燃劣质煤火电机组“超低排放”技术路线选择
2017-02-13 07:00周宇翔黄晶晶
中国环保产业 2017年1期
龙 辉,周宇翔,黄晶晶
(1.中国电力工程顾问集团有限公司,北京 100120;2. 吉林电力股份有限公司,长春 130021)
燃劣质煤火电机组“超低排放”技术路线选择
龙 辉1,周宇翔2,黄晶晶1
(1.中国电力工程顾问集团有限公司,北京 100120;2. 吉林电力股份有限公司,长春 130021)
简述了美国燃劣质煤火电机组烟气治理技术的应用情况,介绍了国内燃劣质煤火电机组烟气治理技术发展情况,通过对燃劣质煤火电机组烟气治理技术的研究,结论是燃劣质煤火电机组应根据其高灰、高硫等特点进行具体分析,并对相关技术发展提出建议。
劣质煤;超低排放;协同治理
引言
截至2015年底,燃煤火电机组已投运脱硫装置容量约8.9亿千瓦,约占全国煤电机组容量的99%。燃煤火电机组已投运脱硝机组总容量约8.3亿千瓦,占全国煤电机组容量约92.0%。燃煤火电机组已全部安装除尘设备(电除尘器约占75%,其余为布袋除尘器和电袋复合除尘器)。截至2016年4月,累计1.6亿千瓦燃煤火电机组完成“超低排放”改造,“超低排放”改造工作已有向燃劣质煤火电机组发展的趋势。为此,研究燃劣质煤火电机组技术研究及技术路线选择十分必要。
1 美国燃劣质煤火电机组烟气治理技术应用情况
1.1 燃煤火电机组烟气治理标准方面
近十年来,美国对燃煤火电机组烟气治理标准的变化如下:
1)标准更严。2008年颁布的《清洁大气法修正案》二期,比1990年的《清洁大气法修正案》对污染物的控制力度更大,排放要求更严。其中对脱硫装置的要求如下:新上燃煤机组当采用石灰石-石膏湿法烟气脱硫工艺时,脱硫效率达98%~99%,脱硫装置可用率达99%;当采用烟气循环流化床脱硫工艺或旋转喷雾干燥法烟气脱硫工艺时,脱硫效率达95%以上,脱硫装置可用率达99%。2)2006年废除了对PM10的排放要求,专门对PM2.5提出排放控制要求。3)各州制定出对汞等重金属的排放标准及法规。
1.2 燃煤火电机组烟气治理技术发展
近十年来,美国燃煤火电机组烟气治理技术发展如下:
(1)烟气综合治理工艺示范装置
美国执行PPII计划(火电厂改进计划),美国能源部在国内AES Greenidge4号机组(104MW机组)安装了一套组合技术环保型示范装置。主要工艺路线为:低NOx燃烧器+SNCR+SCR+CFB-FGD(烟气循环流化床脱SO2、SO3工艺)+脱汞(活性炭脱汞工艺)+布袋除尘器示范装置,SO2脱除率>95%,SO3脱除率>95%,脱汞率>90%,NOx排放为150mg/Nm3。
(2)燃煤火电机组低低温电除尘器技术研究工作
2009年国内某企业与日本三菱公司探讨低低温电除尘器在中国应用的可行性,三菱公司提出要与美国开展合作。在燃煤机组完成低低温电除尘器项目后,美国公司开展了一些研究和试验。美国南方电力公司通过PM浓度/H2SO4雾浓度来评价腐蚀程度,当低低温电除尘器采用含硫量为2.5%的燃煤时,灰硫比在50~100可避免腐蚀,当采用含硫量更高的燃煤时,为避免腐蚀,灰硫比应大于200。图1为美国某项目评价腐蚀方法。
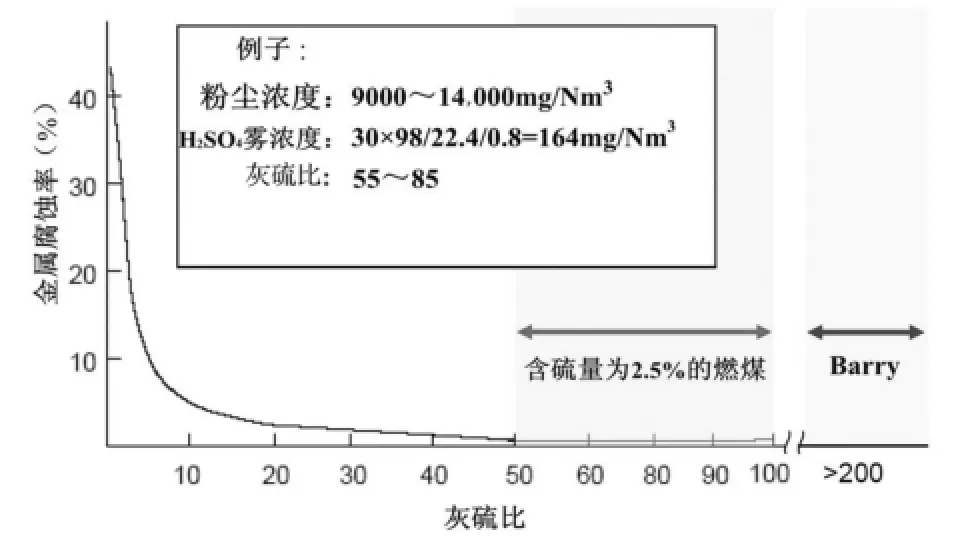
图1 美国某项目评价腐蚀方法
(3)湿式电除尘器技术在美国燃煤火电机组的技术发展
美国在2006年废除了对PM10的排放要求,专门对PM2.5提出控制要求。此后在燃煤火电机组建了8台湿式电除尘器,采取的除尘工艺路线主要是:布袋除尘器(电除尘器)+湿法烟气脱硫装置+湿式电除尘器。燃煤火电机组安装湿式电除尘器的目的为:1)满足美国环保排放法规的要求(美国2011年5月颁布的新的污染物控制标准,对燃煤机组颗粒物排放浓度控制要求折算成我国用的单位为12.3mg/Nm3,因此首先应满足该要求)。2)满足控制PM2.5、硫酸雾及脱汞的要求。
(4)活性炭烟气脱汞技术在美国的发展
在火电厂烟气脱汞技术发展方面,美国走在世界的前列,对煤中重金属进行分析,对其中一部分电厂采用活性炭脱汞工艺。美国已有169个机组完成了烟气脱汞工程应用。
(5)烟气脱SO3技术在美国的发展
在安装了SCR后,更多的电厂会出现“蓝烟”问题。据美国EPA估计,约75%的燃煤电厂在安装了SCR+湿法FGD后受到“蓝烟”问题的困扰,而SO3对于PM2.5的贡献是SO2的10倍。可采用在空气预热器入口喷射Na2CO3技术与回转式空气预热器相结合来提高热回收效率,通过前者能有效控制SO3浓度,防止空气预热器内结垢与腐蚀,后者有效回收热能。该工艺已成功应用于30多个锅炉,总装机容量超过17,000MW。
(6)提高汞氧化率的脱硝催化剂大批量更换
2015年,国内某企业对美国公司进行调研时,美方提出中国不要走他们的老路,安装烟气脱硝的电厂催化剂为满足烟气脱汞的需要,要更换成满足高氧化汞转化率的催化剂。
1.3 燃劣质煤火电机组烟气治理技术路线
美国自2006年提出PM2.5控制要求后,又对部分电厂提出除脱除传统的粉尘、NOx、SO2外,同时脱除PM2.5、SO3及汞的要求,进而提出了低NOx燃烧器+SCR+脱SO3(可选项)+脱汞(可选项)+高效ESP+WFGD+WESP(可选项)的技术路线。
如:美国Trimble County电厂2号机组湿式电除尘器的应用(2011年投运)。该电厂是美国燃高硫煤最环保的电厂之一。烟气治理技术路线:低NOx燃烧器 +SCR(NOx综合脱除率>90%)+喷射CaOH2系统(脱除SO3)+ESP+活性炭脱汞装置+FF+WFGD(SO2脱除率>98%)+WESP。
2 国内燃煤火电机组烟气治理技术应用概况
2.1 “超低排放”主要技术路线的选择
根据我国目前对电厂“超低排放”的要求,国内燃煤火电机组主要选择以下技术路线满足“超低排放”要求。
技术路线一:低NOx燃烧器+SCR+低低温电除尘器+湿法烟气脱硫工艺+湿式电除尘器。
技术路线二:低NOx燃烧器+SCR+高效除尘器+湿法烟气脱硫工艺+湿式电除尘器。
技术路线三:低NOx燃烧器+SCR+低低温电除尘器+优化后的湿法烟气脱硫工艺(含高效除雾器)。
2.2 主要技术路线应用情况
(1)技术路线一的应用情况
目前国内已有多台机组按照该技术路线完成改造,实现“超低排放”。主要投运业绩包括:浙能嘉华电厂7、8号机组、神华国华惠州电厂300MW机组、扬州第二电厂630MW等。
(2)技术路线二的应用情况
目前国内也已有多台燃煤火电机组按照该技术路线完成改造,并实现“超低排放”,其高效除尘器或采用优化后的电除尘器或采用电袋除尘器。主要投运业绩包括:华能白杨河电厂2×300MW机组,华能黄台电厂9、10号2×300MW机组,大唐黄岛电厂5、6号2×670MW机组,山西瑞光电厂300MW机组,广州恒运电厂9号炉330MW机组,石家庄热电厂等。
(3)技术路线三的应用情况
目前已有多台机组按照该技术路线完成新建或改造,并实现“超低排放”。主要投运业绩包括:华能金陵电厂2×1030MW机组、华能长兴电厂2 × 660MW机组、华能玉环电厂2号1000MW机组、重庆合川电厂2×660MW机组、宁夏鸳鸯湖电厂660MW机组以及中电投上海漕泾电厂2号1000MW机组等。
3 国内燃劣质煤火电机组烟气治理技术状况分析
3.1 燃劣质煤火电机组的主要分布区域
我国煤炭资源中、高硫煤占比大约30%,随着优质煤的使用量日益增加,燃煤火电机组将面对低硫煤资源日益减少、燃料成本上升,被迫使用中、高硫煤的局面。图2为主要产煤省中高硫煤(Sar>2%)储量的占比情况。
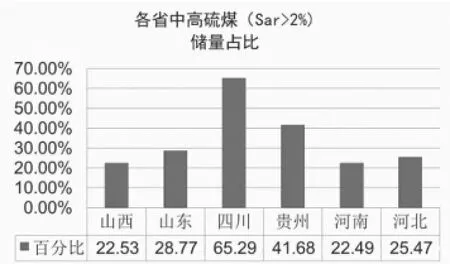
图2 各省中高硫煤(Sar>2%)储量占比
由于我国燃煤的巨大差异,使烟气治理技术的发展更具复杂性。例如,贵州、四川省等地火电机组燃煤硫分高,SO3和PM2.5排放最严重;山东、山西、河南、河北省等地部分火电机组燃煤硫分较高。国家将会出台更为严格的标准要求,SO3和PM2.5排放控制技术的研究已成为不可忽略的环节,在满足粉尘、NOx、SO2达标排放的前提下,还要考虑对SO3和PM2.5的控制。
3.2 燃劣质煤锅炉烟气脱硫及除尘“超低排放”改造技术方案
当FGD装置入口SO2浓度超过3500mg/Nm3(干基,6% O2)时,可采用串联塔或持液层托盘塔的技术方案,实现SO2的超低排放。
(1)改造方案一:串塔改造+湿式电除尘器方案
通过控制一、二级吸收塔的pH值实现分区控制,一级吸收塔低pH值运行,利于石膏氧化结晶;二级吸收塔高pH值运行,利于高效脱硫。一般一级吸收塔设计脱硫效率80%~90%,控制一级吸收塔出口SO2浓度500~700mg/Nm3,二级吸收塔设计脱硫效率93%~95%,通过两级吸收塔后,控制净烟气SO2排放浓度在35mg/Nm3以下,达到“超低排放”要求。图3为二级串塔烟气脱硫工艺流程图。
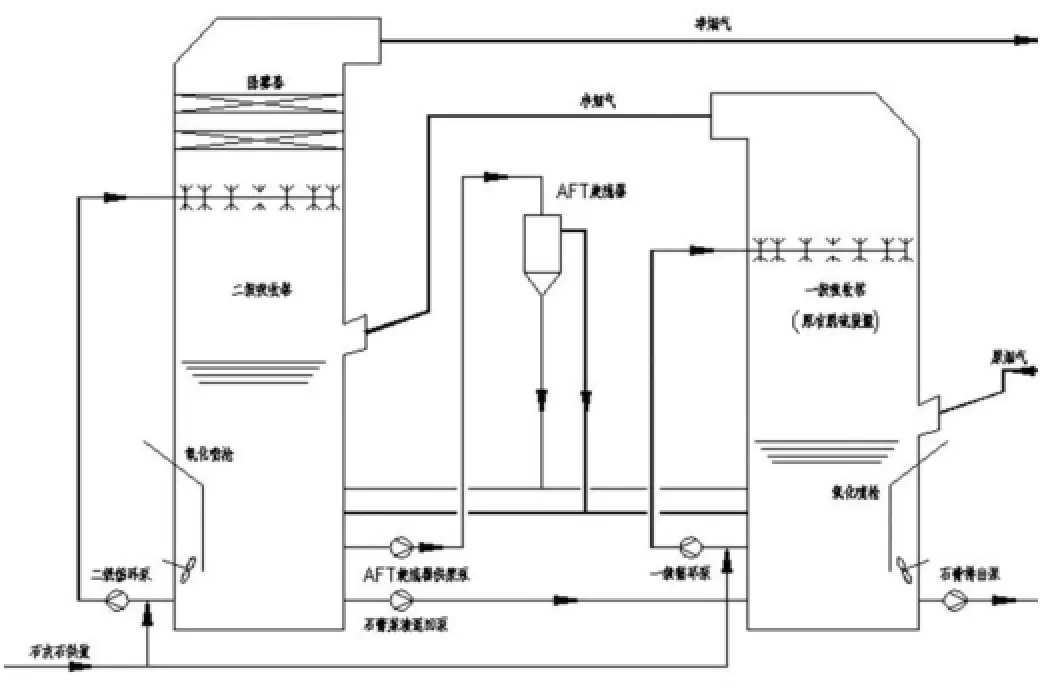
图3 二级串塔烟气脱硫工艺流程图
主要应用案例:山东某电厂300MW机组烟气脱硫改造项目。改造前设计煤质收到基硫份Sar为2.2%,FGD入口SO2浓度5547mg/Nm3,设计脱硫效率大于97%,出口SO2浓度小于166mg/Nm3。为达到超低排放要求,电厂对现有装置进行了“超低排放”提效改造,改造后设计入口/出口SO2浓度为5750/32mg/Nm3(标准状态,干基,6%含氧量),设计脱硫效率达99.44%。改造方案本着充分利旧的原则,利旧现有吸收塔作为一级吸收塔,新建一座吸收塔作为二级吸收塔。新建二级吸收塔直径12.5m,高29m,吸收塔内烟气流速3.5m/s,设置三层喷淋层,层间距2m。新建二级吸收塔配套设置除雾器和氧化风系统。脱硫增容改造工程已投入运行,在入口SO2浓度5000mg/Nm3左右时,净烟气SO2排放浓度低于30mg/Nm3,满足“超低排放”要求。
湿式电除尘器改造方案:WESP为立式复合材料收尘极,设计除尘效率不低于83%,进口含尘浓度30mg/Nm3,出口浓度保证≤5mg/Nm3。该机组于2014年9月投运,经测试,WESP除尘效率大于85%,出口烟尘排放为2.6mg/Nm3。
(2)改造方案二:低低温电除尘器+优化后的湿法烟气脱硫工艺(含高效除雾器)方案
主要采用低NOx燃烧器+SCR+低低温电除尘器+优化后的湿法烟气脱硫工艺(含高效除雾器)技术路线。
从整个电厂系统设计的角度考虑燃煤电厂烟气的治理,充分研究烟气中粉尘、NOx、SOx、Hg等污染物,各脱除工艺之间相互影响、相互关联的物理和化学过程,利用现有烟气污染物脱除设备之间存在的协同脱除能力,实现燃煤电厂大气污染物的协同与集成治理设计方案,为我国燃煤电厂烟气污染物超低排放提供了新思路。通过热回收器,烟温降低至酸露点以下,此时,绝大部分SO3在烟气降温过程中凝结。由于烟气尚未进入电除尘器,所以烟尘浓度很高,比表面积很大,冷凝的SO3可得到充分的吸附,对SO3去除率一般不小于80%,下游设备一般不会发生低温腐蚀现象,同时实现余热利用或加热湿法脱硫装置后的净烟气。湿法脱硫装置出口的液滴中含有石膏颗粒等固体颗粒,要达到颗粒物的超低排放,提高其协同除尘效率的措施:1)较好的气流分布;2)采用合适的吸收塔流速;3)优化喷淋层设计;4)采用高性能的除雾器,除雾器出口液滴浓度为20~40mg/Nm3。
主要应用案例:山西某电厂2号660MW机组超低排放一体化改造工程。该机组燃煤为中硫(St.ar为2.4%,入口SO2浓度5440mg/Nm3)、高灰(Aar为35.8%,除尘器入口烟尘浓度46mg/Nm3),采用以低低温电除尘技术为核心的烟气协同治理技术路线,系统中不设置WESP,低低温电除尘器+高效电源+薄膜持液层托盘单塔技术路线,利旧现有吸收塔,在吸收塔入口烟道上沿至最下层喷嘴层之间新增一层合金托盘,吸收塔上部加高,在现有四层喷淋层顶部再新增一层薄膜持液层,改造后吸收塔为一层合金托盘+四层喷淋层+一层薄膜持液层方案。拆除原有2级屋脊式除雾器,在吸收塔出口设置3级烟道除雾器,改造后除雾器出口雾滴含量小于20mg/Nm3。2015年12月,示范工程顺利通过168小时运行,各项指标达到超低排放标准,在入口烟气SO2浓度达到6000mg/Nm3情况下,出口SO2浓度小于20mg/Nm3,粉尘平均浓度5mg/Nm3(低低温未投运)。目前已通过地方环保监测站环保验收,烟尘排放浓度<5mg/Nm3,SO2排放浓度<35mg/Nm3。
3.3 燃劣质煤火电机组烟气脱硝“超低排放”改造技术
国内目前实现燃煤火电机组NOx“超低排放”要求的主要是选择性催化还原法烟气脱硝工艺(SCR)。
根据国外资料介绍,在采用SCR工艺时,会产生硫酸氢铵,进而造成空气预热器的腐蚀、堵塞,而硫酸氢铵的产生取决于NH3和SO3的浓度之积。只要SO3在2~3mg/Nm3之间,NH3>2mg/Nm3,硫酸氢铵积聚现象就会在空气预热器内发生。对于目前较难达标的锅炉型式,主要是燃无烟煤型锅炉,NOx原始浓度700~1000mg/Nm3,要求脱硝效率93%~97%,才能实现NOx低于50mg/Nm3的排放要求。但提高脱硝效率的主要途径是增加催化剂的体积量,要求脱硝效率提高,转化率提高。脱硝效率达到一定程度(90%以上),催化剂设计将遇到瓶颈,因为体积量的增加也将提高总体转化率。脱硝效率>90%,NH3/NOx混合的相对标准偏差设计目标值为2%,而国内现在的设计是5%,实际情况是15%或更差。
因此,高硫、高尘的烟气条件,尤其是要求高脱硝效率的情况下,原则上,现有的催化剂无法保证全部的性能指标。建议燃无烟煤的火电机组,采用SCR工艺,脱硝效率不大于90%,且NOx排放应控制在100mg/Nm3而不是50mg/Nm3。
3.4 解决燃中、高硫煤电厂SO3排放过高的问题
为解决燃中、高硫煤电厂SO3排放过高的问题,可在SCR出、入口喷碳酸钠溶液,协同解决空气预热器堵塞,延长催化剂寿命,通过改进空气预热器工作状态,可使锅炉效率提高,大幅减少末端腐蚀情况和检修费用,提高SCR对氮氧化物的脱除效率或有效延长催化剂的使用寿命。据了解,SO3脱除效率为95%~99%,并解决了烟囱出口SO3排放、酸腐蚀等问题。
4 燃劣质煤火电机组“超低排放”技术路线选择建议
对于燃中、高硫,高灰煤火电机组,国内部分项目已积累了一定的经验,既能满足粉尘排放控制要求,又脱除了大部分PM2.5以及部分SO3和Hg,以消除“蓝烟”。因此,建议技术路线:低NOx燃烧器+SCR+脱SO3(可选项)+高效ESP+WFGD+WESP(可选项)。同时,继续开展实验,验证燃中、高硫,高灰煤火电机组采用低低温电除尘器的可行性。
Selection of “Ultra-low Emission” Technical Route in Inferior Coal Power Generating Set
LONG Hui, ZHOU Yu-xiang, HUANG Jing-jing
X701
A
1006-5377(2017)01-0031-04
猜你喜欢
能源工程(2022年1期)2022-03-29
硫酸工业(2021年9期)2021-12-10
有色设备(2021年4期)2021-03-16
电子制作(2019年16期)2019-09-27
建材发展导向(2019年11期)2019-08-24
中国设备工程(2017年8期)2017-05-10
科技创新导报(2016年21期)2016-12-17
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
价值工程(2016年30期)2016-11-24
科技创新导报(2016年4期)2016-11-19