信息时代数控铣削的刀具路径优化技术
2017-01-10 02:47方玉峰
无线互联科技 2016年13期
关键词:路径优化
方玉峰
摘要:在加工过程中,工艺员在编制数控加工程序时对刀具参数、铣削方式、刀具路径等了解不透,造成模具曲面加工质量不高,加工工时过长和刀具使用寿命降低。当参数和路径选择不当时,模具会曲面过切甚至报废。因此,如何对多准则数控铣削刀具路径进行优化有很重要的意义。文章详细地介绍了数控铣削刀具路径的优化步骤,并以加工模具曲面时数控铣削刀具路径的优化为实例进行了分析,对数控铣削刀具路径的优化研究具有一定的指导意义和参考价值。
关键词:数控铣削;刀具规划;加工质量;路径优化
1 数控铣削刀具路径的优化准则
1.1 基于安全性的刀具路径优化
在数控加工过程中,刀具路径是其重要参数,在加工过程中,必须将安全放在首位。在刀具路径规划时,其中最主要的问题就是考虑刀具在快速的点定位过程中是否会与障碍物发生碰撞。
1.1.1 快速点定位的刀具路径优化
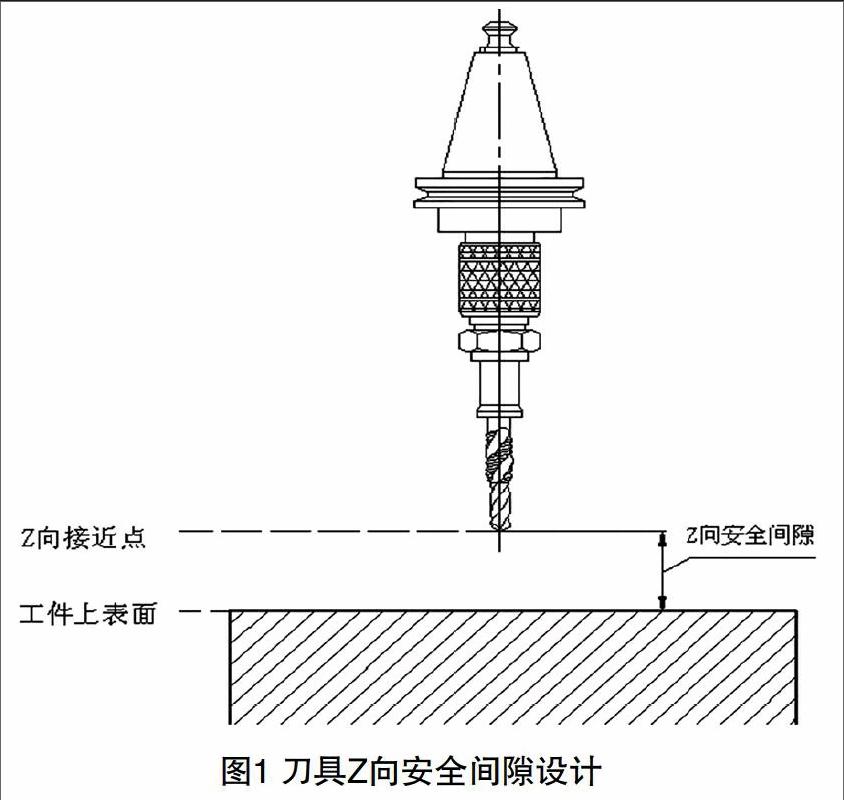
在对刀具路径规划时,必须注意刀具的快速移动路径,尤其注意工件表面的接触,必须保证刀具与工件具有一定的安全间隙。如图1所示,刀具在Z方向上快速进击时,必须谨慎考虑是否会出现撞刀。在不同情况下,工件与刀具之间的安全间隙的大小也有不同的选择。例如想要缩短加工时间,则可取较小值,但是该值过小则会产生危险。总之,对于间隙量大小的选定不只是一个简单的数据的选取,更是与加工工件材质、操作人员的技术经验等都有密切的关系。
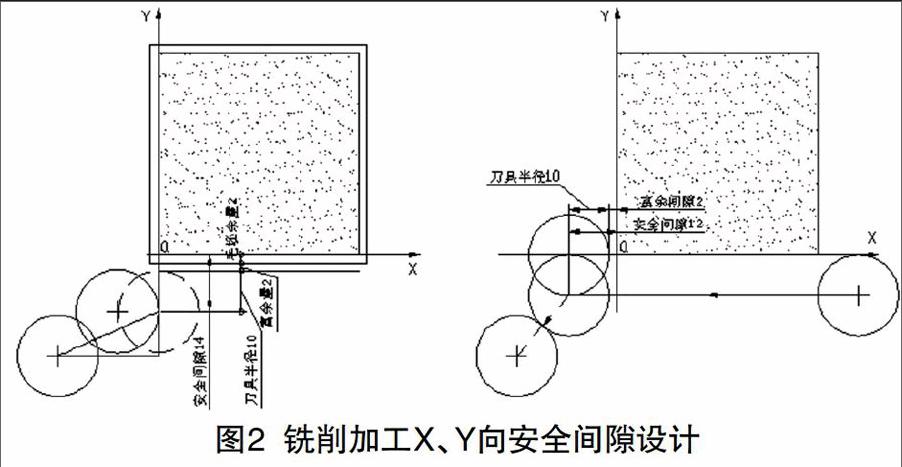
在铣削加工中,刀具从X,Y向靠近工件的情况与上述从Z向快速进给至工件的情况有所不同,因为刀具从X,Y向工件靠拢的过程中,刀位点没有在工件边缘,而是处在工件圆心,始终与刀尖相差一个刀具的半径和工件的半径之和的距离。因此在设计刀具与工件在X,Y方向的安全距离时,除了要考虑前面提到的相关内容外,还需额外考虑到刀具半径。必须使准备切削点处刀尖到工件原点的距离大于工件半径与刀具半径之和;同时刀具切出点也必须满足该条件。具体实例如图2所示。
1.1.2 避免障碍物的刀具路径优化
在刀具快速移动的过程中,必须保证没有障碍物的存在。铣削加工中常见的障碍物有:机床工作台及卡盘、分度头,虎钳、夹具、工件的非加工结构等。这些障碍物的存在不仅对选取工件的预留安全间隙有极大的影响,易发生撞刀;同时还使得刀具路径的规划变得复杂繁琐。与此同时,还应真正理解撞刀的含义,它不仅仅指刀头与障碍物的碰撞,还包括了刀具其他部分与障碍物的碰撞,如刀柄与夹具的碰撞。
数控编程代码G00的意思便是快速点定位,即快速地将刀具从一个点移动到另外一个点,但需要注意的是,CNC数控加工中的两点间点的移动不一定全是直线,如图3所示。点定位路线便是由两部分构成。一是刀具沿几轴等速移动,然后是单轴驱近目标点的折线,只有注意到点定位的实际意义及实际路线,才能真正避免出现碰撞。同时需要注意的是,不仅是G00,G28,029,G30,G81-G89,G73等代码的路线也有可能出现同样的问题。
1.2 数控铣削工件刀具路径的优化
1.2.1 基于尺寸精度刀具路径的优化
工件加工的尺寸精度、形位公差等的确保主要依靠于机床的进给运动的定位精度,对于闭环伺服系统的机床,其定位精度取决于检测装置的测量精度,但不得不说的是,大多数机床采用的是半闭环进给伺服系统,它们的尺寸精度等与数控机床的丝杆副、齿轮副的传动间隙的制造精度有极大的关系。因此在加工精度较高的工件时,必须在设计刀具路径的时候考虑到传动系统对加工的影响,这样才能设计出较好的定位路线。
如图4所示,在不同要求下对于6个尺寸相同的孔的加工,其刀具路径也有不同的设计方法。(a)中明显可见对孔的位置精度要求较高,此时在设计路线时一定要注意孔的点定位路线的设计,避免坐标轴的反向间隙影响位置精度,下面就对该例进行分析。若按(b)所示的路线加工,则由于4,5,6孔与1,2,3孔的Y轴定位方向相反,Y轴传动系统的反向间隙影响1,2,3孔的位置精度。若按(c)所示的路线加工,将6个孔的定位方向都选成Y轴方向,这样就可避免反向间隙的引入,因此提高了孔的位置精度。
1.2.2 基于工艺系统刚度刀具路径优化
为保证工件的完美加工,刀具路线的设计必须考虑到刀具切削力的影响,切削力不仅决定了零件加工的能耗,更是决定了零件加工过程中的工艺系统刚度。因此应尽量选取使得工件加工顺利进行但切削力最小的刀具路径进行设计。
例如对于薄壁类零件,它的加工难点在于如何防止工件加工变形。随着铣削加工的顺利进行,零件厚度逐渐变薄,零件刚性降低,加工变形增大,容易发生切削振颤,影响零件的加工质量和加工效率。
1.2.3 基于表面质量刀具路径的优化
工件表面质量的影响因素主要是刀具运动后留下的轨迹,具体来说就是刀在加工过零件后,会留有未加工到材料,这样的材料离理论工件面的高度称为残留高度,极大地影响了工件的表面质量。
如图5所示,球头铣刀在加工空间曲面和变斜角轮廓时,刀具路径间距的大小选取,是影响切削残留的重要因素。同时,切削行距越小,残余高度越小,有利于提高表面质量,但加工效率会降低。因此在编制有利于保证工件表面质量的刀具路线时,一定要注意残留高度的控制和保证精加工时的工艺系统稳定性。
1.2.4 螺纹加工刀具路径的优化
根据数控机床的结构特性可知,CNC在控制机床加工螺纹时,必须控制主轴旋转与刀具进给保持同步运行关系。也就是说,只有当主轴转速和刀具进给速度达到某一特定的值之后,数控机床才可以开始螺纹加工。因此在拟定螺纹加工路线时,必须设置足够长的安全间隙,来保证在工件的螺纹加工过程中,有足够长的距离来保证主轴转速和刀具进给速度达到同步关系。具体如图6所示,只有合理设计螺纹加工始点和终点,才可以使加工更加完善。
1.3 数控铣削刀具路径长度的优化
刀具相对工件的进给运动,主要是是点到点的定位运动,包括快速、非切削的空行程状态,此外还有刀具相对于工件的切削加工运动。对于刀具路径的优化最主要的目的就是在于刀具路径的最短化,当然前提是满足路线的安全性和工件的质量要求。
1.3.1 点定位刀具路径的优化
刀具切削工件前,要从某初始点开始快速运动接近工件;刀具完成切削任务后,又离开工件回到适当的结束点位置,该点通常是换刀点或机床参考点。因此,要缩短刀具接近工件的路线和切削后的回归路线,换刀点、对刀点、机床参考点的设置,要尽量靠近工件的加工部位,但要保证换刀及其他操作的方便和安全。
若同—刀具可同时对一次装夹工件的多个结构,或一次装夹的多个工件加工,则应设计好刀具从一个结构到另一个结构,或从一个工件到另一个工件的点定位路线,使各结构加工连贯进行,衔接自然合理,减少重复定位次数,并使定位路线总长最短。如图7所示,主要在于利用同一把刀具连续加工不同平面的孔,使得加工连续、顺利进行,极大地提高了加工效率。
1.3.2 进给切削刀具路径的优化
对于精加工之前的粗加工及半精加工,刀具路径长度越短,则加工时间越少,能量消耗也越少,同时也可以得到较高的加工效率。
如图8所示,对于矩形型腔区域的粗加工,当设置为平行铣削时如图8a,刀具的移动距离较短,切削效率较高,但加工表面质量很差;当设置为环形铣削时如图8b,加工后能够保证较高的精度,但刀具移动距离较长,并且切削效率较低。因此在实际加工过程中,要综合选取合适的加工路径。
2 控铣削刀具路径的优化实例分析
在用CAM软件编程加工曲面时,以UG软件为例,由于没有科学合理的选择影响加工便面质量的2个因素,切削行距αeo和步长L,使得零件表面加工质量粗糙而达不到使用要求。从h=R2-(α∞2/2)可以看出,影响残余波峰高度^的主要参数为行距αeo,h越大残余波峰越高,加工表面越粗糙,h、αeo与加工精度之间成正比关系。但是步距也不能太小,行距αeo越小,虽然加工精度越高,但是程序量也就越大,随之加工时间也就越长,影响了加工效率。所以在选择时要综合考虑。选择合适的行距αeo,还取决于刀具半径和曲面曲率的变化,一般情况下刀具半径和行距αeo之间成正比,刀具半径越大可以选择较大的行距αeo。也可在曲面曲率越大时选择较大的行距,但这不是绝对的,因为曲面曲率的变化会加工时间。
以图9-11实际加工的模具为例,探讨加工模具曲面时,数控铣削刀具路径的优化。
如图9所示为平行铣削方式,图10为同心圆铣削方式,图11为径向铣削方式。在相同的切削深度αeo和行距αeo下,图11径向铣削获得加工精度最高,图10同心圆铣削相对较差,图9平行铣削在2种方式之间,但是图11径向铣削曲面曲率变化最大,所需求加工时间也最长,图10同心圆铣削在同一步长L上曲面曲率基本无变化,所以加工时机床不减速,加工时间也最短。综合考虑,在减少行距αeo的基础上,采用图10的同心圆铣削,在得到较高精度的情况下提高了加工效率。当然这中铣削方式比较使用于图示模具。当然同时也要对与不同的曲面采用不同的铣削方式。
同时对于曲面曲率变化太大的模具,采用分区域加工的方式更为合适,比如在加工30″阀门金属模具的星型法兰时,就采用了分区域加工的方式。
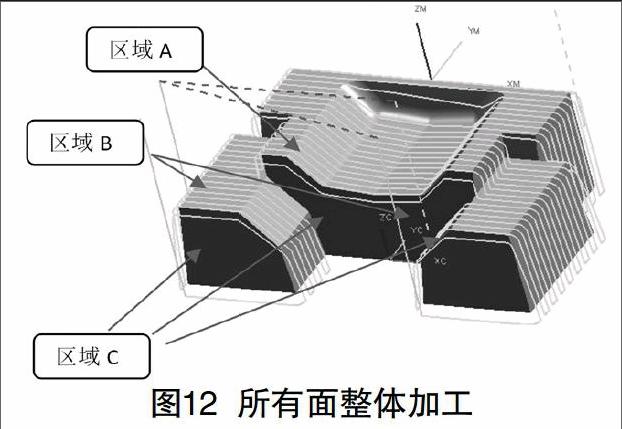
图12中选择所有面整体加工,加工中区域c步距太大,加工后面非常粗糙,不满足模具的使用要求。而把区域分割成A,B,C3个区域后再进行分区加工,这样得到的表面就比较光滑,减少钳工的打磨,从而模具精度也高。
3 结语
在模具实际加工的过程中,要从行距、步长、分区加工、行间、层间、切入切出点确定等方面研究刀具路径优化,要得到一个优化的道具路径需要综合考虑,以便保证模具的加工质量和生产效率,加工三维曲面工件时,所用加工方法很多,为了得到满足要求的加工精度和高的生产效率,要综合分析确定多准则数控铣削刀具的优化路径,不同的曲面采用最科学的行距、切入、切出、铣削方式、刀具等。
猜你喜欢
求知导刊(2016年35期)2017-02-24
经济研究导刊(2016年30期)2016-12-24