
板式给矿机的减速机轴与联轴器的焊接与修复工艺
2017-01-24 05:54唐立新朱宁
山东工业技术 2017年1期
唐立新 朱宁


摘 要:本文通过在检修现场对减速机轴与联轴器 俗称“接手”,出现松动现象。对它们的材质进行分析后,采用攻丝与焊接选择合适的焊接材料和制定合理的焊接工艺,成功地焊接了减速机轴(40CrNiMoA)与联轴器(灰铸铁)之间的焊缝,保证了焊接质量和接头性能。
关键词∶40CrNiMoA;灰铸铁;异种钢的焊接工艺
DOI:10.16640/j.cnki.37-1222/t.2017.01.015
0 引言
攀钢矿业公司密地选矿厂的板式给矿机的减速机轴与减速机ML/LM系列梅花形弹性联轴器 俗称“接手”因其间隙过大而出现松动现象被迫停产的紧急情况下。既无备件又无现场精加工条件;同时不能预热和保温的情况下,利用原有报废的“接手”采用在靠近减速机的一侧按90°平分为四等份,在这四个方向钻孔攻丝并用?16mm的螺栓紧固,达到钳工专业术语中的“点”固定的要求后。在接手靠电机一侧,使用Ni357焊条焊接过渡层,再使用THJ857Ni焊条焊接填充层和盖面层,加之合理的焊接工艺措施,完全能满足设备的使用性能。
1 焊接性分析
(1)减速机轴它的材质是40CrNiMoA钢(外文名40Cr steel)属于Q345钢的中碳调质钢,这种钢屈服强度达到880MPa-110MPa以上,它的含碳量较高(C:0.25-05%),并加入了Mn、Si、Cr、Ni、MO、w、Ti等多种合金元素,以保证钢的淬透性,消除回火脆性。再经过调质处理,以获得其最佳的综合力学性能淬透性高于45钢的高强度钢。(40CrNiMoA的化学成分表1及力学性能表2)①(185页∽187页引用)。
经调质并高频表面淬火后用于制造具有高的表面硬度及耐磨性而无很大冲击的零件,如齿轮、套筒、轴、主轴、曲轴、心轴、销子、连杆、 螺钉、螺帽、进气阀等。此外,这种钢又适于制造进行碳氮共渗处理的各种传动零件,如直径较大和低温韧性好的齿轮和轴以及电机轴等。
(2)40CrNiMoA的焊接性。40CrNiMoA钢是属于低合金高强度钢,它具有焊接热影响区的脆化和裂纹两个主要的焊接问题之外,还具有应力腐蚀开裂敏感性②。
焊接难点1: 焊接热影响区的脆化和软化。
40CrNiMoA钢属于中碳调质钢,由于含碳量高、合金元素多,钢的淬硬倾向大,Ms点低,因而在淬火区产生大量的脆硬马氏体,导致严重电机轴的脆化,焊接前为调质状态,热影响区被加热到超过调质处理的温度回火温度区域时,将出现强度和硬度低于母材的软化区。如果焊后不再进行回火处理,该软化区可能成为降低接头强度的薄弱区。设备事故突发性和减速机不能拆解体的情况下,只有焊前不预热和焊后不再进行回火处理,成为控制电机轴的热影响区脆化和软化是此次焊接技术的难题之一。
焊接难点2: 裂纹。40CrNiMoA钢的淬硬倾向大,近缝区出现粗大马氏体组织,增大了焊缝的冷裂纹倾向。为了提高抗裂性,应尽量降低焊缝的含氢量,并采用焊前预热和焊后热处理;40CrNiMoA中的合金元素含量高,焊缝凝固结晶时,结晶温度区间大,偏析倾向也很大,因而焊接时具有较大的热裂纹敏感性。为了控制热裂纹,采用含碳量不超过0.25%的焊接材料
(3)联轴器的材质是灰铸铁,它是以中碳以片状的石墨化形式存在,断口为灰色,因此而得名。力学性能非常低,所以一般认为灰铸铁的石墨相当于金属基体中的裂纹,因此削弱了基体的性能,(灰铸铁的化学成分表3)
(摘自GB/T 9439-1988)HT表示灰铸铁,随后的数字表示抗拉强度。
灰铸铁几乎没有塑性和韧性。以铁素体为基体的灰铸铁,其强度最低,以球光体为基体的灰铸铁,其强度最高。在灰铸铁所有牌号中以HT200及HT150两种应用最广泛汽车的缸体和机床以及机械设备中的减速机缸体、“接手”等。
(4)灰铸铁焊接性较差,特别是在手工电弧焊时,如果焊条选择不当或者没有采取一些特殊的焊接工艺,在焊接过程中极易产生一系列缺陷,这些缺陷中危害以焊接接头易出现白口组织及脆硬组织和焊接接头易出现裂纹尤为严重。在突发事故的生产现场和不可能进行减速机拆解的情况下,只能采取冷焊灰铸铁的焊接工艺,冷焊后焊接接头更难控制其焊接缺陷,①白口组织及脆硬组织 在补焊灰铸铁时,往往在熔合线处生成一层白口组织,甚至整个断面全部白口化,由于白口组织脆而硬,难以进行机械加工。产生白口组织主要原因有两个方面:一方面由于焊缝冷却速度快,特别是熔合线附近的焊缝金属是冷却速度最快的地方;另一方面是焊条选择不当,及焊缝中石墨化元素含量补充不足造成的。②裂纹 焊接灰铸铁时极易产生热应力裂纹和热裂纹,常见的是热应力裂纹产生裂纹的原因的是灰铸铁的塑性接近零,抗拉强度又低,焊接时焊缝强度往往高于母材,则母材牵制不住焊缝收缩,使结合处母材剥离。
2 焊接性方法和焊接材料的选择
40CrNiMoA中碳调质钢和灰铸铁两种异种材料,已从它们的材质和焊接性作了详细地分析。不难发现它们的共性:C含量高,Si、Mn合金元素多;同时容易出现焊接致命性的缺陷-焊接裂纹。下面我们将从两种不同的材料,采用手工电弧焊的冷焊焊接工艺中去寻找它们的共同特点,才是焊接40CrNiMoA中碳调质钢和灰铸铁两种异种钢的方法的唯一途径。
(1)焊接方法的选择 40CrNiMoA中碳调质钢常用焊接方法有气电焊、埋弧自动焊、手工电弧焊、点焊等;灰铸铁焊缝熔化焊通常包括:手工电弧焊预热与不预热、氧乙炔气焊预热与不预热、电渣焊等。它们的焊接方法共同特点是手工电弧焊。同时在不预热的情况下,需要很小线能量,手工电弧焊的冷焊焊接工艺无疑是一个最佳的选择。
(2)焊条的选择 焊接40CrNiMoA中碳调质钢时,为确保焊缝金属的韧性 、塑性和强度,提高焊缝的抗裂性,一般应低碳合金焊条,尽量降低焊缝金属的P、S含量。对于焊后不进行热处理的工件,如要求在动载条件下具有良好性能或者要求提高抗冷裂性,但是不要求焊缝与基体金属等强,可采用镍基合金或镍铬钢如HTG-2、HTB-3及奥502、奥507焊条。A502和A507的化学成分相近(A502表4)
灰铸铁在电弧冷焊焊接接头的冷却速度很快,焊接热应力比热大得多如何解决焊接接头的白口及裂纹是焊缝电弧冷焊的突出问题。有资料表明,焊缝的石墨化元素含量,通过改变焊芯和药皮成分在较大范围内调整,解决焊接接头的白口及裂纹,主要选择好焊接材料,调整焊缝的化学成分,增强焊缝的石墨化能;适当的焊接工艺,保持焊缝仍为灰铸铁。 (生产上常用电弧冷焊灰铸铁的焊条z308和z408③ 的化学成分见表5。
此次40CrNiMoA钢与灰铸铁焊接时,事故的突发性和不能拆解减速机的生产现场实际。最关键的问题是,焊接后的减速机接手必须承受交变载荷下,与电机接手相配合,它们是以“柱销”方式连接的,在电机的作用下,所产生的扭距力去运输高达200吨以上的矿石能力。根据生产随时开、停板式给矿机,启动设备时,扭距力达到峰值。这是焊接过程中,必须考虑到焊缝处于交变载荷下的高负荷运行状态,才是焊接技术的难点。
通过改变焊芯和药皮成分在较大范围内调整,解决灰铸铁焊接接头的白口及裂纹,主要选择好焊接材料,调整焊缝的化学成分,增强焊缝的石墨化能力,C和Si 是最主要的石墨化元素;40CrNiMoA要求在动载条件下具有良好性能或者要求提高抗冷裂性,但是不要求焊缝与基体金属等强,可采用镍基合金或镍铬钢如HTG-2、HTB-3及奥502、奥507焊条。所以根据等强度原则和化学成分相近原则.显然,奥502、奥507焊条和z308及z408都无法满足焊接要求的[2]。
根据异种钢焊接工艺的焊条选配原则:选择Ni357镍及镍合金焊条作为过渡层,低合金高强度中的THJ857Ni焊条作为填充层和盖面层,是综合性能最佳的焊接材料搭配。(它们的化学成分见表6表7)
表6和表7中分析发现:Ni357的型号GB/TENiCrFe-2,Ni357镍及镍合金焊条是焊接灰铸铁的良好过渡焊接材料,它的综合性能优于z308、z408;THJ857Ni焊条焊接40CrNiMoA的抗拉强度远远高于A502、A507,其抗拉强度740MPa接近母材的980MPa;说明只要选择合适的焊接工艺措施,能满足40CrNiMoA与灰铸铁焊接接头焊后的使用性能[1]。
3 焊接前的焊接准备
(1)首先在原有的减速机的接手靠减速机一侧的位置按90°平分其接手钻?15.8mm的四个孔,并攻丝上?16mm螺栓,将接手?钳工的专业术语?“点”固定在减速机的轴上。装配时,必须达到钳工的安装技术要求,也是达到此项焊接工艺的必要条件。
(2)使用“销子”连接减速机轴的联轴器与电机的联轴器,使减速机轴与电机轴在同一条直线上,并紧固4颗?16mm螺栓螺栓后。再一次将电机联轴器与减速机轴的联轴器分离开,待焊接。
(3)焊前焊条须经150℃左右烘焙1小时,装入100℃保温桶待用。并准备好一台直流焊接电源和两把圆头小锤子。
4 焊接工艺及措施
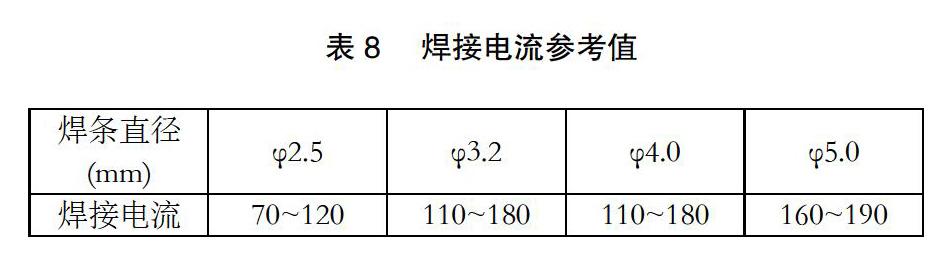
(1)焊接电流应根据焊接电流经验值进行估算:焊接电流(A)≈25d(焊接直径)。和个人对焊接操作的熟练程度来确定焊接电流值(焊接电流参考值见表8)[1]
(2)焊接过渡层时,Ni357焊条应采用长弧焊接,(长弧是指电弧与焊件的距离为1-1.5d,d为焊条的直径)并电弧偏于灰铸铁一侧,让灰铸铁一侧形成过渡层边焊边敲击焊缝,锤击焊缝消除焊接应力,避免裂纹,但是不得锤击焊缝区。
(3)将减速机轴(直径54mm)均分成六等分,采用对称施焊方法;每一次转动轴,两个焊接都处于立焊的爬坡位置;引弧和熄弧均在40CrNiMoA一侧;引弧时采用引弧板引弧,熄弧时弧坑必须填满。按照手工电弧焊冷裂纹自拘束试验中的手弧焊试验焊缝位置的方法进行焊接。(③267页)
(4)坡口角度为60?V形坡口,采用焊接电流参考值的中间值选择焊接电流,都处于立焊的爬坡位置,所以焊接时熄弧次数为30-35次/min,焊条角度为80-90?[2]。
(5)整个焊缝温度适当控制在250~300℃之间,层间温度也控制在250~300℃之间。在每段焊缝上焊接时,焊道长度不应超过70mm或者焊完一根焊条的1?3就灭弧喷水冷却,冷却后立即用带圆头的小锤在焊缝表面进行锤击减速机的接手,达到布满麻点为止,以消除应力达到的目的[5]。
5 焊缝检验及表面处理
(1)焊接后,收弧处无弧坑,表面无裂纹、无气孔、无夹渣、无未熔合、咬边等焊接缺陷。
(2)焊缝表面及母材周围进行着色处理,未发现裂纹。
(3)用角向砂轮机对焊缝表面余高齐平处理。
6 结束语
焊接接头通过半年的生产现场的使用检验,未发生裂纹和其他缺陷,说明Ni357焊条焊接过渡层,再使用THJ857Ni焊条焊接填充层和盖面层,加之合理的焊接工艺措施。此次成功地解决了40CrNiMoA与灰铸铁在交变载下,焊缝的抗拉强度接近母材的抗拉强度980MPa,焊接接头焊后的使用性能能满足生产需要。
参考文献:
[1]中国机械工程学会焊接学会.焊接手册[M].第二卷.机械工业出版社,1995(07).
[2]张志明等.超高强钢延迟裂纹研究[J].焊接学报,1981(04).
[3]电焊工[M].中国劳动出版社,2005(01).
[4]刘云龙.焊工技师手册[M].机械工业出版社,1998(07).
[5]丁伟等.钢轨及高锰钢辙叉焊工培训教材[M].铁道科学研究院金属及化学研究所,2004(01).
作者简介:唐立新(1972-),男,四川蓬安人,大专,电焊工技师,研究方向焊接技术及焊接工艺。
猜你喜欢
科学与生活(2021年16期)2021-11-25
神州·下旬刊(2017年10期)2018-01-15
中国机械(2015年1期)2015-10-21
中国高新技术企业(2015年32期)2015-09-01
机械制造文摘·焊接分册(2014年3期)2014-08-14
机械制造文摘·焊接分册(2014年3期)2014-08-14
中国高新技术企业·综合版(2013年7期)2013-08-13
管理观察(2009年8期)2009-04-29
