
基于KUKA弧焊机器人的盾构机关键部件焊接工作站
2017-03-06 09:28孙章龙黄继强杨列峰黄军芬曹莹瑜
电焊机 2017年1期
孙章龙,黄继强,杨列峰,薛 龙,黄军芬,周 海,曹莹瑜
(1.中国铁建重工集团有限公司,湖南长沙410100;2.北京石油化工学院,北京102617;3.库卡机器人(上海)有限公司,上海201614)
基于KUKA弧焊机器人的盾构机关键部件焊接工作站
孙章龙1,黄继强2,杨列峰3,薛 龙2,黄军芬2,周 海1,曹莹瑜2
(1.中国铁建重工集团有限公司,湖南长沙410100;2.北京石油化工学院,北京102617;3.库卡机器人(上海)有限公司,上海201614)
针对盾构机关键零部件的焊接特点,基于KUKA弧焊机器人研制了自动化焊接工作站。利用焊接机器人接触寻位、多层多道焊和电弧跟踪等功能实现盾构机联体刀座工件的自动焊接。焊接实验结果表明,所研制的盾构机关键零部件焊接工作站能够满足离散制造企业的零部件小批量自动化焊接生产。
盾构机;弧焊机器人;电弧传感跟踪;接触寻位;多层多道焊
0 前言
盾构机刀盘是盾构机的核心部件,因其工作环境恶劣,受力情况复杂,对其设计和制造加工过程有较高的要求[1]。刀箱、刀座是刀盘上安装滚刀的关键部件,一般采用厚板拼接组焊而成,焊接工序是其加工的关键工序,焊接工作量大,但因为盾构机为非标定制产品,难以形成流水式生产作业模式。国内盾构机制造厂家在处理此类产品时还是采用手工生产作业,焊工劳动强度大,焊接质量一致性差,同时伴随着熟练焊工数量逐年减少,给盾构机厂家提出了较大的挑战。本研究以KUKA弧焊机器人为基础,开发盾构机刀箱、刀座焊接工作站,以期探索盾构机等类似行业部件制造新模式,推进离散制造企业自动化、智能化水平的提升。
1 焊接工作站系统构成
刀箱、刀座多为箱形部件,由厚板拼接而成,采用熔化极气体保护焊方法,需要进行多层多道焊接,同时为了减小变形,尽可能对称焊接[2-3],工件在焊接加工过程中需要反复变换空间位置。
根据刀箱、刀座焊接加工特点和要求,焊接工作站采用六轴关节机器人配合移动导轨和旋转变位机组合协同方案。机器人采用KUKA 5 arc型六轴弧焊机器人,其最大臂展1.41 m①KUKA Roboter GmbH.KUKA System Technology,2015.,不能直接用于较大部件的焊接,通过搭载移动导轨扩大机器人焊接工作范围,以适应不同大小工件的自动化焊接;旋转变位机夹持待焊工件,并可带动工件0~360°旋转,为机器人焊接创造合适的空间位置。六轴机器人、移动导轨和旋转变位机的各驱动轴可以协同联动,方便弧焊机器人统一编程、协同作业。刀箱、刀座焊接工作站布置如图1所示。
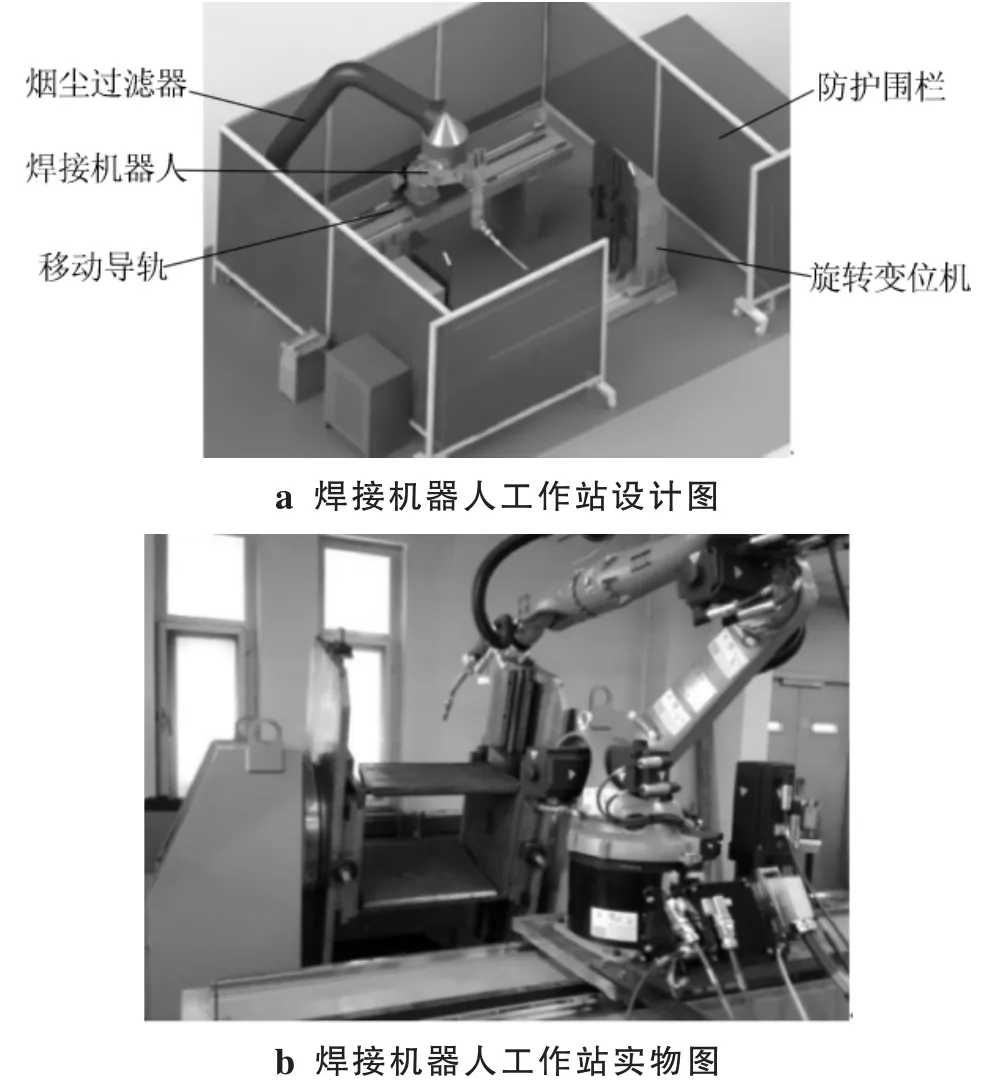
图1 焊接机器人工作站Fig.1Welding robot workstation
2 焊接关键技术
2.1 焊接工序
以联体刀座焊接为例,因涉及厚板焊接,在考虑对称施焊的同时,需要将厚板多层多道焊接技术、机器人离线编程技术等技术相结合完成工件施焊。如图2所示,借助离线编程技术,焊接机器人先行完成1~12打底焊缝及26/27/30/31/34/35/38/39/ 42/43/46/47角焊缝第一道。完成后,利用旋转变位机搭载工件旋转180°后,再借助离线编程技术和多层多道焊接技术按照顺序完成13~24焊缝以及25/ 28/29/32/33/37/40/41/44/45/48角焊缝的焊接。然后,变位机再反向旋转180°,工件位置恢复到初始位置,机器人再按顺序焊完1~12焊缝及26/27/30/31/34/ 35/38/39/42/43/46/47角焊缝剩下的焊道,从而减小刀座焊接施工中产生的变形量和焊接应力。

图2 联体刀座的焊接顺序Fig.2Welding sequence of connected tool support
2.2 接触寻位
盾构机刀座等部件由多个零件拼装而成,因拼装误差等原因,每个部件的焊道可能会存在差异,不能直接调用已编好的程序进行焊接,在焊接前需要通过接触寻位来获得当前焊缝的信息,以实现自动焊接。
焊接机器人的接触寻位通过机器人在焊丝上叠加一个24 V信号,当焊丝接触到工件,则通过焊丝形成电流回路,通过传感器发送回机器人,机器人记录下焊丝与工件接触时所处点的位置。重复动作使机器人在一个平面上获取三点(不在同一条直线上),就能获得工件平面的坐标位置,同样利用接触寻位的传感方式,可获得待焊坡口位置、方向和起始点,方便机器人自动搜寻焊缝位置并进行自动焊接。
2.3 多层多道焊
盾构机的许多零部件均是由厚板拼接而成,由于材质和焊接质量等要求,不能采用效率较高的埋弧焊,通常采用熔化极气体保护焊,在单个焊缝实施多层多道焊接。手工进行多层多道焊接时,需要基于焊工的经验规划焊道并保持合适的焊枪位姿。机器人进行多层多道焊时,关键也是要保证合理的焊道规划和合适的焊枪位姿。本研究基于KUKA弧焊机器人提供的多层多道焊软件包KUKA.Multi-Layer工艺程序包,以根部焊道轨迹为基础,通过编程的偏移量计算出新的焊道轨迹,并根据坡口形式优化焊接机器人的位姿。基于KUKA.MultiLayer工艺程序包编写的一段自动完成两道焊缝焊接的程序如下。
10 MultiLayer.LAYER Direction:POSITIV,
11 MultiLayer.OFFSETSeam:1,Offset:1,LayerNr:
2,WeldPar:PAR
12 ARCON MLDAT(LayerPos)LINSP001Vel=2m/s
CPDAT3 Tool[0]Base[0]
13 ARCSWI MLDAT LIN SP002 CPDAT1 Tool[0]
Base[0]
14 ARCOFF MLDAT LIN SP003 CPDAT1 Tool[0]
Base[0]
15 MultiLayer.LAYER Direction:NEGATIV,
16 MultiLayer.POINT_CORR LayerNr:2,Point 1,
X 10mm,Y 0mm,Z 0mm,A 0°,B 0°,C 0°
17 MultiLayer.OFFSETSeam:1,Offset:1,LayerNr:
2,WeldPar:PAR
18 ARCONMLDAT(LayerNeg)LINSP003Vel=2m/s
CPDAT4 Tool[0]Base[0]
19 ARCSWI MLDAT LIN SP002 CPDAT1 Tool[0]
Base[0]
20 ARCOFF MLDAT LIN SP001 CPDAT1 Tool[0]
Base[0]
21 MultiLayer.OFF
22 END
2.4 电弧传感跟踪
盾构机零部件在加工、装配过程中的尺寸误差,位置偏差以及工件加热变形等因素会造成接头位置偏离示教路径,有时需修正原有的轨迹。KUKA提供的ArcSense工艺程序包借助电弧传感提供焊缝高低和左右信息,修正原来示教轨迹以适应工件实际焊接需求。ArcSense通过焊接过程中电流变化获得实际焊接过程中电弧的变化记录,结合焊枪的摆动可以确定和纠正其与实际轨迹中心的偏差。电弧跟踪框图如图3所示。

1—焊接电源;2—至电源的焊接电缆;3—电流传感器;4—至机器人的焊接电缆;5—焊接机器人;6、7—数据接口及控制线;8—接地线。图3 电弧传感设备框图Fig.3Block diagram of arc sensor
3 焊接实验
采用研制的焊接工作站进行联体刀座的实际焊接,采用交替焊接顺序进行对称施焊,利用接触寻位技术初始定位,将电弧跟踪和多层多道自动焊技术相结合,完成一个五联体刀座的焊接,焊接完成的工件如图4所示。实验证明,开发的焊接工作站系统能够满足相对复杂的工件多焊缝、多层多道对称施焊。同时配合不同的安装卡具,焊接工作站可以进行其他种类工件的自动化焊接,从而适应离散制造企业进行零部件小批量自动化焊接生产的需求。

图4 拼焊完成的联体刀座Fig.4Welded connected tool support
4 结论
(1)针对盾构机关键零部件的焊接特点,以KUKA弧焊机器人为核心,研制出盾构机零部件自动化焊接工作站。
(2)利用焊接机器人接触寻位、多层多道焊和电弧跟踪等功能实现盾构机联体刀座工件的自动焊接,验证了所研制的盾构机关键零部件焊接工作站能够满足离散制造企业的零部件小批量自动化焊接生产。
[1]竺维彬,鞠世健.复合地层中的盾构施工技术[M].北京:中国科学技术出版社,2005.
[2]陈淑惠.焊接方法与设备[M].北京:高等教育出版社,2009.
[3]殷树言.气体保护焊基础[M].北京:机械工业出版社,2008.
Welding workstation for key part of tunnel boring machine based on KUKA arc welding robot
SUN Zhanglong1,HUANG Jiqiang2,YANG Liefeng3,XUE Long2,HUANG Junfen2,ZHOU Hai1,CAOYingyu2
(1.China Railway Construction Heavy Industry Group Co.Ltd.,Changsha 410100,China;2.Beijing Institute of Petrochemical Technology,Beijing 102617,China;3.KUKA Robot(Shanghai)Co.Ltd.,Shanghai 201614,China)
The automatic welding workstation based on KUKA arc welding robot is developed according to welding characteristics of thekeycomponentsof Tunnel Boring Machine(TBM).TheKUKArobothasthefunctionsoftouchsensingforpositioning,multilayerwelding and arc sensing for seam tracking etc.,which can be used to realize automatic welding of the connected tool support of TBM.Experimental results of welding show that the welding workstation for the key components of TBM can meet small batch automatic welding production of the components for the discrete manufacturing enterprises.
tunnel boring machine;arc welding robot;arc sensing for seam tracking;touch sensing for positioning;multilayer welding
TG409
A
1001-2303(2017)01-0048-03
10.7512/j.issn.1001-2303.2017.01.09
献
孙章龙,黄继强,杨列峰,等.基于KUKA弧焊机器人的盾构机关键部件焊接工作站[J].电焊机,2017,47(1):48-50.
2016-07-26
北京市教育委员会2015年度创新能力提升计划项目(TJSHG201510017023);国家自然科学基金项目(51505035)
孙章龙(1968—),男,湖北广水人,高级工程师,学士,主要从事掘进机制造研究工作。
猜你喜欢
建材发展导向(2019年11期)2019-08-24
现代交际(2017年19期)2017-10-23
商周刊(2017年26期)2017-04-25
锻压装备与制造技术(2016年3期)2016-06-05
焊接(2016年7期)2016-02-27
焊接(2016年1期)2016-02-27
中国卫生(2015年11期)2015-11-10
云南畜牧兽医(2015年4期)2015-02-28
中国卫生(2014年10期)2014-11-12
中国卫生(2014年9期)2014-11-12
