
焊接技术在驾驶室白车身上的应用
2017-03-03 08:27刘洪博孙爱友王刘松马建峰郑明敏
汽车实用技术 2017年3期
刘洪博,孙爱友,王刘松,马建峰,郑明敏
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
焊接技术在驾驶室白车身上的应用
刘洪博,孙爱友,王刘松,马建峰,郑明敏
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
在汽车制造过程中,焊装作为汽车四大工艺之一,承担着汽车白车身拼焊及车门装配调整、质量整修等任务;而白车身是一个由百余种、甚至数百种冲压件、凸焊总成件经焊接、铆接、机械联结及粘接等方法联结而成的大总成件。由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,所以焊接是现代车身制造中最应用最广泛的联结方式。在目前汽车白车身的制造中,主要的焊接方法有电阻点焊、CO2气体保护焊和激光焊,而其中电阻点焊更是占白车身焊接90%以上。文章对常见的点焊缺陷及预防措施进行介绍。
点焊;缺陷;预防措施
KCLC NO.:U466Document Code:AArticle ID:1671-7988 (2017)03-17-04
引言
汽车驾驶室是驾驶员和乘客的“移动之家”,起到了遮风挡雨和保障人身安全的作用,如果将白车身比作一个人的话,冲压件相当于人的骨骼,而焊点则类似于各骨骼的关节连接点。由此可见点焊的质量控制直接影响汽车车身的整体质量,因此,点焊的质量缺陷分析和防控措施是至关重要的。
1、焊接的定义和应用
1.1 焊接的定义
通过加热或加压,或两者并用,用和不用填充材料,使焊件达到原子结合的一种加工方法。
汽车焊接工艺是汽车生产制造过程重要组成部分,是汽车制造四大工艺中特殊过程之一。
1.2 焊接方法分类
金属焊接方法按工艺手段主要分为熔焊、压焊和钎焊三大类,具体见图1。

图1 焊接分类
1.3 焊接的应用
焊接产品比铆接件、铸件和锻件重量轻,对于交通运输工具来说可以减轻自重,节约能量。焊接的密封性好,适于制造各类容器。驾驶室车身应用最广泛的是点焊、凸焊和CO2保护焊。
2、驾驶室点焊工艺
2.1 点焊的定义
点焊属于电阻焊的一种,它是将被焊工件压紧于两电极之间(见下图2),并通以电流,利用电流流经工件接触表面及邻近区域产生的电阻将其加热到熔化或塑性状态,使之形成金属结合的一种焊接方法。

图2 点焊原理示意图
2.2 点焊的特点
(1)接头质量容易保证;
(2)利用率高;
(3)不需要焊丝焊剂,成本低;
(4)焊接效率高。
2.3 点焊主要参数和规范
2.3.1 点焊主要参数
(1)电极压力:由气压大小和焊钳电极臂、气缸决定,用于压紧板件;
(2)焊接时间:由焊机输出,由人为根据要求设定;
(3)焊接电流:由焊机输出,由人为根据要求设定;
(4)电极的形状、尺寸:由板件焊接位置和尺寸确定,使用过程中需进行定期修磨。
2.3.2 点焊规范
焊接电流和焊接时间的适当配合。这种配合分为硬规范(采用大焊接电流、小焊接时间参数)和软规范(采用小焊接电流、适当长焊接时间参数)。
硬规范由于焊接时间小,焊点熔核在更短时间形成,所以生产效率高,但加之电流大,往往容易产生飞溅,且焊接质量一般,这种规范经常使用在焊接强度要求不高的部位焊接。而软规范由于其焊接电流小、焊接时间较长,所以形成的焊点质量较好,但效率相比应规范较低,这种规范经常使用在驾驶室承重部位,如地板点焊、前围点焊等。
具体参数规范推荐见下表1:
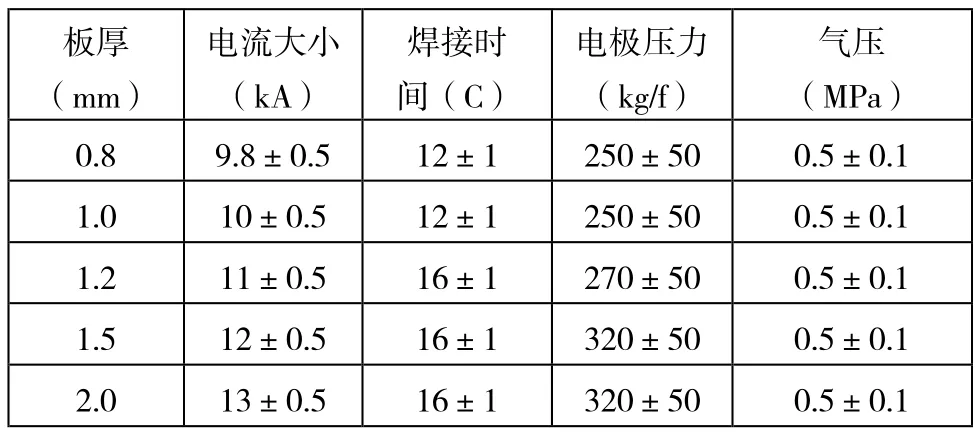
表1 焊接规范对照表
3、点焊常见缺陷及预防
3.1 点焊常见缺陷分类
(1)焊点分流:电阻点焊时,从焊接主回路以外流过的电流;(2)未焊透:板件未完全熔合,未形成完整有效的熔核;(3)焊点骑边:焊点熔核没有完全包含在焊接金属板料边范围之内的焊点;
(4)焊点扭曲:焊点表面不平整,局部翘起;
(5)焊点表面飞溅:焊点边缘部位有焊接时飞溅时出的熔化金属呈放射状;
3.2 点焊缺陷预防
3.2.1 产品设计预防
(1) 搭接面要求:焊点直径D=6±1mm,搭接面宽度f≥13mm,焊点中心距离板件边缘距离A≥5mm,如果搭接边过窄,焊点熔核不能完全包含在焊接金属板料边缘,出现骑边缺陷,见下图3:
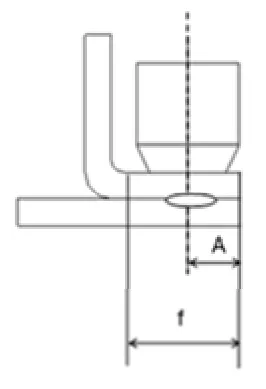
图3 搭接边要求
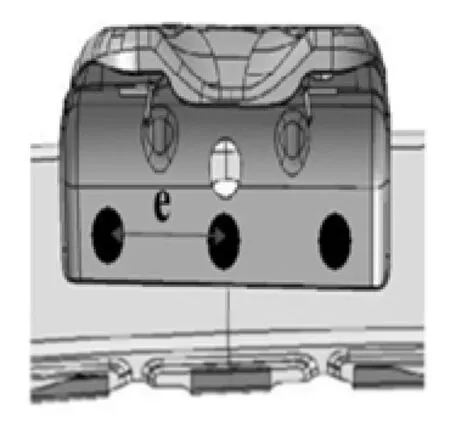
图4 焊点间距要求
(2)并非焊点数越多,焊点之间的距离越近,连接强度就越高。对于车身薄板零件,两层焊点最小点距为e=15~25mm,最好在30mm以上,见上图4。
(3)焊接边与非焊接边之间的关系:板件焊接边与非焊接边之间的角度R≥75°,否则焊接时焊钳电极不能准确放置在焊接位置,容易造成焊接扭曲,分流,从而导致焊点强度降低,见下图5。
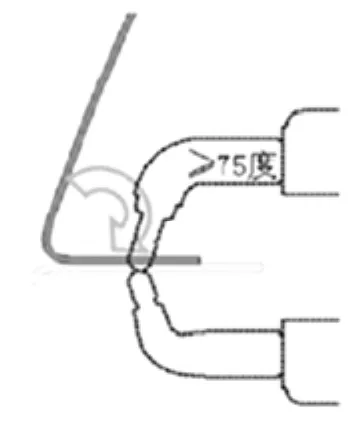
图5 焊接边与非焊接边角度
3.2.2 夹具定位预防
(1)定位销与焊点间距:如下图6所示,定位销与焊点之间距离d=(h/2+g/2)+d1,定位块大小=定位销直径+6mm;预留间隙d1≥2mm;如果定位销距离焊点位置过近,在焊接时焊钳电极易与夹具定位销接触,造成焊点分流缺陷,从而导致焊点强度降低。
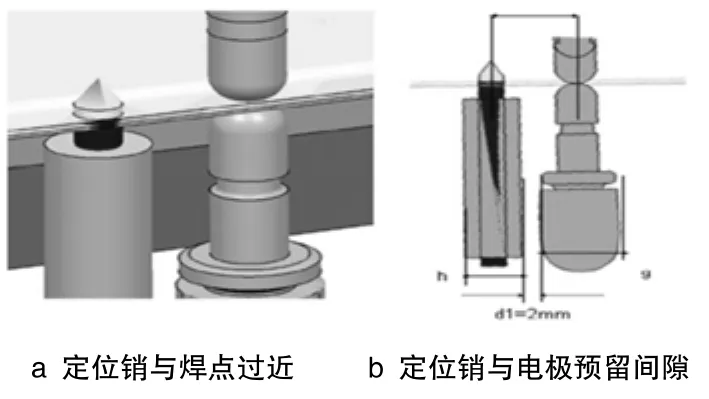
图6 定位销直径及其与焊点之间的距离
(2)定位面与焊点间距:如下图7所示,定位面与焊点之间距离d=(u/2+g/2)+2,定位面宽度u=16mm或19mm,预留间隙d1≥2mm;定位面与焊点位置过近,同样会造成焊点分流缺陷,导致焊点强度降低。

图7 定位面与焊点距离
(3)定位销要求
定位销直径D=定位孔理论直径-0.2mm;定位销有效定位高度为5-7mm;如果定位销设计不合理,不能对板件实施有效定位,导致板件搭接错位,焊接时易造成焊点骑边缺陷。
3.2.3 点焊主要缺陷在生产过程中的预防
3.2.3.1 焊点分流
(1)产生原因:焊点间距及焊接顺序不合理;电极与工件的非焊接区相接触;
(2)预防措施:合理的焊点点距,注意结构设计的合理性,对开敞性差的焊件,应采用专用电极和电极握杆。
3.2.3.2 未焊透
(1)产生原因:电极端部直径过大,焊接电流过小;
(2)预防措施:正确修磨焊钳电极,要求电极端面直径6-8mm,见下图8,对于焊接驾驶室地板纵梁、后横梁等部位焊接电流超过10000A的电极,修磨时需保证直径6-9mm。
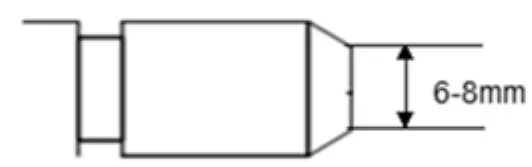
图8 焊钳电极直径要求
3.2.3.3 焊点骑边
(1)产生原因:料边设计过窄,人员操作不规范或者电极断面修磨过大;
(2)预防措施:产品设计时,料边宽度符合设计要求,确保焊点熔核完全包含在料边内。
在投入成本允许条件下,可采用自动化机器人焊接;还可以考虑在夹具上制作辅具,以限制电极位置;
3.2.3.4 焊点压痕过深
(1)产生原因:焊接电流太大,电极端部太小,电极压力不适当;
(2)预防措施:合理选取焊接电流和气压,见表1;
3.2.3.5 焊点扭曲
(1)产生原因:上下电极未对正;电极端部整形不良;工件与电极不垂直;
(2)预防措施:焊接前检查焊钳上下电极是否对正,偏差≤0.5mm,见图9;正确修磨焊钳电极,确保上下电极接触无间隙,见图10;焊接时确保焊钳电极垂直于焊接面。
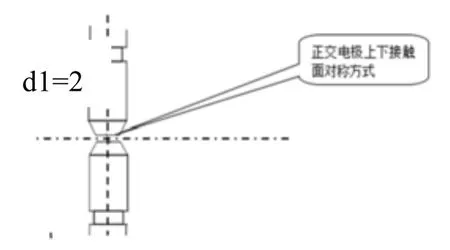
图9 焊钳上下电极对称
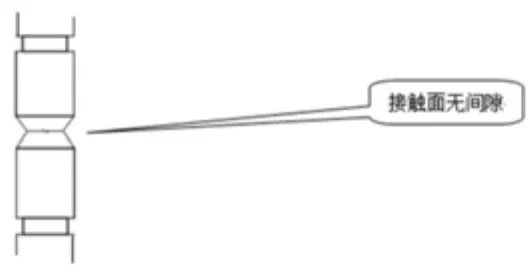
图10 焊钳上下电极接触无间隙
3.2.3.6 焊点表面飞溅
(1)产生原因:电极压力不足,焊接电流过大,板件搭接间隙过大;
(2)预防措施:合理选择焊接压力和电流,见表1;确保夹具夹持面完全压紧贴合板件;
4、焊点检验
4.1 外观检验
主要通过肉眼观察、手接触焊点表面或者测量等手段,检查表面质量,包括焊点间距、直径、压痕深度、飞溅、烧伤、烧穿等。
4.2 拉伸试验
需按试验规范进行焊接试样,采用专用设备对试样进行拉伸,直至试样分离,该方法比较适用于焊装的特殊工序,并进行数据对比、分析,对特殊工序质量能力进行把控。
4.2.1 试验规范
(1)试样的材质、料厚必须与车身实际板件完全相同;
(2)不同料厚板件搭接时,搭接顺序应与车身实际状态相同;
(3)式样料厚满足0.5mm≤d≤2.5mm;
(4)式样宽度及搭接边长度B=25mm;
(5)式样长度L=180mm。
4.2.2 拉伸试验抗拉力评价表
不同板厚、不同数量式样搭接的拉伸试验的抗拉力也不同,具体数值见下表2:

表2 拉伸试验抗拉力评价表
4.3 撕裂试验
操作简易,可日常由员工自行开展,由车间工艺人员监督,并对试验结果进行判定,撕裂试开展验频次可根据车间焊点质量水平来定。
4.3.1 试样选取
(1)试样的材质、料厚必须与车身实际焊接板料完全相同;
(2)试样要求:无变形,表面无锈蚀、杂质。
4.3.2 试验方法
选取正确厚度试样,一人用双手拿住试样,将试样各自一端进行搭接,板样搭接角度为30°~60°,搭接时确保试样处于水平状态,搭接面无间隙;另一人手握焊钳,在搭接部位中心位置进行焊接,焊接时必须确保电极与板件成90 °;最后对焊好试样进行撕裂,直至两板分离为止(如图11)。

图11 撕裂示意图

图12 撕裂后式样焊点直径
4.3.3 撕裂式样结果评价标准
(1)撕裂后板料两块分开,一块有规则圆孔,同时圆孔孔料熔核在另一块板料上为合格;
(2)如果试验两板件均较厚(≥1.5mm),一般很难撕裂出圆孔,只需观察其中一件试板上有明显撕裂后的熔核存在亦判定合格。
5、结论
本论文主要介绍汽车车身主要焊接方法——电阻点焊。点焊是车身焊接常用的焊接方式,我公司驾驶室车身焊接质量问题主要集中在点焊质量上,点焊质量不仅影响车身的外观,同时对整个驾驶室焊接强度起着重要的作用。因此,本文主要介绍驾驶室焊接质量缺陷和预防措施:1、产品设计预防;2、夹具定位预防;3、生产过程中预防;最后介绍了焊点质量三种常见检验方法。
Welding technology applied in bridge white car body
Liu Hongbo, Sun Aiyou, Wang Liusong, Ma Jianfeng, Zheng Mingmin
(Anhui Jianghuai Automobile group Co. Ltd., Anhui Hefei 230601 )
In the automobile manufacturing process, welding is one of four automobile manufacturing process which bears the task of car body in white (BIW) welding and door assembly adjustment, quality renovation and so on; BIW is a large assembly, which is joined by hundred, or even hundreds of stampings, projection welding assembly parts through welding, riveting, mechanical connection, bonding and other methods. Because the material of the body stamping parts is low carbon steel with good welding performance, welding is the most widely used connection mode in modern automobile body manufacture. Currently in the manufacture of car body in white, the main welding methods are resistance spot welding, CO2 gas shielded arc welding and laser welding, and the resistance spot welding is accounted for more than 90% of the white body welding. The common spot welding defects and preventive measures are introduced in this paper.
spot welding; jig; preventive
U466
A
1671-7988 (2017)03-17-04
10.16638/j.cnki.1671-7988.2017.03.008
刘洪博,女,(1981.6-),助理工程师,就职于安徽江淮汽车集团股份有限公司。
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
机床与液压(2022年8期)2022-09-19
汽车实用技术(2022年5期)2022-04-02
内燃机与配件(2022年2期)2022-01-17
北京工业大学学报(2021年9期)2021-09-14
汽车工程(2021年3期)2021-04-14
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
航天制造技术(2020年1期)2020-03-28
计算机辅助工程(2019年4期)2019-12-20
汽车工程(2019年2期)2019-03-11
