激光快速成形GH4169合金显微组织与力学性能
2017-02-07 08:11杜博睿张学军郭绍庆孙兵兵唐思熠
材料工程 2017年1期
杜博睿,张学军,郭绍庆,李 能,孙兵兵,唐思熠
(北京航空材料研究院 3D打印研究与工程技术中心,北京 100095)
激光快速成形GH4169合金显微组织与力学性能
杜博睿,张学军,郭绍庆,李 能,孙兵兵,唐思熠
(北京航空材料研究院 3D打印研究与工程技术中心,北京 100095)
利用GH4169合金粉末进行激光快速成形实验,制备出GH4169合金块状试样,并进行固溶时效热处理。利用扫描电镜(SEM)及能谱分析(EDS)等方法分别对激光成形沉积态及固溶时效态试样进行显微组织及元素偏析分析,并测试显微硬度、室温及高温拉伸性能。结果表明:沉积态微观组织为生长方向不一的细长柱状树枝晶,组织细小致密;经过固溶时效热处理后晶粒得到细化,晶粒内部仍保留枝晶亚结构;固溶时效态试样较沉积态显微硬度及抗拉强度大幅提高,塑性有所下降,但整体优于锻件技术标准。断口形貌表现为韧性穿晶断裂方式。
激光快速成形;GH4169;显微组织;力学性能
激光熔融沉积快速成形(LMD)技术,利用“离散-堆积”原理,采用高功率激光束对金属粉末进行逐层熔化、快速凝固、逐层堆积、直接制造出致密高性能金属零部件。该技术从零件的三维CAD模型出发,无需模具,直接制造零件,可以明显降低成本,缩短研制周期,是满足现代飞行器快速低成本研制和制造重要手段,同时也是满足航空航天超规格、复杂金属结构制造的关键技术[1-3]。该技术自20世纪90年代迅速发展以来,在国内外已经取得重要研究成果。美国AeroMet公司实现了激光快速成形制造的Ti6Al4V等飞机钛合金构件在F-22及F/A-18E/F等飞机上装机应用[4]。北京航空航天大学已实现激光熔化沉积TA15钛合金大型构件在飞机上的应用[2,5],西北工业大学激光制造工程中心制备出了高达3m的激光立体成形C919飞机中央翼缘条[6]。
镍基高温合金具有较高的高温强度,良好的抗氧化和抗热腐蚀性能,以及良好的疲劳性能、断裂韧度、塑性等,是目前航空发动机和工业燃气轮机涡轮等热端部件的主要用材[7-9]。航空发动机的需要对镍基高温合金的性能和使用条件提出了越来越高的要求,同时也推动了高温合金成形工艺的快速发展[10]。GH4169合金具有良好的耐高温性能、抗腐蚀性能和焊接性能,广泛应用于航空航天领域[11]。采用传统方法制造零件,一般铸造母合金经过熔炼过程制成,再经过锻造提高性能,成本高且受限于零件形状的复杂程度。利用激光熔融沉积快速成形技术制备致密高性能镍基高温合金具有无需模具、周期短、材料利用率高等优点,也是近年来的一个研究热点,国内外对镍基合金激光快速成形的研究已有相关报道,如Rene’41合金的激光沉积成形、Inconel 718的选择性激光烧结、FGH95合金的激光立体成形等[12-14]。本工作针对GH4169合金,研究了其激光快速成形过程中组织状态的形成原理及元素的显微偏析,对比分析了沉积态及固溶时效后力学性能的差异。
1 实验材料与方法
以粒度范围为50~100μm的氩气雾化GH4169合金球形粉末为原料,粉末化学成分如表1所示,以锻造GH4169板材为基材,在激光快速成形系统中进行实验。该系统由YLR-6000型光纤激光器、双通道送粉器、5轴联动龙门机床(行程2500mm×3000mm×1000mm)、同轴连续送粉熔覆头、充氩箱等部分组成。具体工艺参数为:激光功率800W,光斑直径0.8mm,扫描速率500mm/min,搭接率30%~40%,送粉率4~5g/min,氩气流量30L/min。成形件尺寸为80mm×40mm×30mm。

表1 氩气雾化GH4169合金粉末化学成分(质量分数/%)Table 1 Chemical composition of argon atomized GH4169 alloy powder (mass fraction/%)
将成形件用电火花线切割为相等的两部分,其中一部分进行固溶时效处理,热处理制度为:980℃×lh/空冷+720℃×8h/炉冷至620℃×8h/空冷。另一部分保留为沉积态。使用BX51M型光学显微镜(OM)和CS3400扫描电子显微镜(SEM)分析显微组织。金相腐蚀剂采用体积比为20∶20∶5∶10的H2O-HCl-HNO3-H2O2混合液。利用FM-800型显微硬度仪测定焊接接头显微硬度分布,载荷为4.9N,加载时间为10s。沿成形件的沉积方向加工成标准拉伸试样,在INSTRON5565型微机控制电子万能试验机上测试室温拉伸性能。
2 结果与分析
2.1 沉积态显微组织
图1为激光快速成形过程中激光扫描路径的示意图,采用交叉扫描方式,即下一层的扫描轨迹与上一层垂直交叉。图2为激光快速成形GH4169合金沿沉积方向的宏观组织。可以看出由于交叉扫描的成形方式,在此截面上,相邻熔覆层之间交替呈现不同的形貌,同时,每一层的沉积都会使前一层的部分区域发生重熔,如图2中虚线标注的区域,重熔区宽度约为0.3~0.4mm,单层沉积高度约为0.8mm。有研究表明,形成熔融痕迹层带条纹状形貌的原因是由于条纹线区域与其他区域的显微组织不同,在每层的熔池底部为平界面状生长,长离底部后为树枝状生长[15,16]。
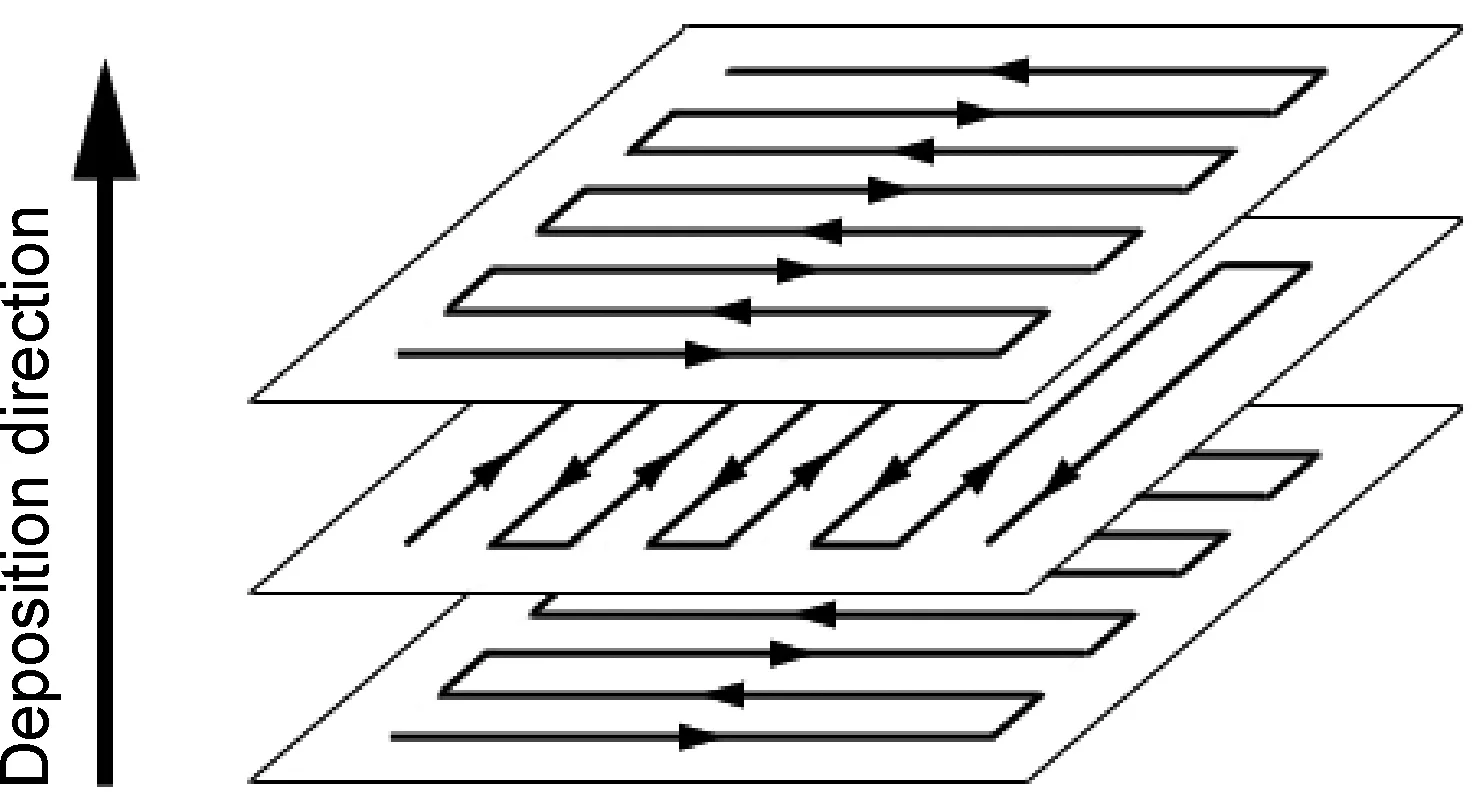
图1 激光扫描路径示意图Fig.1 Schematic illustration of laser scanning path
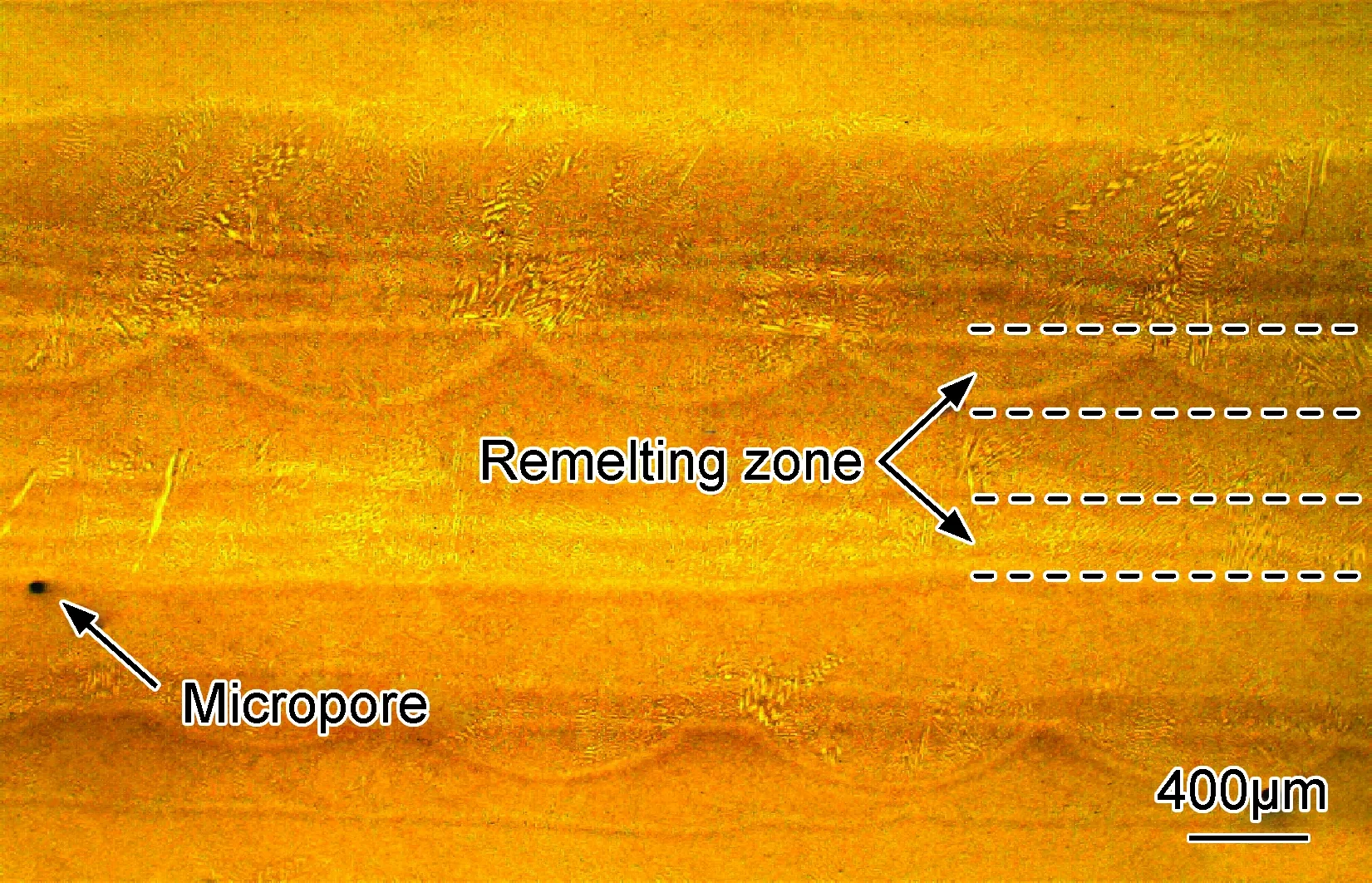
图2 激光快速成形GH4169合金宏观组织Fig.2 Macrostructure of laser melting deposited GH4169 alloy
从图2所示宏观组织还可以看到,存在的微小孔洞缺陷,缺陷形貌放大如图3所示为规则圆形,可推断其为气孔缺陷,尺寸约为50μm。同时对GH4169合金粉末进行了微观分析,可以看到球形粉末中存在部分空心粉,如图4所示。因此,造成激光快速成形GH4169合金出现气孔缺陷的主要原因是由于原始合金粉末中存在部分空心粉,在激光沉积成形过程中,空心粉末在熔池熔化后快速凝固,而气体来不及从熔池中逸出,留在成形件中形成缺陷。

图3 气孔缺陷形貌Fig.3 Optical micrograph of pore defect
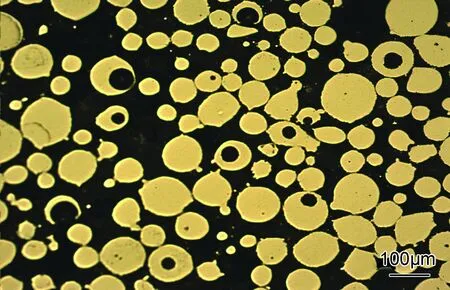
图4 GH4169合金粉末形貌Fig.4 Optical micrograph of GH4169 alloy powder
图5显示了激光快速成形GH4169合金沿沉积方向截面的显微组织,从图5中可以看出成形件由生长方向不一的细长枝晶组成。在激光成形过程中,凝固始终自熔池底部向熔池顶部进行,凝固过程中熔池液态金属与其固相基底始终保持接触,粉末同步送入熔池中导致熔池向激光扫描方向倾斜。根据晶体生长理论,枝晶的生长方向主要由其与最大温度梯度方向最为接近的择优取向决定,因此枝晶的生长也向扫描方向倾斜。由于相邻熔覆层的激光扫描方向交叉垂直,熔池内部温度梯度方向不同,因此后一层的枝晶生长方向与前一层的存在一定的偏差。由于激光快速熔凝所具有的高梯度、高速度的凝固特征,所得组织细密、均匀,枝晶一次间距约为5~10μm。

图5 激光快速成形GH4169合金微观组织Fig.5 Microstructure of laser melting deposited GH4169 alloy
2.2 元素显微偏析
激光快速成形沉积态GH4169合金显微组织呈柱状树枝晶生长,图6(a)为其背散射扫描照片,灰色区域为枝晶轴,白色区域为枝晶间。表2列出了枝晶轴与枝晶间的EDS分析结果,可以看出枝晶轴富集Cr,Fe等基体γ相元素,枝晶间富集Ti,Nb等组成偏析相Laves相元素。同时观察到方块状TiN的析出,如图6(b)所示。镍基高温合金在熔态金属和凝固初期形成的一次MC型碳化物,主要是TiN,NbC,性质稳定,在以后的热处理中基本不参与转变[17],通常碳化物相通过沉淀硬化仅提供有限的直接强化,更多的是通过抗剪切稳定晶界提供强化。
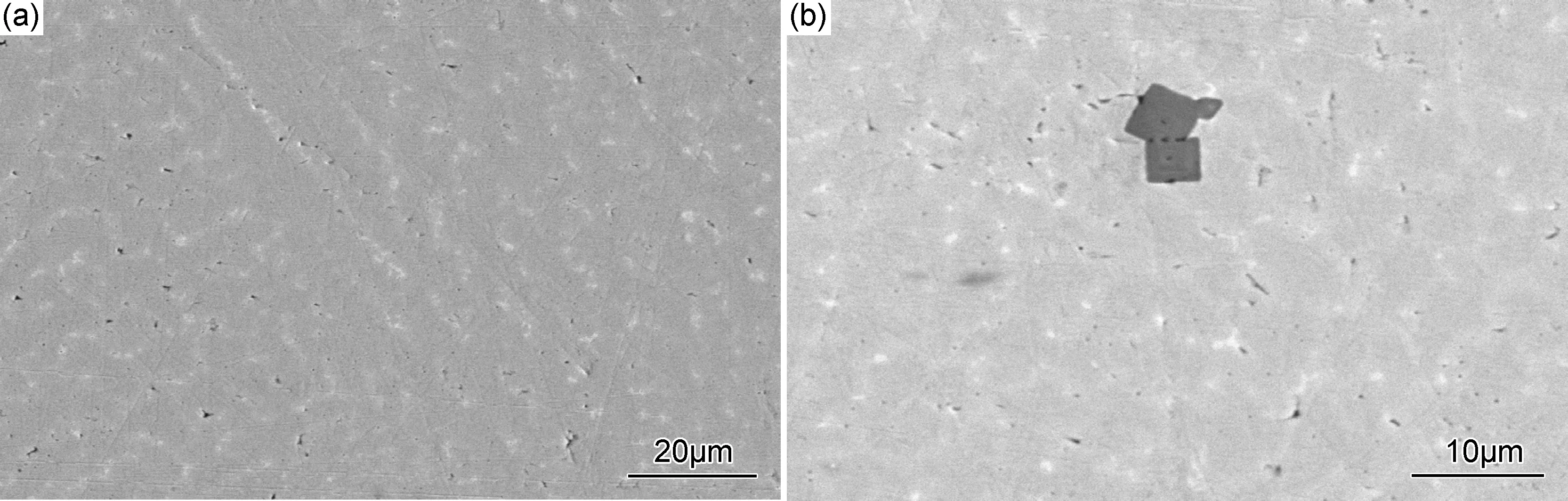
图6 背散射电子扫描照片 (a)沉积态GH4169合金;(b)TiN析出相Fig.6 Backscattered electron images (a)as-deposited GH4169 alloy;(b)precipitate of TiN

RegionAlTiCrFeNbNiDendriticregion(grayregion)0.891.0719.5115.802.8345.37Interdendriticregion(whiteregion)0.721.3416.1112.527.5639.33
2.3 固溶时效热处理状态显微组织
图7为激光快速成形GH4169合金经固溶时效后的显微组织。由图7可以看到,试样经过固溶时效热处理后,原沉积态组织中储存的较大的变形能得到释放,晶粒得到一定程度的细化,平均晶粒尺寸约100μm,个别晶粒尺寸超过150μm,晶粒内部仍然保留枝晶状亚结构。固溶时效过程使成分均匀化,一定程度消除了凝固枝晶偏析。本实验中GH4169合金经过标准热处理制度的组织由基体γ相及γ′,γ″,δ等析出相组成,γ″相是主要强化相,γ′相数量仅次于γ″,起部分强化作用,δ相主要在晶界呈针状析出,有助于消除材料缺口敏感性[18]。
2.4 力学性能
本实验选取了激光快速成形GH4169合金对性能最有利的方向进行了取样和室温及高温拉伸测试,实验结果列于表3,同时列出了锻件技术标准以进行比较。可见,沉积态GH4169合金具有相当高的塑性,但强度较低。经过固溶时效热处理之后,室温强度提高了55%,塑性有所下降,但整体优于锻件技术标准。而在650℃的实验条件下,塑性低于锻件技术标准。同时也进行了显微硬度测试,结果表明,固溶时效后硬度(HV449)较沉积态硬度(HV288)接近提高了2倍。GH4169为沉淀强化型高温合金,固溶时效后,析出与基体共格的bct结构γ″相为主要强化相,fcc结构的γ′相起辅助强化作用。另一方面,经固溶时效热处理后晶粒得到细化,而晶内仍保留组织细密的枝晶亚结构,在一定程度上起到了强化作用。

图7 激光快速成形GH4169合金经固溶时效后的显微组织Fig.7 Microstructure of laser melting deposited GH4169 alloy after solution and aging treatment

表3 激光快速成形GH4169合金拉伸性能Table 3 Tensile properties of laser melting deposited GH4169 alloy
图8为GH4169合金沉积态及固溶时效态的室温拉伸断口宏观及微观形貌。可见,两种状态下的断口均为韧性断裂特征,中心为塑性区,边缘为撕裂区。断口分布大量韧窝,为等轴或近似等轴状,表现为韧性穿晶断裂方式。与固溶时效态相比,沉积态试样中心塑性区面积较大,韧窝较深,表现出较高的塑性,与室温拉伸性能测试结果是吻合的。
图3,4显示了当粉末本身存在空心粉时,将在成形试样中形成气孔,这将导致成形件的致密程度降低,在拉伸过程中容易形成微孔聚集型裂纹,对材料的室温及高温性能有着重要的影响。从工艺的角度,选用等离子旋转电极制备的实心粉末,或在激光快速成形后采取热等静压处理,可减少气孔缺陷。另一方面,调整热处理制度,改变固溶时效温度、时间或可改善激光成形金属性能,提高高温塑性,还需进一步深入研究。
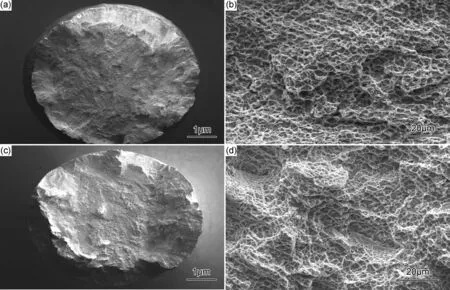
图8 室温拉伸断口形貌 (a)沉积态低倍;(b)沉积态高倍;(c)固溶时效态低倍;(d)固溶时效态高倍Fig.8 Fracture surface of tensile testing at room temperature (a)overall view of as-deposited alloy;(b)high magnification of as-deposited alloy;(c)overall view of alloy after heat treatment;(d)high magnification of alloy after heat treatment
3 结论
(1)激光快速成形GH4169合金宏观表现为相邻熔覆层之间交替呈现不同的形貌,微观组织由生长方向不一的细长枝晶组成,组织细小致密。由于空心粉的存在导致成形件中出现气孔缺陷。
(2)激光快速成形GH4169合金经过固溶时效热处理后晶粒得到细化,晶粒内部仍保留枝晶亚结构。
(3)经过固溶时效热处理之后,显微硬度及室温抗拉强度大幅提高,塑性有所下降,但整体优于锻件技术标准。而650℃高温条件下,塑性略低于锻件标准。断口形貌表现为韧性穿晶断裂方式。
[1] LIN J, STEEN W M. Design characteristics and development of a nozzle for coaxial laser cladding[J]. Journal of Laser Applications, 1998, 10(2):55-64.
[2] 王华明,张凌云,李安,等.先进材料与高性能零件快速凝固激光加工研究进展[J].世界科技研究与发展,2004,26(3):27-31.
WANG H M, ZHANG L Y, LI A, et al. Progress on rapid solidification laser processing for advanced materials and component[J]. World Sci-technol R&D, 2004, 26(3):27-31.
[3] 黄卫东, 林鑫. 激光立体成形高性能金属零件研究进展[J]. 中国材料进展, 2010, 29(6):12-27.
HUANG W D, LIN X.Research progress in laser solid forming of high performance metallic component[J]. Materials China, 2010, 29(6):12-27.
[4] 王华明,张述泉,汤海波,等.大型钛合金结构激光快速成形技术研究进展[J]. 航空精密制造技术, 2008, 44(6): 28-30.
WANG H M, ZHANG S Q, TANG H B, et al. Research progress of laser melting deposition of large titanium structure components[J]. Aviation Precision Manufacturing Technology, 2008, 44(6): 28-30.
[5] 王华明,张述泉,王向明.大型钛合金结构件激光直接制造的进展与挑战[J].中国激光,2009,36(12):3204-3210.
WANG H M, ZHANG S Q, WANG X M. Progress and challenges of laser direct manufacturing of large titanium structure components[J]. Chinese Journal of Lasers, 2009, 36(12): 3204-3209.
[6] 张学军, 唐思熠, 肇恒跃, 等. 3D打印技术研究现状和关键技术[J]. 材料工程, 2016, 44(2): 122-128.
ZHANG X J, TANG S Y, ZHAO H Y,et al.Research status and key technologies of 3D printing[J]. Journal of Materials Engineering, 2016, 44(2): 122-128.
[7] 王会阳, 安云岐, 李承宇,等. 镍基高温合金材料的研究进展[J]. 材料导报, 2011,(增刊2):482-486.
WANG H Y, AN Y Q, LI C Y, et al. Research progress of Ni-based superalloys[J]. Materials Review, 2011,(Suppl 2):482-486.
[8] SHYAM A, MILLIGAN W W. Effects of deformation behavior on fatigue fracture surface morphology in a nickel-base superalloy[J]. Acta Materialia, 2004, 52(6):1503-1513.
[9] GELL M, DUHL D N, GIAMEI A F. The development of single crystal superalloy turbine blades[A].Superalloys, 1980.205-214.
[10] 唐中杰, 郭铁明, 付迎,等. 镍基高温合金的研究现状与发展前景[J]. 金属世界, 2014,(1):36-40.
TANG Z J, GUO T M, FU Y, et al. Research present station and the development prospect of nickel-based superalloy[J] . Metal World, 2014,(1):36-40.
[11] QI H, AZER M, RITTER A. Studies of standard heat treatment effects on microstructure and mechanical Properties of laser net shape manufactured Inconel 718[J]. Metallurgical and Materials Transactions A, 2009, 40(10): 2410-2422.
[12] LI J, WANG H M. Microstructure and mechanical properties of rapid directionally solidified Ni-base superalloy Rene’41 by laser melting deposition manufacturing[J]. Materials Science and Engineering: A, 2010, 527:4823-4829.
[13] AMATO K N, GAYTAN S M, MURR L E, et al. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting[J]. Acta Materialia, 2012, 60:2229-2239.
[14] 冯莉萍,黄卫东,林鑫,等.FGH95合金激光成形定向凝固显微组织与性能[J].中国有色金属学报,2003,13(1):181-187.
FENG L P, HUANG W D, LIN X, et al. FGH95 superalloy laser metal forming directional solidification[J]. The Chinese Journal of Nonferrous Metals, 2003,13(1):181-187.
[15] 张霜银,林鑫,陈静,等.工艺参数对激光快速成形TC4钛合金组织及成形质量的影响[J].稀有金属材料与工程,2007,36(10):1839-1843.
ZHANG S Y, LIN X, CHEN J, et al. Influence of processing parameter on the microstructure and forming characterizations of Ti-6Al-4V titanium alloy after laser rapid forming processing[J]. Rare Metal Materials and Engineering, 2007, 36(10):1839-1843.
[16] CHONG C E, WILCOX W R. Control of interface shape in the vertical bridgman-stockbarger technique[J]. J of Crystal Growth, 1974, 21: 135-140.
[17] 庄景云,杜金辉.变形高温合金[M].北京:冶金工业出版社, 2006.
[18] 中国航空材料手册编辑委员会.中国航空材料手册:变形高温合金、铸造高温合金[M]. 2版.北京:中国标准出版社,2001.
Editor Committee of Chinese Aerospace Material Manual.Chinese Aerospace Material Manual: Deforming Superalloy and Casting Superalloy[M]. 2nd Ed.Beijing: Standards Press of China, 2001.
(本文责编:杨 雪)
Microstructure and Mechanical Properties of Laser Melting Deposited GH4169 Superalloy
DU Bo-rui,ZHANG Xue-jun,GUO Shao-qing,LI Neng,SUN Bing-bing,TANG Si-yi
(3D Printing Research and Engineering Technology Center,Beijing Institute of Aeronautical Materials,Beijing 100095,China)
The block samples of a Ni-based superalloy named GH4169 were prepared by laser melting deposited method using the corresponding GH4169 alloy powders, and then were heat treated with solution treatment followed by double aging. The microstructure and element segregation analysis of both as-deposited and heat treated samples were studied by scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS). The microhardness as well as tensile properties at room and elevated temperatures were tested. The results indicate that the microstructure of as-deposited sample mainly consists of columnar dendritic crystals that grow along with different directions. Grains are refined after solution and aging heat treatment, but remain dendritic crystals substructure inside. Compared with the as-deposited sample, the microhardness and tensile strength of the heat treated sample increase substantially, but the plasticity somewhat decreases. Nonetheless the tensile properties are superior to the standard values of forgings. The fracture surface exhibits ductile transcrystalline fracture mode.
laser melting deposition;GH4169;microstructure;mechanical property
10.11868/j.issn.1001-4381.2014.001258
TG146.4
A
1001-4381(2017)01-0027-06
北京市科技计划项目(Z141100002814002)
2014-05-23;
2015-08-10
杜博睿(1988-),男,工程师,硕士,主要从事激光3D打印及焊接技术研究,联系地址:北京市81信箱20分箱(100095),E-mail: duborui621@126.com
猜你喜欢
工程科学学报(2023年4期)2023-01-07
有色金属加工(2021年4期)2021-08-11
四川劳动保障(2021年4期)2021-07-22
材料科学与工程学报(2016年2期)2017-01-15
材料科学与工程学报(2016年1期)2017-01-15
中国环境监察(2016年4期)2016-10-24
焊接(2016年10期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
中国有色金属学报(2014年2期)2014-06-04