高效铝型材粉末喷涂的快速换粉装置
2017-03-06 13:14刘煌萍陈锡贵刘静安
铝加工 2017年1期
刘煌萍, 陈锡贵, 刘静安
(1.广铝集团有限公司,广东 510450;2.中山市力恒机电有限公司,中山 528400;3.西南铝业(集团)有限责任公司,重庆 401326)
高效铝型材粉末喷涂的快速换粉装置
刘煌萍1, 陈锡贵2, 刘静安3
(1.广铝集团有限公司,广东 510450;2.中山市力恒机电有限公司,中山 528400;3.西南铝业(集团)有限责任公司,重庆 401326)
简要介绍了快速换粉系统中各个装置的基本技术要求,以及各个装置对提高上粉率和生产效率的功能和作用。通过对旧的卧式线喷房改造,并对改造前后的效果进行了对比,证明改造后的快速换粉装置是一种低成本的高效生产装备。
大旋风回收机;铝型材;粉末喷涂;均流翻板;蠕动泵;自动清理气流刀;快速换粉供粉中心
0 前言
随着铝型材产品在房屋改造、个性化装修、家装门窗等领域的推广应用,多颜色、多品种、小批量的喷涂订单逐步增多,传统的喷涂生产线已经不能适应市场形势发展的需求,换粉慢、清理困难的喷涂设备仅能够在大批量生产单调颜色的产品时使用。因此,研发出快速换粉功能的粉房对铝型材表面处理具有重要意义[1]。
铝型材喷涂粉房是指半封闭、具有良好负压通风不外逸粉末、并能有效地将粉末涂上的粉末导入回收装置,是一种专门用于粉末静电喷涂的室体和循环结构。在铝型材的喷涂的粉末回收作业中,很少单独使用一种回收装置,而是采用两种以上回收装置组合的复合方式才能相互取长补短,得到满意的结果[2]。
所改造的铝型材粉末喷涂的快速换粉装置由快速换粉粉房、高效的大旋风回收机、二级粉末回收装置、快速换粉供粉中心等组成。喷房的总体立面布置如图1所示。
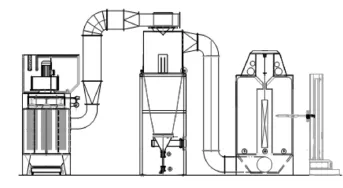
图1 喷房总体立面布置图
喷房的总体平面布置如图2所示。
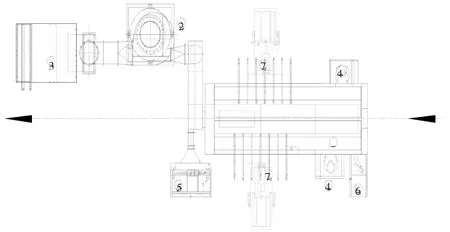
图2 喷房总体平面布置图
1 换粉装置各部位的功能
1.1 快速换粉粉房
快速换粉粉房一般都采用干室,在设计和材料选择和制造方面应具备下列功能:(1)涂料粉尘不应向喷粉室各开口处向外逃逸;(2)涂料粉尘不应落在作业人员和喷枪上,手补位相对的话,不会吹到对面;(3)喷粉室内的气流应分布合理,能携带粉末及时定向流动,避免产生紊流。气流不应损伤涂着效率;(4)应从喷粉室的构造上,保证多余的粉末涂料不残留在喷粉室内,多余的粉末马上被系统回收到供粉中心,重新使用;(5)喷粉房采用特殊的抗静电工程塑料板制造,不易吸附粉末,可保证尽可能少的吸附和较高的型材上粉率,清理换色也非常容易快捷;(6)底部回收可采用“均流翻板式”单通道设计。配置先进自动清理气流刀,加上翻板式平面清理系统,下向气流控制技术,达到最少的粉末滞留效果以及最快的喷房清理速度;(7)全行程循环式升降机在工作中,避免了电动机在换向时的刹车时间(旧的往复式升降机每一次换向都要停顿约0.6s),保证了高效运行的稳定性和不会积粉[3]。
1.2 高效的大旋风回收机
旋风回收机是利用旋转的含尘气体所产生的离心力,将粉末从空气中分离出来的气固分离净化设备,其特点是结构简单,对于粒径10μm以上的粉末具有较高的回收效率,操作简易,维护方便。
传统的旋风回收机对于5~10μm以下的细粉末,尤其是密度小的细粉末,回收效率较低,所以,旋风回收机多用于多级回收系统的第一级处理。
旋风回收机里面为空心构造。含粉气体从上部进气口以较高的速度(一般为12~25 m/s)沿外圆筒的切线方向进入时,气流将由直线运动变为圆周运动,并向上、向下流动,向上的气流被顶盖阻挡返回,向下的气流在内外圆筒间的筒体部位和锥体部位做自上而下的螺旋线运动(称为外旋流)。含粉尘气体在旋转过程中产生很大的离心力,由于粉尘的惯性比空气大很多倍,因此将密度大于气体的粉尘甩向器壁,粉尘一旦与器壁接触后便失去惯性力而靠入口速度的动能和向下的重力沿壁面下落,与气体分离开,经锥体排入蠕动泵内。旋转下降的外旋流在圆锥部分运动时随圆锥体形的收缩而向中心靠拢,当外旋气流达到锥体下部某一位置时便以同样的旋转方向从中部形成,一股由下转向上的螺旋线运动(称为内旋流),并经内圆筒向外排出。一部分未被收集的粉尘也由此逃失。
旋风机的回收效率取决于粉尘获得的离心力大小。旋风机内粉尘获得的离心力可按下列物理方程求得∶

式中:F为粉尘粒子获得的离心力,N;ω为粉尘粒子绕旋风机轴线旋转的角速度(即旋转角速度),rad/s;R为粉尘粒子与旋风机轴线的距离(即旋转半径),m;m为粉尘粒子质量,kg;d为粉尘粒子直径,m;p为粉尘粒子真密度,kg/m3;u为粉尘粒子的切线速度,m/s。
由该式可知,若旋风机入口的气体速度一定时,旋转半径或旋风机筒体直径越小,粉尘真密度和尺寸越大,则粉尘所获得的离心力便越大;若粉尘粒子直径及真密度一定时,旋风机进口气体速度越大,则粉尘所获得的离心力也越大。
高效大旋风粉末装置通过精确的计算,单次分离效率最高可达98%。不同直径的粉末粒子的旋风回收效率比较见表1。
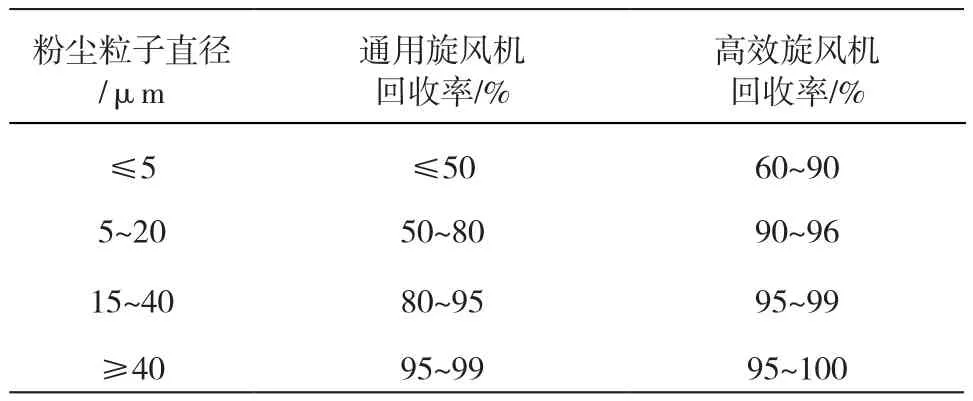
表1 旋风机回收效率比较
大旋风锥部底端加装有蠕动泵。最好以两个蠕动泵来进行配置,使大旋风内部形成一个密闭空间,可以有效将回收粉末运送给供粉中心,又不会漏风漏气。回收后的粉末及时有效地与新粉进行配比混合,从而提高了粉末使用率,达到了节约效果。
1.3 二级粉末回收装置
二级回收装置运作时,含尘气体从装置进风口进入过滤器,并通过滤芯,粉尘被隔离并积累在滤芯外表面,而洁净空气则通过滤芯中心进入干净空气室,最后经过滤芯上面的出风口排出。在清洁滤芯时,脉冲控制器激励电磁阀操纵在压缩空气喷管上的薄膜阀,高压的压缩空气通过喷管喷出,像一股冲击波,除去滤芯外的粉尘。粉尘则落入集粉箱中。
二级粉末回收装置的要求是:(1)粉末回收效率一般不应小于95%;(2)应配套采用有效的清粉和输粉装置;(3)高效回收装置所采用的滤芯材料,应采用不易产生静电、堵塞和吸潮的材料,过滤器的过滤效率达到99%以上,覆膜滤芯可捕捉0.3μm以上的粉尘,经过滤后的气体成为洁净空气,可直接在厂房内循环;(4)占地面积小,噪音小,如风机噪音大于80dB(A),应设置风机隔音室;(5)回收装置处理风量能力应满足与其连接的喷涂喷房和供粉中心排风量的要求[3]。
1.4 快速换粉供粉中心
供粉中心是实现快速换色的关键设备。
作为喷涂系统的核心部件,供粉中心除了能将粉末连续、均匀、定量地供给喷枪,还能够使粉末的换色更加方便迅速,同时喷枪及管路能够自动清理[4]。
1.4.1 供粉中心的组成
供粉中心主体通常由1.5mm、2.0mm的喷涂钢板制作,分为以下几部份:(1)气动流化及振动复合式供粉桶;(2)自动升降式吸粉管及粉泵;(3)反吹式快速粉管清理装置;(4)风机及滤芯清理装置; (5)回收粉震动筛。
1.4.2 供粉中心的快速清理作用
在换色清理时,中心提供强力脉冲气流,快速有效地自动清理自吸粉管、粉泵、喷枪内管及粉管。所以说,供粉中心是快速换色系统中的一个集成部件。
(1)反吹式粉管快速清理装置:当喷涂工作结束,需更换新的粉末时,必须对积存于吸粉管输粉管、粉泵中的粉末清理干净。此时移开供粉桶,吸粉管及粉泵开始下降,并将吸粉管头部插入反吹孔座,利用反吹压缩空气将原粉末供应系统中清理干净,并保证清理时间短,干净彻底。
(2)风机及滤芯清理系统:供粉中心工作时,由于流化作用及回收系统返回的粉末均会引起一些粉末浮于空气中,造成环境污染现象,内置的负压装置则会利用回收风机产生的风力,将粉末吸引到风管再到大旋风分离,保证操作环境的洁净。
2 使用效果
2016年2月份开始对旧的喷涂装置进行了改造,其中喷枪仍然用回原有配置的喷枪。随后进行了调试和试生产,3月份开始正式投入生产,该生产线生产的型材多为小单多换色的产品。统计3、4、5三个月的生产数据,并调出2015年同期的生产数据,进行对比,效果见表2。

表2 改造前后效果对比表
从表中可以看出,通过对旧的卧式线喷房改造,班产能有一定的提高,粉耗降低4.1kg/t,换粉时间缩短了10min,废粉率降低至3.65%,以上可以证明改造后的快速换粉装置是一种低成本的高效的生产装备。
3 小结
改造后的新型铝型材静电喷涂装置,经多次试验和大批量生产实践证明,是一种低成本的高效快速换粉系统,值得推广应用。
[1] 吴锡坤.铝型材加工实用技术手册[M]. 长沙:中南大学出版社,2006
[2] 肖亚庆,谢水生,刘静安,等.铝加工技术实用手册[M]. 北京:冶金工业出版社,2012
[3] 朱祖芳.建筑铝型材的静电粉末喷涂进展[J]. 材料保护,1995(2)33
[4] 王祝堂,田荣璋. 铝合金及其加工手册[M]. 长沙:中南大学出版社,2005
Rapid Exchange Powder Device for Efficient Powder Spraying for Aluminum Profile
LIU Huang-ping1, CHEN Xi-gui2, LIU Jing-an3
(1.Guanglv Group Co.,Ltd., Company,Guangdong 510450;2. Zhongshan Liheng Electromechanical Company Zhongshan 528400; 3. Southwest Aluminum (Group) Co.,Ltd., Chongqing 401326, China)
Basic technical requirement, function and effect of various device for rapid exchange powder system are introduced. The results show reformed rapid exchange device is a production device with low cost and high efficiency.
efficient cyclone recycling machine; aluminum powder spraying; flow flap; peristaltic pump; automatic cleaning air knife; powder supply center for quick exchange powder
TG174.442+.3
B
1005-4898(2017)01-0027-04
10.3969/j.issn.1005-4898.2017.01.05
刘煌萍(1963-),男,江西萍乡人,高级工程师。
2016-10-08
猜你喜欢
今日农业(2020年16期)2020-12-14
环球时报(2020-03-30)2020-03-30
制造技术与机床(2018年8期)2018-10-09
农机化研究(2017年3期)2017-12-16
制造技术与机床(2017年2期)2017-05-04
小天使·二年级语数英综合(2017年3期)2017-04-01
小天使·一年级语数英综合(2017年2期)2017-02-16
小天使·一年级语数英综合(2017年2期)2017-02-16
制造技术与机床(2017年12期)2017-02-02
小天使·一年级语数英综合(2016年11期)2016-11-28