoring, 2000, 2 (1): 77-80.
[10] MAKETON W, ZENNER C Z, OGDEN K L. Removal efficiency and binding mechanisms of copper and copper–EDTA complexes using polyethyleneimine [J]. Environmental Science & Technology, 2008, 42 (6): 2124-2129.
[ 编辑:温靖邦 ]
《电镀基础讲座》推荐
市场经济必然带来激烈残酷的竞争,而竞争说到底又是管理与科技人才的竞争。
电镀是一门实践性、实用性很强的应用技术,需要掌握化学、电器、机械等多方面的知识才能用好。然而,由于顾及短期经济效益、人才跳槽等原因,现今重视职工教育的电镀厂非常少。基层早已出现工艺技术人员、熟练技工十分短缺,甚至后继无人的状况。这既不利于管好、用好现实工艺,更危及企业的可持续发展。培养高级技术人才的任务主要在大专院校和科研机构,而基层人员水平的提高则还是以自学为主。
“电镀基础讲座”栏目旨在给自学者搭建一个学习的平台,不可能尽述所有基础知识,只能择其重点,就必备的、带共同规律性的基础知识作较简单的讲解,希望对广大电镀工作者有所裨益。
第一讲──电镀的定义及加工门类
第二讲──关于水
第三讲──表面活性物质与表面活性剂
第四讲──电极与极化的概念
第五讲──电镀液的组分及其作用
第六讲──电镀的工艺条件
第七讲──电镀液的电流效率
第八讲──影响镀层厚度分布均匀性的因素第九讲──镀前除油处理
第十讲──镀层的针孔、麻点与孔隙率
第十一讲──镀层的凸起不平整故障
第十二讲──影响镀层烧焦的因素
第十三讲──镀层的结合力
第十四讲──镀层的内应力与脆性
第十五讲──电镀用直流电源
第十六讲──电镀中一些交流电器的使用要求
第十七讲──赫尔槽试验
第十八讲──解决电镀故障的步骤
第十九讲──电镀的安全生产与清洁生产
第二十讲──提高电镀企业的生存与竞争能力
本资料为论文格式,共110页,采用A4纸正反双面打印。
请通过杂志授权网站(www.sfceo.net/mall)购买。
扫码购买,方便快捷:
Treatment of nickel-containing electroplating wastewater by the combination of electrocoagulation and three-dimensional electrode technique
// HE Kuang, XIANG Yun, DU Jian-wei*, MA Ying
The treatment of nickel-containing wastewater discharged from electroplating process was conducted by electrocoagulation and three-dimensional electrode technique, respectively. The removal efficiency of nickel by electrocoagulation is higher than 90% at pH 3 and current density 6 mA/cm2within 25 min for an influent containing 120.7 mg/L of nickel. The factors affecting the three-dimensional electrode treatment such as activated carbon adsorption, agitation, voltage and initial nickel concentration were examined. The nickel concentration after three-dimensional electrode treatment at a voltage of 6 V for 120 min is decreased to less than 0.1 mg/L for an influent containing 10 mg/L of nickel and to less than 0.2 mg/L for that containing 20 mg/L of nickel. The combination of electrocoagulation and three-dimensional electrode technique for treating the nickel-containing electroplating wastewater was studied, achieving total nickel concentration of effluent below 0.15 mg/L within seven operation cycles.
electroplating wastewater; nickel; electrocoagulation; three-dimensional electrode; treatment

10.19289/j.1004-227x.2017.03.007
X781.1; X703.1
:A
:1004 – 227X (2017) 03 – 0160 – 05
2016–11–16
2017–02–07
国家科技重大专项项目(2014ZX07204-008)子课题:电镀废水中毒害污染物全过程控制技术研究与工程示范(2014ZX07204-008-002)。
贺框(1990–),男,山东菏泽人,硕士,主要从事重金属及有毒有害物质防控研究。
杜建伟,高级工程师,(E-mail) dujianwei@scies.org。
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25 13:21:56
云南化工(2021年6期)2021-12-21 07:31:12
资源节约与环保(2018年1期)2018-02-08 02:18:00
电镀与环保(2017年5期)2017-12-19 12:06:09
电镀与环保(2016年3期)2017-01-20 08:15:32
电镀与环保(2016年3期)2017-01-20 08:15:32
电镀与环保(2016年3期)2017-01-20 08:15:28
电镀与环保(2016年2期)2017-01-20 08:15:23
环境科技(2015年6期)2015-11-08 11:14:26
电镀与环保(2015年6期)2015-03-11 15:29:49
