
磁防蜡技术在A油田的应用效果评价
2017-02-28 05:01苗苗大庆油田有限责任公司第七采油厂
石油石化节能 2017年2期
苗苗(大庆油田有限责任公司第七采油厂)
磁防蜡技术在A油田的应用效果评价
苗苗(大庆油田有限责任公司第七采油厂)
近年来,A油田在产能新井上配套应用了电磁防蜡器。针对该技术采取理论分析与现场试验相结合的方式对磁防蜡技术进行了深入剖析与效果评价,得出了磁防蜡技术的应用界限,功率为300 W的电磁防蜡器的有效场强作用范围可适合A油田的油井,平均延长油井的清蜡周期可达到49.5%,为A油田合理利用磁防蜡技术提供了有力的技术支撑。
磁防蜡;原理;现场试验;效果评价
近年来,A油田在产能新井上配套应用电磁防蜡器。磁防蜡是近年兴起的一种新技术,其主要作用是利用磁场对蜡晶的抑制作用达到延长油井清蜡周期的目的。检索国内外相关文章发现,多数文章只对磁防蜡机理进行了介绍,但没有室内实验分析证明磁对蜡晶产生作用的原因以及如何产生抑制作用。采油厂进行科研的条件有限,无法有效研究磁如何对蜡晶产生抑制作用,但可进行现场试验,并从数据分析中得出磁对油井蜡晶的抑制效果。在A油田选取多个区块进行现场试验,定期跟踪试验数据,试验结束后汇总、分析所有数据,得出试验结论,为A油田各区块合理利用电磁防蜡技术提供技术支撑。
1 磁防蜡机理
利用高性能电磁变化装置建立一个强磁场,该磁场对原油中的石蜡分子产生强烈激励作用,从而延长油井的清蜡周期。激励作用主要表现在两个方面。其一,碳氢化合物是高磁性物质,当有垂直于分子平面的外磁场时,原油井磁处理后,蜡晶分子及其团簇产生磁感应共振(包括C-H伸缩振动、弯曲振动以及C-C伸缩振动),分子内的共振和蜡晶的共振产生破坏弥散作用,同时还会使石蜡与胶质的相互作用增强,原油内部结晶中心大大增多,使石蜡分子在管壁上析出结晶的几率减少,起到防蜡作用。其二,价电子像导体中的自由电子一样做环流运动,即绕外磁场运动,这将导致分子趋于有序排列,从而改变蜡晶分子的流变性,抑制蜡晶聚积。使原来分子之间存在的结晶引力变成相互排斥的力,以单晶体游离态存在不会结晶,从而达到防蜡的目的。
2 现场试验及效果评价
理论研究证明,磁场强度E对蜡晶的作用存在极限值,将其称为有效磁场强度极值,用E′表示。当E≥E′时,磁场对蜡晶产生有效的抑制作用;当E<E′时,磁场不足以使蜡晶发生变化,不会对蜡晶产生抑制作用。理论研究表明,E′的取值约在133~165 mT之间。为研究方便,取E′的中值149 mT。
将现场试验分成两个部分。第一部分是确定目前矿场在用的电磁防蜡器的磁场强度范围,确定有效磁场强度是否能够达到油井结蜡段的深度,确定有效作用距离,从而为矿场选井及试验奠定基础。第二部分是矿场试验,在A油田的不同区块选取典型井,按照方案设计进行数据跟踪录取(表1),结束后,对数据进行汇总分析,评价磁防蜡技术的应用效果。
2.1 有效作用距离的确定
在地面进行有限度的井下管柱模拟,并通过定点数据测量及曲线拟合的方法确定磁场强度随距离的变化关系公式,再通过公式计算出有效作用距离。
实验过程:在地面将10根Φ73 mm的油管依次连接,组成一根约96 m长的管柱。在整根管柱的顶部安装四通,并在四通处安装电磁防蜡器(矿场在用,功率约为300 W),将电磁防蜡器通电。电磁防蜡器产生的磁场会沿整根管柱进行传播。利用高斯仪在整根管柱上每隔7m进行磁场强度测量,结果见图1、图2、图3。

表1 磁场强度测量数据

图1 管柱组合

图2 电磁防蜡器安装

图3 高斯仪测量
以距离为横坐标,磁场强度为纵坐标进行描点,再通过曲线拟合功能,得出近似的磁场强度随距离的变化关系:

式中:E为磁场强度,mT;S为作用距离,m。
依据上述公式,取有效磁场强度极值E′= 149 mT,计算得出有效作用距离S=871 m。
2.2 矿场试验
2.2.1 结蜡段确定
井筒采出液从井底向上流动的过程中,随着温度的降低,其性质会发生变化,当温度达到析蜡点时,如采出液中含蜡,石蜡将从采出液中析出,并进一步长大、结晶。蜡晶附着在油管壁或抽油杆壁上,油井开始结蜡。析蜡温度对应的深度即结蜡段的最深点。磁场强度的有效作用深度必须低于结蜡段的最深点,磁防蜡技术方可发挥作用。上述计算可知,磁场强度的有效作用距离为871 m。因此,油井的结蜡段最深点位置必须小于871 m,磁防蜡技术的评价才会得出更为可信的结论。
结蜡段最深点可依据下列公式进行计算:

式中:X——某一深度,m,
S0——油层中部深度,m,
T0——油层中部温度,℃,
T——X深度下的温度,℃,
a——地温梯度,℃/100m。
A油田可分为a、b、c、d、e、f六个区块,各区块的油层中部深度、中部温度、地温梯度及析蜡温度等基础数据见表2。
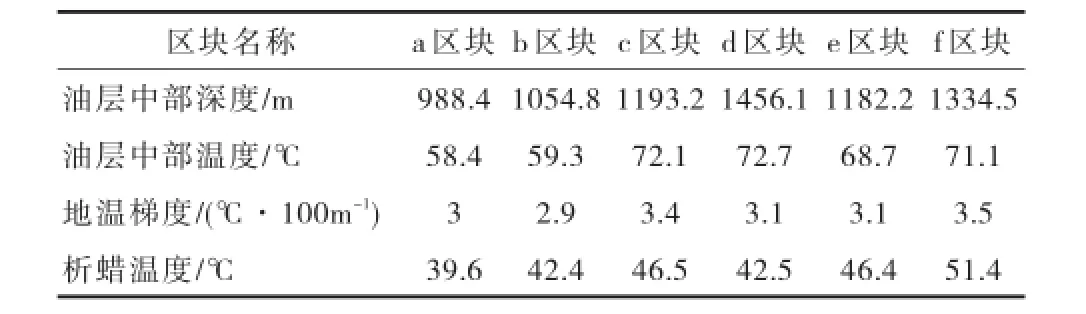
表2 A油田不同区块相关数据
以不同区块的析蜡温度为基准点,将基本数据代入上述公式中,确定不同区块的结蜡段最深点(表3)。

表3 不同区块结蜡段最深点计算结果
从计算结果可以看出,A油田结蜡段最深点位置为771.4 m,处于有效的磁场强度范围内。因此,在A油田的任一区块选井进行矿场试验均可。
2.2.2 选井
为使试验效果更具说服力,在A油田的各区块分别选取20口、累计120口典型井进行对比试验。试验井的相关数据见表4。
2.2.3 试验方案设计
将试验井的电磁防蜡器断电(不让其工作),同时将试验井彻底热洗,使井筒清洁,从第三天开始每天跟踪记录电动机上电流的变化情况。直至单井达到清蜡周期即电动机上电流增长幅度达到20%[2],停止跟踪。将上电流数据进行整理。
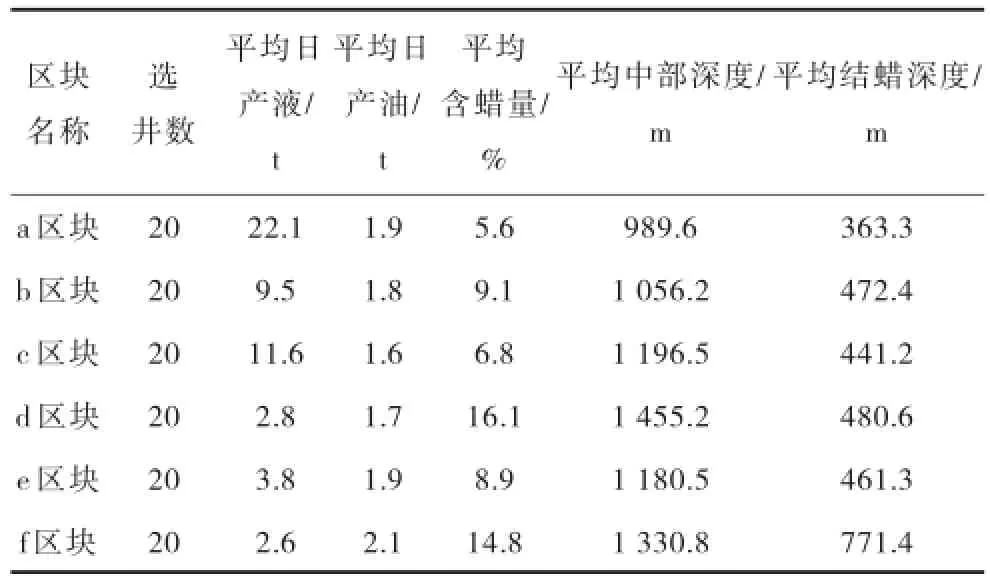
表4 不同区块基础数据
之后,将上电流涨幅达到20%的井再次进行彻底热洗,使井筒清洁,并将电磁防蜡器通电(使其进入工作状态)。从第三天开始每天跟踪记录电动机上电流的变化情况。直至单井达到清蜡周期即电动机上电流增长幅度达到20%,停止跟踪。将上电流数据进行整理。
在试验过程中,不对试验井采取任何措施,对于不得已进行措施的井其试验数据不作为分析使用。
2.2.4 试验井举例
以1号井为例说明。该井于2013年4月10日安装电磁防蜡器,功率为300 W。在电磁防蜡器断电的情况下,4月12日对该井进行24 m3热水彻底洗井,4月14日开始进行电流跟踪测试。当电流达到初始电流的1.2倍时,停止跟踪,将数据进行整理。
6月17日,对该井进行24 m3热水洗井,之后将电磁防蜡器通电,使其进入工作状态。6月19日开始进行电流跟踪测试。当电流再次达到初始电流的1.2倍时,停止跟踪,将数据进行整理(表5)。
分析电磁防蜡器不工作期间的试验井的上电流数据:该井4月14日的初始上电流为36.1 A,6月16日,其上电流达到43.6 A时,其涨幅已达20.7%,达到清蜡周期,此时的生产天数为63 d。
分析电磁防蜡器工作期间的试验井的上电流数据:该井6月19日的初始上电流为36.1 A,9月21日,其上电流达到43.4 A时,其涨幅已达20.2%,达到清蜡周期,此时的生产天数为95 d。
该试验井的试验数据表明,应用磁防蜡技术后,油井的清蜡周期延长。这表明,磁可以对石蜡分子产生激励作用。但应用磁防蜡技术后,油井电流依然会上升,说明油井依然会结蜡,只是结蜡的速率减缓。
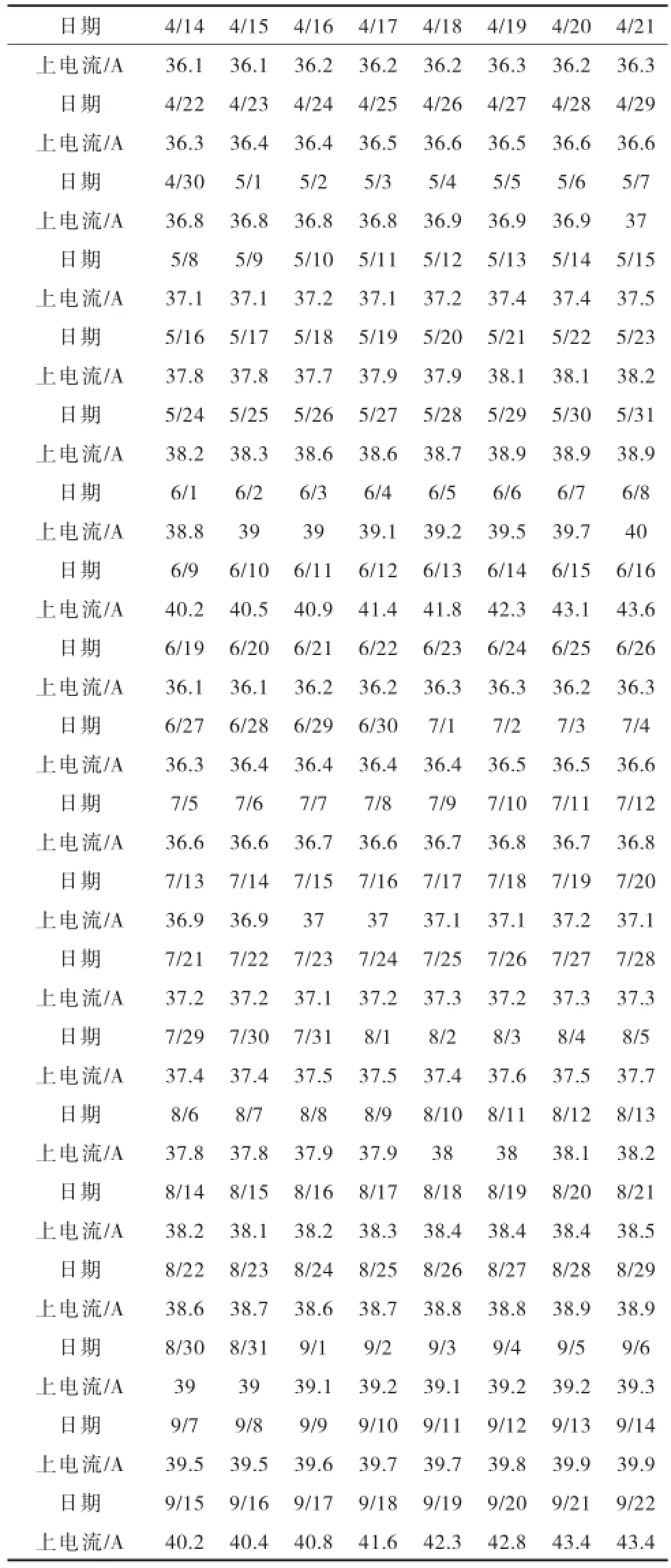
表51 号井电流数据跟踪
2.2.5 不同区块试验数据结果统计
对不同区块试验期间的正常井数据进行统计,结果见表6。
分析试验期间的正常井数据,应用磁防蜡技术后,油井的清蜡周期延长,平均延长幅度为49.5%。但不同含蜡区块其效果不尽相同,含蜡量高的区块其清蜡周期的延长幅度较含蜡量低的区块要小。
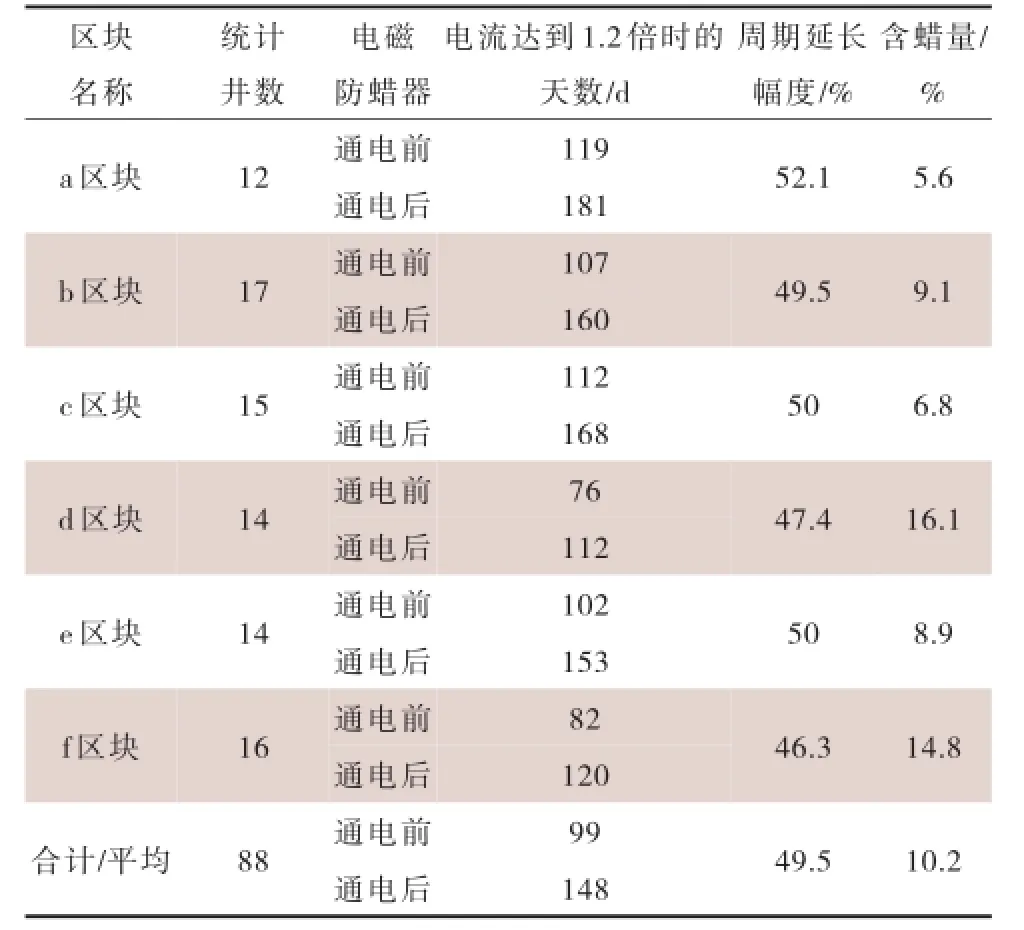
表6 不同区块试验数据汇总
2.2.6 应用界限评价
电磁防蜡器应用后可延长油井清蜡周期约50%,如果考虑效益应用,电磁防蜡器对单井的清蜡周期有要求。油井清蜡周期可依据下列公式计算:

式中:T——单井的清蜡周期,d,
M——单井单次热洗费用,万元,a——电磁防蜡器的使用寿命,年,f——电磁防蜡器的单价,万元。
在A油田,M的取值一般为0.3万元,a的取值一般为4年,f的取值一般为3.15万元。由此计算得出T≤46.3(约为46 d)。
因此,考虑经济效益,当一口井的清蜡周期在46 d以下时,应用电磁防蜡器才是可行的。
3 结论
1)磁对蜡晶的形成会产生抑制作用,但具体的机理尚需进行有条件的室内实验确定。
2)功率为300 W的电磁防蜡器的有效场强作用范围可适合A油田的油井。如需增加作用范围,可联系定制功率更大的设备。
3)磁防蜡技术可延长油井的清蜡周期,平均延长幅度可达到49.5%。含蜡量较低井的延长效果较含蜡量高井的效果好。
4)应用电磁防蜡器后,热洗产生的油料、热水、车辆损耗及人员会大大减少。
5)磁防蜡技术不能彻底杜绝蜡晶形成,只能减缓结蜡速率。
6)考虑经济效益,电磁防蜡器的应用对单井清蜡周期有要求,具体可由本文提供的公式进行计算。
[1]马忠合.磁防蜡效果分析[J].内蒙古石油化工,2014(16):71-72.
[2]李维佳,高艳宁.电磁防蜡器应用效果分析[J].中国石油和化工标准与质量,2013(22):92-92.
10.3969/j.issn.2095-1493.2017.02.012
2016-11-21
(编辑 李珊梅)
苗苗,2006年毕业于大连大学(美术教育专业),从事注水管理工作,E-mail:lichangsheng@petrochina.com.cn,地址:黑龙江省大庆市大同区第七采油厂敖包塔作业区,163517。
猜你喜欢
商品与质量(2019年47期)2019-06-18
钻井液与完井液(2018年5期)2018-02-13
钻井液与完井液(2018年5期)2018-02-13
农业科技与装备(2017年4期)2017-08-17
科技资讯(2017年3期)2017-03-25
化工管理(2015年36期)2015-08-15
科技与创新(2015年7期)2015-05-05
中国石油大学胜利学院学报(2015年2期)2015-04-25
物理教学探讨(2014年7期)2015-01-12
中国粮油学报(2014年8期)2014-02-06
