
双齿型锡林金属针布的应用实践
2017-02-27 09:42曹爱国王佃义高建录雒书华
纺织器材 2017年1期
曹爱国,王佃义,高建录,雒书华
(德州富华生态科技有限公司,山东 德州 273500)
双齿型锡林金属针布的应用实践
曹爱国,王佃义,高建录,雒书华
(德州富华生态科技有限公司,山东 德州 273500)
为兼顾梳棉机产量和质量,分析介绍双齿型锡林针布齿条的特点、选材及制造工艺等,并对该产品针布与格拉夫针布、国内某厂针布生产多个纤维素纤维品种的成纱和半制品质量指标进行跟踪对比。适纺结果表明:双齿型设计突破传统金属针布齿条单一齿型设计的理念,双齿型锡林针布的台时产量可提高20%~30%,短绒率降低约20%,性能稳定可靠,成纱质量优异,能满足纺织企业对高速、高质的需求。
梳棉机;双齿型锡林针布齿条;驼峰形;表面粗糙度;穿刺;握持
0 引言
纺纱的心脏在梳棉,梳棉的心脏在针布。在梳棉生产中,如何解决金属针布缠花、嵌花,盖板花多等导致成纱质量恶化的问题,是摆在工程技术人员面前的课题。
2015年6月,金轮针布(江苏)有限公司成功研制出双齿型锡林金属针布(以下简称“双齿型锡林针布”)用齿条,打破了传统金属针布用齿条的设计模式,为解决梳棉产量和质量不能兼顾的矛盾提供了有力的保障,同时解决了生产中发生缠花、嵌花、盖板花多等问题,实现了清梳联的高速、高产和高质。笔者对双齿型锡林针布在再生纤维品种上的应用情况进行探讨。
1 双齿型锡林针布齿条的特点及加工工艺
1.1 特点
1.1.1 设计齿型采用大小双齿
传统的锡林金属针布用齿条的齿型单一,其设计目的是提高金属针布的穿刺性能和握持性能,以增强梳理效果;而双齿的齿型设计主要提高了纤维释放、转移性能。
双齿型锡林针布齿条的大齿为驼峰形,小齿为直齿形结构,如图1所示。在梳理过程中,金属针布更易于握持纤维,使纤维停留在齿尖位置,提高了对纤维的分梳效果;而且由于采用大齿距、小齿深,杂质和短绒易抛离,纤维损伤小,并提高锡林与盖板间转移效率在30%以上,产能可提高20%~30%。
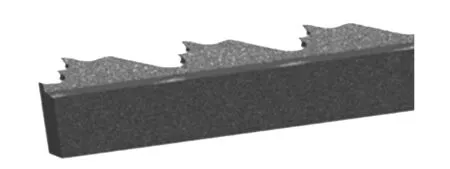
图1 双齿型锡林针布齿条
1.1.2 驼峰形齿背的优点
驼峰形齿背提高了纤维末端抛离锡林金属针布表面的高度,保证纤维能被盖板针布抓取,使长纤维得到充分分梳,从而提高纤维的分梳效果,并减少纤维损伤[1]。
1.1.3 特殊的齿条表面处理技术利于柔性梳理
双齿型锡林针布齿条表面采用等离子处理技术,其表面光洁、棱角圆滑,实现了柔性分梳且大幅度减少纤维损伤,上机短绒率约降低20%[2]。
1.1.4 适应能力强
在生产线密度不小于1.0 dtex的再生纤维时,双齿型锡林针布齿条的适纺能力强,使生条、成纱质量达到国际一流品牌同等水平,特别是生产9.7 tex以上品种时产品质量稳定、台时产量高。
1.2 选材与加工工艺
1.2.1 材料选择
双齿型锡林针布齿条,采用从欧洲进口的第三代金属针布专用优质高碳低合金钢GRST3钢丝[3]。
1.2.2 加工工艺与设备
双齿型锡林针布齿条,采用直进式拉丝技术和无氧化罩式炉生产,坯条表面粗糙度Ra值不大于0.10 μm、尺寸偏差为±0.005 mm,球化组织均匀、硬度极差不大于10 HV[4];采用第六代自动智能冲淬卷联合生产线,对齿条总高和齿形进行全流程动态监测,确保齿型精确、一致;淬火采用高纯度专用燃烧介质和进口高精度数字流量计,淬火硬度一致性好、金相组织均匀,晶粒度达到5 μm~8 μm[5]。
2 双齿型锡林金属针布在纤维素纤维的生产实践
为了验证双齿型锡林金属针布对成纱质量的影响,在同机台、同锭号进行单唛试纺。
2.1 金属针布用齿条配置
双齿型锡林针布与瑞士格拉夫针布及国产锡林金属针布用齿条的配置对比见表1。
表1 金属针布用齿条型号配置对比

齿条型号金轮格拉夫国内某厂锡林AC2030S×01750-II+NFR-2030S×0.4AC2030S×01740道夫AD4030×01890PN4030×0.9AD4030×01890固定盖板格拉夫PT43/0刺辊金轮AT5005×05032V
由表1可知,3种锡林金属针布用齿条的型号存在差异,金轮的齿条型号不同于其他两种;道夫齿条型号近似,齿密相同;固定盖板齿条和刺辊齿条系同一制造厂的相同型号。
2.2 梳棉机上机工艺参数
梳棉机上机工艺参数见表2。
表2 梳棉机上机工艺参数
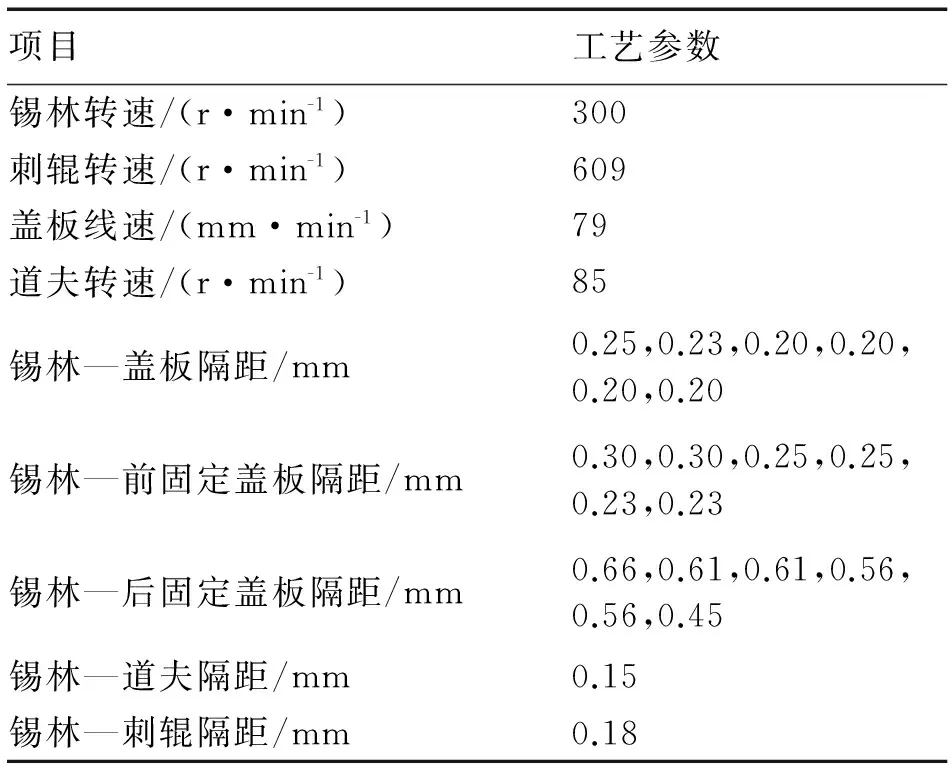
项目工艺参数锡林转速/(r·min-1)300刺辊转速/(r·min-1)609盖板线速/(mm·min-1)79道夫转速/(r·min-1)85锡林—盖板隔距/mm0.25,0.23,0.20,0.20,0.20,0.20锡林—前固定盖板隔距/mm0.30,0.30,0.25,0.25,0.23,0.23锡林—后固定盖板隔距/mm0.66,0.61,0.61,0.56,0.56,0.45锡林—道夫隔距/mm0.15锡林—刺辊隔距/mm0.18
2.3 新包金属针布试纺
试纺细特莫代尔M-2 14.58 tex KG2(1.0 dtex×39 mm)为例,对比分析不同制造厂家的新包针布运行初期的成纱质量情况。
双齿型锡林针布齿条与国内同型号锡林金属针布齿条均预先经抛光处理,表面已无氧化层,稍有油污;而格拉夫金属针布用齿条因表面氧化层脱落而出现毛刺、表面粗糙度稍差,需经过一段时间的磨合后,方能达到最佳梳理效果。
2.3.1 在生产品种为M-2 14.58 tex KG2(1.0 dtex×39 mm)机台上,对各新包金属针布进行跟踪试纺,生条定量为20 g/(5 m)。表3为各金属针布上车第1个月的单唛纺成纱及半成品质量指标的对比情况,试验为每3 d~5 d测试1次。
根据表3数据,成纱及半成品质量指标的变化如图2所示。
表3 第1个月成纱及半成品质量指标对比
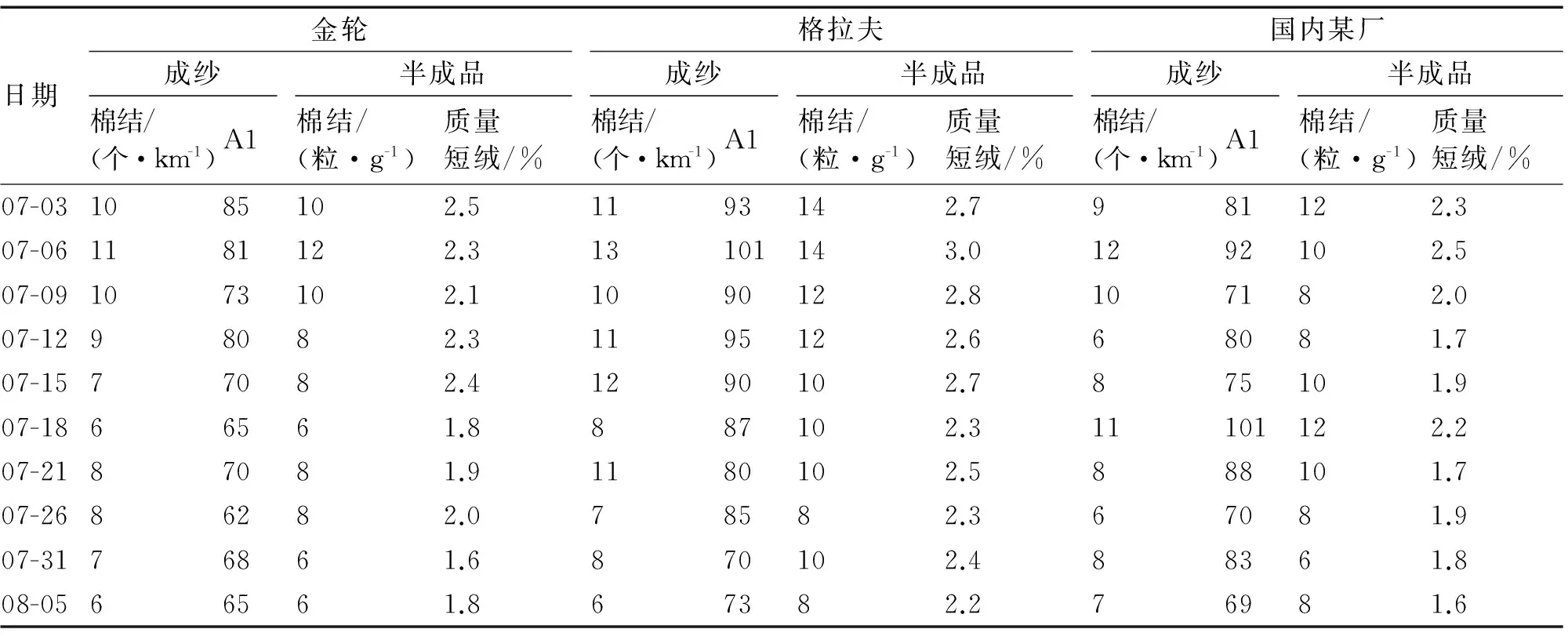
日期金轮格拉夫国内某厂成纱半成品成纱半成品成纱半成品棉结/(个·km-1)A1棉结/(粒·g-1)质量短绒/%棉结/(个·km-1)A1棉结/(粒·g-1)质量短绒/%棉结/(个·km-1)A1棉结/(粒·g-1)质量短绒/%07-031085102.51193142.7981122.307-061181122.313101143.01292102.507-091073102.11090122.8107182.007-1298082.31195122.668081.707-1577082.41290102.7875101.907-1866561.8887102.311101122.207-2187081.91180102.5888101.707-2686282.078582.367081.907-3176861.6870102.488361.808-0566561.867382.276981.6

a) 棉结 b) A1纱疵

c) 生条棉结 d) 生条短绒率
由表3和图2可以看出:随着设备运转时间的延长,新包金属针布齿条表面粗糙度得到改善,锋利度明显提高,减少了纤维在齿间的充塞,梳理转移能力增强,半成品及成纱各项指标均逐渐好转。金轮双齿型锡林针布齿条和国内其他同型号的金属针布齿条均为抛光针布,磨合时间约为7 d;而格拉夫针布齿条未经抛光处理则磨合时间超过20 d,且从半成品质量短绒率指标看,金轮针布和另一国产同型号针布均明显优于格拉夫针布。
2.3.2 经过第1个月的运转磨合,设备、器材及工艺均已处于最佳状态,再通过不同车速的单唛纺,不同台时产量的3种齿条金属针布对成纱质量的影响见表4。
根据表4数据,不同出条速度的情况下成纱及半成品质量指标的变化,如图3~图5所示。
由表4和图3~图5 可以看出,当出条速度为85 m/min和95 m/min时,3种型号的金属针布配置相比,成纱棉结和纱疵略有差异,其中格拉夫金属针布的指标最好,其次是金轮的,而国产同型号针布的成纱指标稍差;但随着出条速度的提高,如当车速达110 m/min时,成纱指标有明显差异:格拉夫金属针布成纱指标稍有恶化,但金轮的成纱指标却略有好转,基本和格拉夫指标持平,国内同型号金属针布的成纱指标出现明显恶化。
表4 不同车速使用不同制造厂金属针布齿条时棉结和A1纱疵对比

a) 棉结 b) A1纱疵

a) 棉结 b) A1纱疵

a) 棉结 b) A1纱疵
2.4 调整梳棉机工艺参数后试纺
2.4.1 为了进一步验证双齿型锡林金属针布的使用效果,在品种为R-1 14.58 tex KG2(1.33 dtex×38 mm)上跟踪试纺,试纺出条速度为130 m/min,生条定量为25 g/(5 m);由于车速和定量均有增长,所以对设备、工艺进行调整后参数见表5。
表5 调整后梳棉机工艺参数

项目工艺参数锡林转速/(r·min-1)420刺辊转速/(r·min-1)980盖板线速/(mm·min-1)79道夫转速/(m·min-1)130锡林—盖板隔距/mm0.30,0.25,0.23,0.23,0.23,0.23锡林—前固定盖板隔距/mm0.30,0.30,0.25,0.25,0.23,0.23锡林—后固定盖板隔距/mm0.66,0.61,0.61,0.56,0.56,0.45锡林—道夫隔距/mm0.20锡林—刺辊隔距/mm0.23
2.4.2 在品种为R-1 14.58 tex KG2(1.33 dtex×38 mm)上跟踪试纺。试纺的出条速度分别为130 m/min、150 m/min,试验数据如下。
a) 当出条速度为130 m/min时,成纱质量指标见表6、图6。
b) 当出条速度为150 m/min时,成纱质量指标见表7、图7。
通过以上数据及变化折线图对比可以看出:在台时产量相同的条件下,金轮双齿型锡林针布同格拉夫金属针布在产品质量方面无明显差异,且优于国内某厂同型号的产品质量,台时产量高,优势明显。
3 小结
3.1 金轮双齿型锡林金属针布齿条的成功研制和应用,增强了对纤维的握持和分梳并向释放和转移转变,颠覆了传统金属针布用齿条单一齿型的结构,填补了齿形设计的空白。
3.2 双齿型锡林针布的台时产量可以提高20%~30%,梳理效果及成纱质量随产量的提高而改善,更适合应用于清梳联设备。
3.3 双齿型锡林针布齿条在抓取和释放纤维与短绒的能力方面优于单一齿型。其工作角α和齿深h6的变化提高了道夫的转移率。
3.4 采用特殊抛光处理工艺的双齿型锡林针布齿条表面粗糙度好、棱角圆滑,大大减少对纤维的损伤,短绒率约降低20%,实现了对纤维的柔性分梳。
3.5 双齿型锡林针布齿条解决了因齿密增大、台时产量提高而出现的缠锡林、嵌花,盖板花多的一系列问题,减少了设备隐患的发生,稳定了产品质量。
3.6 应根据梳棉机台时产量调整上机工艺,以确保设备的平稳运转。
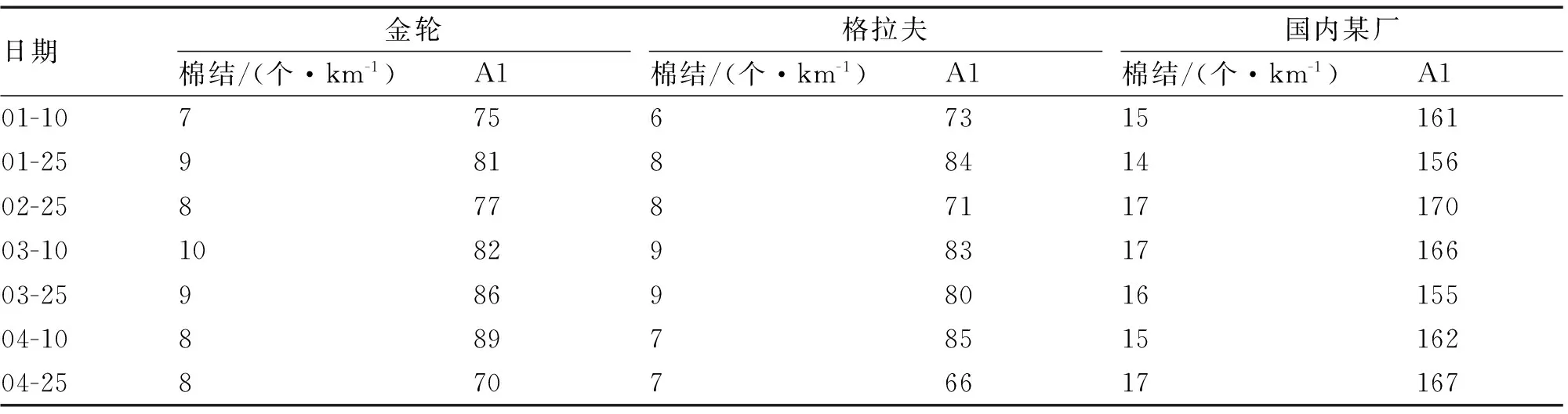
表6 出条速度为130 m/min时的棉结和A1纱疵对比

日期金轮格拉夫国内某厂棉结/(个·km-1)A1棉结/(个·km-1)A1棉结/(个·km-1)A101-105655577301-25627276978102-2565855287503-1056055477603-2576977499004-1066466088204-25556653777

a) 棉结 b) A1纱疵
图6 成纱质量指标变化(出条速度为130 m/min)
表7 出条速度为150 m/min时的棉结和A1纱疵对比
日期金轮格拉夫国内某厂棉结/(个·km-1)A1棉结/(个·km-1)A1棉结/(个·km-1)A101-107756731516101-259818841415602-258778711717003-1010829831716603-259869801615504-108897851516204-2587076617167

a) 棉结 b) A1纱疵
[1] 秦贞俊.驼峰型金属针布优点探析[J].纺织器材,2012,39(1):59-60.
[2] 严敏杰,王怡刚.金属针布的表面光亮处理工艺研究[J].上海工程技术大学学报,2002,16(1):23-25.
[3] 费青.新型针布高耐磨钢丝材质的分析与研究[J].棉纺织技术,1998,26(12):7-12.
[4] 孙勇,朱卫忠,周建平.罩式炉在针布齿条钢丝球化退火工艺上的应用[J].纺织器材,2005,32(2):14-17.
[5] 包晓萍,吴良,潘增荣,等.淬火加热工艺对金属针布耐磨性影响的研究[J].热处理,2005,20(3):17-19.
Application Practice of Double-teeth Wired Cylinder Clothing
CAO Aiguo,WANG Dianyi,GAO Jianlu,LUO Shuhua
(Dezhou Fuhua Ecological Technology Co.,Ltd.,Dezhou 273500,China)
In order to give consideration to both carding production and carding quality,introduction is made to the cylinder with double-teeth wire regarding performance,design and material selection and manufacturing process.Follw-up test is done of the varieties cylinder supports the comparative analysis of the cylinder with double-teeth wire and the wire made in Graf company and other domestic products in difference of spinning quality.It conludes that as a breakthrough of the traditional single wired clothing,cylinder with double-teeth wire is of stable and reliable perforamnce,good spinning quality,increasing production of 20%~30% hourly per unit,short fiber rate dropped about 20%,meeting the demand for textile enterprises in high production and high quality.
carding machine;double-teeth wired cylinder card;hump structure;surface roughness;penetration;holding performance
2016-06-02
曹爱国(1981—),男,山东菏泽人,助理工程师,主要从事梳理针布的配置及工艺设计。
时间:2016-10-08 21:31
TS103.82+1
B
1001-9634(2017)01-0036-06
http://www.cnki.net/kcms/detail/61.1131.TS.
20161008.2131.088.html
猜你喜欢
纺织器材(2021年3期)2021-07-27
国际纺织导报(2021年8期)2021-03-17
纺织器材(2020年2期)2020-06-05
纺织器材(2020年2期)2020-06-03
表面工程与再制造(2019年3期)2019-09-18
小说月报·原创版(2019年12期)2019-09-10
纺织器材(2018年5期)2018-04-01
新体育(2018年1期)2018-01-03
扬子江(2017年3期)2017-06-27
名人传记·财富人物(2016年2期)2016-03-08
