
干法回收废催化剂中有价金属行业清洁生产技术研究与实例分析
2017-03-13 20:15王珂珂孙震宇
科技创新导报 2016年26期
关键词:清洁生产
王珂珂++孙震宇


摘 要:废催化剂中金属组分的回收利用具有经济性和环保性。干法回收废催化剂中有价金属行业生产能耗高、污染较重,往往是环境保护管理部门关注的重点。该文主要从行业特点、工艺流程和产污环节3方面着手,结合企业清洁生产实例,旨在分析清洁生产技术在企业的应用情况以及取得的效果,为该类行业企业的清洁生产发展提供思路。
关键词:废催化剂 有价金属 清洁生产
中图分类号:X783 文献标识码:A 文章编号:1674-098X(2016)09(b)-0046-05
Cleaner Production Technology Research and Example Analysis of Dry Recovery of Valuable Metals in Waste Catalysts
Wang Keke Sun Zhengyu
(Henan Research Academy of Environmental Sciences, Zhengzhou Henan, 450004, China)
Abstract:It is an industry with the dual advantages of economy and environment protecting to recover and utilize metal components from waste catalysts. The dry recovery of valuable metals in waste Catalysts has high energy consumption and heavy pollution.First,this academic paper introduces the characteristics, process and pollution point of the industry.Then,combined with the enterprise cleaner production example,analyzes the application of cleaner production technology in the enterprise and the results obtained. So as to provide ideas for the development of cleaner production of the enterprises in the industry.
Key Words:Waste catalysts; Valuable metals; Cleaner production
催化剂是一种能改变化学反应速率、却不改变化学反应的热力学平衡,且在化学反应前后物理和化学性质无明显改变的化学物质。该文从干法回收废催化剂中有价金属的行业特点、工艺流程和产污环节着手,结合企业清洁生产实例,旨在分析清洁生产技术在企业的应用情况及取得的效果,为该行业企业的清洁生产发展提供思路。
1 前言
据统计,催化剂在化工生产中占有相当重要的地位,90%以上的化学工业中均包含有催化过程[1],全世界每年消耗的催化剂数量约为80万t(不包括烷基化用的硫酸和氢氟酸催化剂)。催化剂在制备过程中,为了确保其活性、选择性、耐毒性和一定的强度及寿命等指标性能,常常选择一些有色金属甚至贵金属作为主要成分[2]。随着工业生产对催化剂的需求量不断增加,全世界每年不可避免地要置换出数量可观的废催化剂[3]。以往对废催化剂的处理方式主要以丢弃、填埋、焚化等方式为主,其不足之处一是废催化剂往往作为危险废物处理处置,不仅会占用大量的土地资源,还大大增加企业成本;二是催化剂在使用过程当中所吸附的一些有毒、有害物质以及自身所含有的一些金属元素会由于各种作用而进入到自然环境,给环境带来严重危害[4];另外废催化剂所含的各种有价金属资源没能得到回收利用,造成有效资源的浪费。因此,随着金属资源的日益衰竭以及科技水平的不断提高,对废催化剂的回收再利用已得到了世界上大多数国家的重视,中国也有许多研究机构在这方面做了很多工作。在日益严格的环保法律法规和政策标准要求下,从废催化剂中回收有价金属无论是在环保还是在经济方面都有重要意义。
从废催化剂中回收有价金属的方法一般分为3种:干法(火法)、湿法及联合法[5]。从文献上看,目前单独采用干法从废催化剂回收有价金属的相关研究很少;从市场上看,由于其流程短、见效快,干法工艺还有较多应用,在部分地区形成了一定规模的产业集群。但干法工艺能耗高、污染较重,往往是环境保护管理部门关注的重点。因此,对该行业的清洁生产技术开展研究和应用,对其生产全过程进行改造和治理,持续提升清洁生产水平,转变经济发展方式,是实现行业可持续发展的必经之路。
2 行业特点、工艺流程及产污环节
2.1 行业特点
该行业具有如下特点。
(1)与国外相比,行业起步晚,自1971年抚顺石化三厂开始从废重整催化剂中回收铂、铼等稀贵金属以来,我国才逐渐开展废催化剂研究工作[6];(2)行业个体规模小、市场较混乱;(3)生产原辅料及废弃物多为危险废物,环保关注程度高,标准规范复杂,管理严格;(4)与湿法工艺相比,干法工艺具有流程短、见效快、能耗高的特点;(5)与湿法工艺废液易造成二次污染不同,干法工艺一次废气污染物浓度高,在炉渣得到有效处置的情况下,基本不产生二次污染。
2.2 工艺流程及产污环节
按照回收金属种类的不同,行业主要工艺流程和产污环节如下。
(1)铂、钯及合金。
將含铂、钯、镍、钒、钴、铬、钼、钛的废催化剂投入电弧炉中,利用电极(石墨)导电至各种金属的熔点,将其融化为液体,同时其载体(如Al2O3)也被融化,先将熔融后的废气载体倒出,再将融化的金属倒入模具成型,工艺流程及产污环节如图1所示。
(2)粗铜提取。
将含铜废催化剂、含铜废物和废活性炭混合后在焙烧炉中将铜的金属氧化物熔成块体,加入香炭在精炼炉中精炼产出粗铜,工艺流程及产污环节如图2所示。
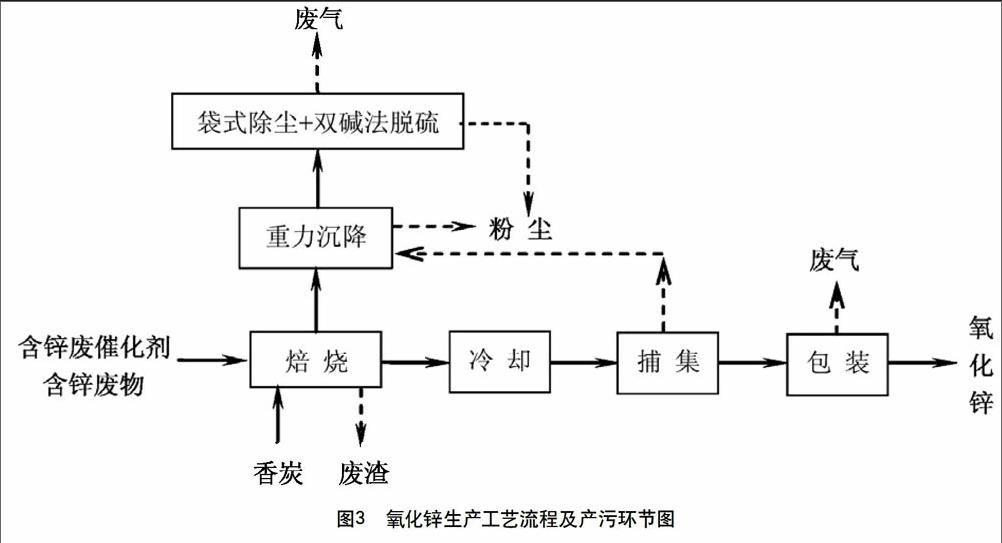
(3)氧化锌生产。
将含锌废催化剂、含锌废物、含锌废泥混合香碳,一起投加入焙烧炉中,含锌废催化剂、含锌废物中的锌和含有机卤化物废物中的氧化锌在高温下转化成气态,分布于焙烧炉的下层,从另一通道经过U型管冷却后经捕集器捕集,得到氧化锌产品。而含有CO2、SO2、粉尘的废气聚集于焙烧炉的上层,经沉降室重力沉降后,再经除尘脱硫后,通过烟囱排放,工艺流程及产污环节如图3所示。
3 清洁生产审核实例
下面以干法回收废催化剂中有价金属的某企业清洁生产审核作为实例,分析清洁生产技术在企业的应用情况及取得的效果。
3.1 主要污染源及污染物产排情况
(1)废水。
因为干法回收,公司无工艺废水,职工办公生活污水,经化粪池处理后浇灌厂区林地和菜地。
(2)废气。
污染源:焙烧炉、氧化锌捕集、精炼炉及其造渣产生的含粉尘、SO2、NOx废气;电弧炉产生的含粉尘废气;职工食堂炊事油烟;包装工序产生的含粉尘废气。焙烧炉废气及氧化锌捕集废气经重力沉降+袋式除尘+双碱法脱硫处理后由50 m高排气筒排放;精炼炉及其造渣废气经重力沉降袋式除尘+双碱法脱硫处理后由20 m高排气筒排放;电弧炉在生产过程中产生大量粉尘,经重力沉降+袋式除尘器处理后,经20 m高排气筒排放;氧化锌包装线含尘废气以无组织形式排放。
(3)固废。
公司固体废物主要为焙烧、精炼和电弧熔融过程中产生的废渣和碳渣,除尘设备收集的粉尘、双碱法脱硫产生的石膏和职工办公生活垃圾。
固体废弃物产排情况见表1。
废渣中各类成分随每批处理原料而变化,企业制定了废渣检验制度(对每批次废渣均进行危险性鉴别)。符合一般固废要求的进入一般固废堆场临时存放,外售制砖;属于危险废物的进入危废暂存间存放,定期交由有资质危废单位处置。渣场按照《一般工业固体废物贮存、处置场污染控制标准》(GB 18599-2001)建设,地面铺设防渗层和刷涂防渗漆,加强防渗、防水、防风措施;危废暂存间按照《危险废物贮存污染控制标准》(GB 18597-2001)的要求建设。企业原料均属于危险废物,由专业运输公司运输,已办理危废转运五联单。
(4)噪声。
噪声主要来自工业炉窑鼓/引风机、制球机、除尘风机等。制球机等产生机械噪声的设备采取选用低噪设备、安装减振基础、隔声措施;工业炉窑鼓/引风机、除尘风机等产生空气动力学噪声的设备采取装消声器、加装减振垫及采用弹性支承或弹性连接、隔声措施。
3.2 企业清洁生产现状及潜力分析
根据清洁生产的一般要求,清洁生产指标原则上分为生产工艺与装备要求、资源能源利用指标、产品指标、污染物产生指标、废物回收利用指标、环境管理6个方面。由于目前还没有出台相关的行业清洁生产标准,因此依据《中华人民共和国清洁生产促进法》的要求,从上述原则方面对企业的清洁生产潜力进行分析。
(1)生产工艺与装备要求。
该公司已运行多年,在实际生产中,已建立起成熟可靠的生产工艺。含铜废催化剂采用“焙烧—精炼—造渣”工藝;含锌废催化剂生产氧化锌采用“焙烧—冷却—捕集”工艺;合金生产采用“电弧熔融—冷却成型”工艺。以上均为干法工艺。采用的生产设备主要为焙烧炉、干燥炉、电弧炉、制球机、捕集器、U型冷却器等,环保设备主要为重力沉降室、袋式除尘器、双碱脱硫等,均为行业内废金属催化剂处理和回收的成熟设备。
(2)能源利用指标。
公司用能主要为电能,根据生产统计,耗电量为100.4 kW·h/t产品。
(3)产品及包装。
公司主要产品为氧化锌、粗铜、钼镍合金、铬铁合金等。除氧化锌为编织袋包装外,其余均为无包装金属锭块,产品及包装符合清洁生产要求。
(4)污染物产生。
污染物包括SO2、NOx、粉尘、COD、氨氮、废渣和脱硫石膏,均为常见污染物,经相应措施处理后均可达标排放,污染物产生情况见表2。
(5)废物回收利用指标。
除尘设备收集的粉尘回用于生产;双碱法产生的脱硫石膏外售于建材厂;焙烧、精炼、电弧熔融产生的废渣和碳渣经检验后分类处置;生活垃圾集中收集后定期由环卫部门清运至生活垃圾填埋场处置。有用固废综合利用率100%,满足清洁生产要求。
(6)环境管理。
公司环保手续齐全,办理有排污许可证和危险废物转移五联单,符合国家和地方的有关环境法律、法规要求。
(7)清洁生产水平主要潜力点。
改进设备,降低单位产品能耗物耗;减少生产过程固废产生量,提高资源回收率;加强现场环境管理。
3.3 主要清洁生产技术方案设计及效果分析
根据分析出的清洁生产潜力,从设备改进入手,在降低能耗物耗、降低污染物产排量等方面采取了制球机改造、精炼炉及其配套电机改造等清洁生产技术,达到了“节能、降耗、减污、增效”的目的,经济和环境均得到了明显改善,详细如下。
(1)制球机改造。
企业收购含铜污泥废催化剂。污泥由于含水率高、直接精炼铜难以投料并且提取率较低,成品粗铜不易收集,因此需在精炼处理前脱水、固化。制球机可将脱水后的含铜污泥压制成圆柱块状,便于投料和提取。制球机工艺原理简单,将脱水后的含铜污泥挤压成型即可。制球机的改进提高了污泥成型率、减少了含铜污泥废催化剂的损耗,增大了原料提取率,该清洁生产方案总投资8万元,实施后,提高污泥成型率,减少原料损耗,提高资源回收率,每年增加企业利润2万元。
(2)精炼炉及其配套电机改造。
将原有的精炼炉及其配套电机改造,增大电机功率,扩大炉容,增大单位面积进风率,采用热风精炼,增大焦炭牢固性,整体降低单位产品能耗物耗,大幅度提高劳动生产率,方案总投资50万元,年节约电量1.26万元,劳动生产率提高后年增创利润15万元。
(3)规范原料库管理、优化原辅材料运输路线、加强巡检等成套环境管理措施。
原料分区堆放,设置分区界限和各种原料标识牌及相关理化性质、组成、危险性简要说明;原料库与车间分区布置,原料在厂内运输时,选择最短、最便捷、路况最好的路线,减少厂内运输过程中的原料遗撒量;健全岗位巡检制度,及时排除故障,提高设备运行率,减少故障率。通过成套环境管理措施的改进,进一步节约物料成本,减少设备维修费用。
(4)清洁生产改造整体效果分析。
通过清洁生产方案的落实,企业整体达到了“节能、降耗、减污、增效”的效果,见表3。
4 结论
(1)干法回收废催化剂中有价金属行业具有能耗高、污染较重的特点。
(2)作为环境保护管理部门关注的重点行业,开展清洁生产审核工作,持续提升清洁生产水平,降低能耗物耗,减少污染物的产生排放,是行业可持续发展的必经之路。
(3)实践证明,落实清洁生产技术改造工作,能够为企业带来可观的环境效益和经济效益,实现环境与经济的双赢。
(4)由于干法回收废催化剂中有价金属行业生产工艺技术大体相同,因此,实例中成功实施的清洁生产技术在整个行业有较高的参考应用价值,有助于提高行业清洁生产水平。
参考文献
[1] Abdel-Aal,E.A.,Rashad,M.M.Kinetic study on the leaching of spent nickel oxide catalyst with sulfuric acid[J]. Hydrometallurgy,2004(74):189-194.
[2] 王德義,于江龙,谭业花.工业废催化剂的回收利用与环境保护[J].再生资源研究,2009(4):27-30.
[3] Absi-Halabi,M.,Stanislaus,A.,Qabazard,H. Trends in catalysis research to meet future refining needs[J].chemLnform,1997(27):45-55.
[4] 柳云骐,宁鸿霞,董青.重油加氢VRDS废催化剂的环境影响分析及对策[J].石油大学学报:自然科学版,1997(4):
61-63.
[5] 李立权.加氢催化剂再生技术[J].炼油技术与工程,2007,
37(4):55-58.
[6] 朱岩.废催化剂回收利用现状综述[J].常州工程职业技术学院学报,2010(4):44-50.
猜你喜欢
绿色科技(2016年21期)2016-12-27
山东工业技术(2016年23期)2016-12-23
商情(2016年40期)2016-11-28
科技与创新(2016年15期)2016-09-23
大学教育(2016年5期)2016-06-20
中国人口·资源与环境(2016年2期)2016-02-26
