
低能量焊接工艺控制参数对熔滴尺寸的影响
2017-01-10 03:50:54张玉印黄鹏飞闫恒宇张华栋
电焊机 2016年12期
张玉印,黄鹏飞,闫恒宇,张华栋
(北京工业大学机械工程与应用电子技术学院,北京100124)
低能量焊接工艺控制参数对熔滴尺寸的影响
张玉印,黄鹏飞,闫恒宇,张华栋
(北京工业大学机械工程与应用电子技术学院,北京100124)
低能量过渡焊接技术(Low Energy Transfer Welding Technology,简称LET)是一种新型焊接方法,它采用推拉送丝的方式完成熔滴过渡,焊接过程无飞溅,并能有效降低焊接热输入。LET焊接系统通过电流输出和焊丝运动相互匹配,两者协同工作实现稳定焊接。由于熔滴尺寸直接影响熔敷速度,通过焊接工艺试验,深入研究燃弧峰值电流Iap、保持时间Tap、送丝速度vz2、焊丝送进延时时间T1、焊丝回抽速度vf1及焊丝回抽延时时间T3等控制参数对熔滴尺寸的影响规律。结果表明:随着Iap、Tap、vf1、T1和T3的增大,熔滴尺寸增大,而vz2对熔滴尺寸的影响不明显,适当调节焊接工艺参数能够有效控制熔滴尺寸。本研究为深入了解LET焊接工艺过程,有效调节焊接熔敷速度奠定了良好的实验基础。
推拉送丝;熔滴过渡;控制参数;熔滴尺寸
0 前言
近年来,轻量化薄板材料广泛应用于汽车、造船、集装箱等工业领域,薄板的焊接自然成为一个要解决的重要问题[1]。薄板焊接对热输入比较敏感,焊接过程中容易出现材料的热变形和烧穿现象[2]。传统电弧焊接方法热输入较高,无法满足薄板焊接的需求,实践表明表面张力过渡焊接技术(STT)能够有效解决这一问题[3]。但是,STT焊接技术在燃弧阶段要有一个较高的电流值来保证熔池的良好流动性,电流较低会降低焊丝熔化速度、延长熔滴过渡时间,加之STT焊接技术配合的是等速送丝,可能导致固体短路的出现,并且较高的燃弧电流值会增加对母材的热输入。LET焊接技术是一种新型焊接方法,它采用推拉送丝的方式完成熔滴短路过渡,能有效降低焊接过程的热输入。在焊接过程中发生短路时,送丝电机反转,依靠焊丝回抽的机械力完成熔滴过渡。在焊丝回抽过程中,控制电源输出较小的焊接电流,从而降低了焊接热输入和减少了焊接飞溅,使焊接过程对母材热输入较小,工件不易变形,LET焊接适用于对热输入比较敏感的薄板焊接。由于熔滴尺寸直接影响焊丝的熔化速度和焊缝成形,为了更好地研究LET焊接工艺过程,在此通过焊接试验深入研究了焊接工艺参数对过渡熔滴尺寸的影响规律。
1 LET焊接系统控制方案
如图1所示,LET焊接系统的熔滴过渡方式是通过机械力回抽焊丝实现的短路过渡形式。焊接过程的控制方案采用电源输出电流与焊丝运动协同配合的方式,通过波形控制使输出电流配合焊丝的运动,保证焊接过程稳定,进而达到降低焊接过程的热输入,确保焊接过程几乎无飞溅和良好焊缝成形的效果[4]。
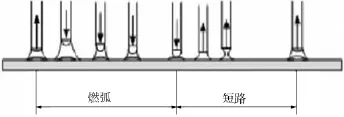
图1 焊丝运动示意Fig.1 Wire movement schematic
LET焊接系统控制方案示意如图2所示,图2a为焊接过程中的电压波形,图2b为燃弧和短路状态对应的焊丝运动状况,图2c为对应的输出电流波形。当电弧电压U大于某临界值U0时判断电弧处于燃弧状态,当U<U0时为短路状态。v代表送丝速度,当v>0时为焊丝送进状态,v<0时为焊丝回抽状态。当判断为燃弧状态时,开始计时并给定燃弧峰值电流Iap,经过设定时间T1后伺服电机以速度vz2正转即焊丝送进,当时间达到保持时间Tap时,焊接过程进入燃弧后期,此时输出较小的燃弧后期电流Iab;当检测到短路状态时,为了避免小桥爆断产生飞溅,此时要输出小电流Id并且开始计时,当时间达到T3时,伺服电机以速度vf1反转回抽焊丝,进而熔滴被机械力拉断完成短路过渡;当时间为Td时,焊接过程进入短路后期,此时焊接主电源需要输出较大电流Ih,此电流既有利于下一周期电弧的再引燃,也能促进缩颈的产生,进而降低焊接周期时间,提高焊接效率,当焊接过程进入下一个燃弧状态,标志着焊接过程一个周期的完成[5]。
该焊接系统短路过渡时依靠机械拉力拉断熔滴液桥,并且短路时电流值较小,从而实现低能量焊接。该系统短路过渡均匀,送丝系统与焊接电源配合良好,整个焊接过程十分稳定,几乎没有飞溅,焊缝均匀美观。
2 试验方案
试验通过LabVIEW软件对焊接过程进行实时数据采集,可以得到熔滴过渡周期时间,即可得到熔滴过渡频率。焊接过程中通过统计焊接时间和焊丝熔化长度,得到焊丝熔化速度,进而得到单周期焊丝熔化长度,用此数据来表示熔滴的相对大小。
LET焊接工艺试验所选材料和选用参数如表1、表2所示。
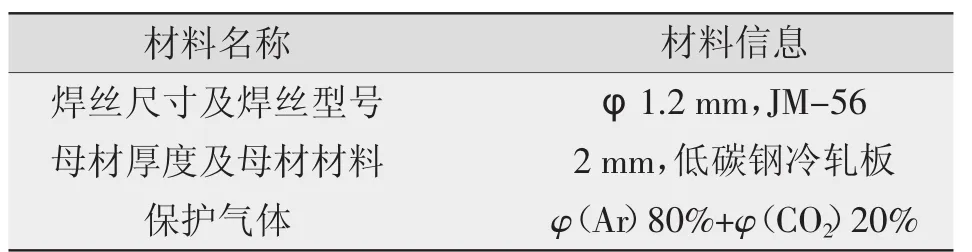
表1 LET焊接试验所用材料Table 1 LET welding experiment materials used
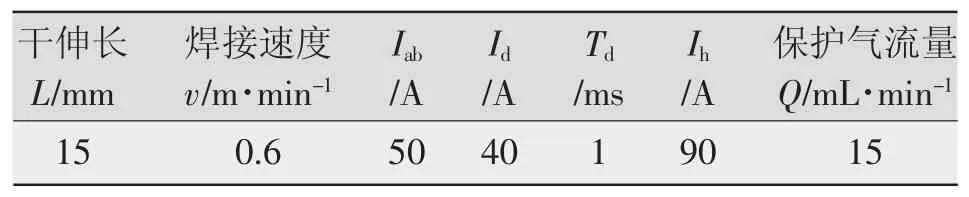
表2 LET焊接工艺试验选用参数大小Table 2 The size of LET welding process parameters
在LET焊接系统控制方案中,燃弧后期电流值Iab选为50 A,此值较小,主要作用是提供维持电弧加热焊丝基本能量,较小的电流值还能降低焊接过程中的热输入。短路前期电流值Id为40 A,其主要作用是避免较大电流流过短路前期小桥的情况出现,从而减少飞溅。保持时间Td为1 ms,短路后期电流值Ih为90 A,此值较大,主要作用是提供能够顺利再引燃电弧的基值电流,并促进缩颈的形成,提高焊接效率。
在LET焊接系统控制方案中,首先进行初步的工艺试验,找到稳定工作区间,然后分别在固定送丝参数的条件下改变电源输出参数,或者在固定电源输出参数的条件下改变送丝控制参数,研究不同条件下各参数匹配对熔滴尺寸的影响规律。
3 控制参数对熔滴尺寸的影响规律
焊丝的每次前进与回抽量之差所对应的焊丝体积为每次焊丝过渡量,也就是过渡金属的体积。焊接过程每个周期的能量输出应该正好能够熔化这部分金属体积,这就要求对电流、电压波形进行设计,使之匹配焊丝运动,达到稳定焊接的目的。
3.1 Iap和Tap对熔滴尺寸的影响规律
控制方案中的Iap为燃弧峰值电流,它能够保证电弧顺利的再引燃并促进熔化焊丝形成熔滴以及加热母材,燃弧峰值电流的保持时间为Tap。Iap和Tap是熔化焊丝及向母材输入能量的最主要参数,其作用类似于传统脉冲MIG焊中的峰值电流Ip和峰值时间Tp。
焊接系统采用波形控制方案,燃弧初期电流值Iap选择150 A、200 A、250 A和300 A四个值,保持时间Tap选择1.5 ms、1.8 ms、2.1 ms、2.4 ms、2.7 ms和3.0 ms六个值。在其他控制参数不变的情况下,研究Iap和Tap的各种匹配方式对熔滴尺寸的影响,如图3所示。
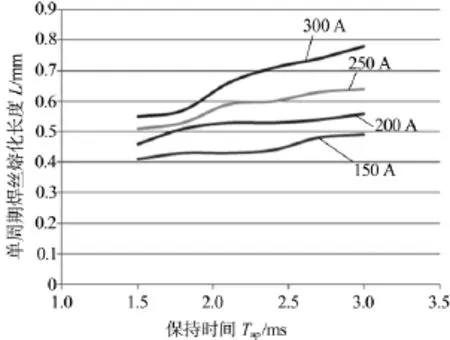
图3 不同Iap和Tap匹配下熔滴尺寸Fig.3 Droplet size when Iapand Taptake different values
此时,LET焊接系统所选其他工艺参数为:vz2= 450 r/min,T1=1 ms,vf1=400 r/min;T3=0 ms。
燃弧期间通过调整燃弧脉冲电流Iap和持续时间Tap以调整脉冲能量的大小,从而调节电弧长度,这种方法灵活简单,精确性较好。每个周期内焊丝熔化长度代表了过渡熔滴尺寸的大小,在不同燃弧峰值电流Iap和保持时间Tap的匹配下,熔滴尺寸也各不相同。由图3可知,随着燃弧脉冲电流Iap和保持时间Tap的增大,过渡熔滴尺寸变大。这是因为随着Iap和Tap的增加,会产生更多的燃弧峰值能量,这是加热熔池的主要能量来源,对熔化焊丝形成熔滴也起着非常重要的作用。更多的燃弧峰值能量用来加热熔池和熔化焊丝形成熔滴,使得短路阶段焊丝端头的熔滴向熔池内更充分的铺展,也使过渡熔滴尺寸变大。
3.2 vf1和T3对熔滴尺寸的影响规律
vf1为焊丝回抽速度,T3为焊丝回抽延时时间,其表征意义是当发生短路时开始计时,经过时间T3后,焊丝以速度vf1开始回抽。
LET焊接系统采用波形控制方案,焊丝回抽速度vf1选择300 r/min、350 r/min、400 r/min、450 r/min和500 r/min五个值,焊丝回抽延时时间T3选择0 ms、0.3 ms、0.6 ms和0.9 ms四个值。在其他参数值保持不变的前提下,使vf1和T3相互匹配来研究vf1和T3对熔滴尺寸的影响,如图4所示。
此时,LET焊接系统所选其他工艺参数为:Iap= 250 A,Tap=2.8ms,vz2=450r/min,T1=1 ms。
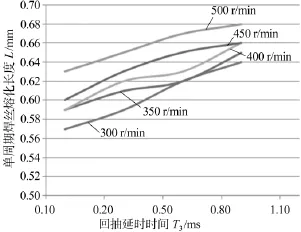
图4 不同vf1和T3匹配下熔滴尺寸图4 Droplet size when vf1and T3take different values
不同焊丝回抽速度vf1和T3匹配下每个周期内焊丝熔化长度代表了过渡熔滴尺寸的大小。由图4可知,随着回抽延时时间T3的增大,过渡熔滴尺寸变大。这是因为随着T3的增大,焊丝送进时间加大,导致焊丝每次前进与回抽量之差(即步距S)增大,T3越大,熔滴向熔池过渡时间越长,使熔滴在熔池内更充分的铺展,最终增大焊丝端头的熔滴尺寸。结果表明,在焊丝送进延时时间一定时,随着焊丝回抽速度的增大,单周期焊丝熔化长度逐渐增大。这是由于vf1的增大减小了短路时间,加之惯性的存在,焊丝回抽速度越大,导致燃弧时间变长,而燃弧期间的功率大于短路期间,所以会产生更多的能量加热焊丝和母材,最终导致熔滴尺寸变大。
3.3 vz2和T1对熔滴尺寸的影响规律
vz2为焊丝送进速度,T1为焊丝送进延时时间,其表征意义是当判断为燃弧状态时开始计时,经过时间T1后,焊丝以速度vz2开始送进。
试验方案中焊丝送进速度vz2选择400 r/min、450 r/min、500 r/min和550 r/min四个值,焊丝送进延时时间T1选择0 ms、1 ms、2 ms、3 ms和4 ms五个值。其他参数值保持不变,vz2和T1的各值相互匹配。不同vz2和T1匹配下的熔滴尺寸如图5所示。
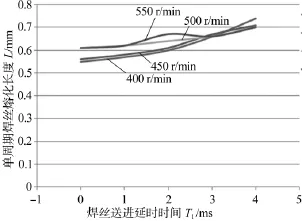
图5 不同vz2和T1匹配下熔滴尺寸图5 Droplet size when vz2and T1take different values
此时,LET焊接系统所选的其他工艺参数为:Iap=250 A,Tap=2.5 ms,vf1=400 r/min,T3=0 ms。
不同送进速度vz2和T1匹配下每个周期内的焊丝熔化长度代表了过渡熔滴尺寸的大小。由图5可知,随着焊丝送进延时时间T1的增大,过渡熔滴尺寸变大。这是因为T1代表着当电弧电压大于燃弧电压时开始计时,经过时间T1后,焊丝开始送进,即随着焊丝送进延时时间T1的增大,燃弧时间变长,进而会产生更多的能量来加热焊丝和熔池,使得焊丝熔敷速度增大。在焊丝送进延时时间T1一定时,随着焊丝送进速度的增大,单周期焊丝熔化长度变化不大。这是因为送丝速度的变化会影响燃弧时间,而燃弧能量的变化取决于燃弧后期短路电流的作用。由于短路电流幅值较小,对能量影响不大,所以焊丝送进速度在一定范围内对熔滴过渡尺寸的影响不明显。
4 结论
LET焊接系统能够使焊接电流输出和焊丝送进、回抽运动配合良好,焊接工艺参数可调节范围广,焊接能量低,熔滴过渡平稳,无飞溅,焊缝美观,焊接效果良好。通过LET焊接工艺试验得到控制参数对熔滴尺寸的影响规律如下:
(1)随着Iap和Tap的增大,过渡熔滴尺寸变大。这是由于Iap和Tap的增大会产生更多的燃弧峰值能量用于加热熔池和熔化焊丝形成熔滴,最终导致熔滴尺寸变大。
(2)随着回抽延时时间T3和回抽速度vf1的增大,过渡熔滴尺寸变大。T3的增大使短路时间增加,从而导致熔滴过渡频率减小,最终使焊丝端头的熔滴尺寸变大;由于vf1的增大,减小了短路时间,增大了燃弧时间,而燃弧期间的功率大于短路期间,所以会产生更多的能量加热焊丝和母材,导致熔滴尺寸变大。
(3)随着焊丝送进延迟时间T1的增大,过渡熔滴尺寸变大。这是因为随着T1的延迟,燃弧时间增加,会产生更多的能量来加热焊丝和熔池,并且减小了熔滴过渡频率,从而使焊丝端头的熔滴尺寸变大;由于燃弧后期电流较小,送丝送进速度对燃弧能量的影响也很小,vz2在一定范围内对熔滴过渡尺寸的影响不明显。
[1]张撼鹏,殷树言.新型低能量输入电弧焊接系统及其过程控制研究[D].北京:北京工业大学,2007.
[2]阎红,孙冬梅,杨立军.薄板熔化焊方法的发展现状[J].焊接技术,2000,29(4):10-11.
[3]王燕,张富巨.STT焊机在超细晶粒钢焊接中的试验研究[J].电焊机,2008,38(1):63-67.
[4]黄鹏飞,冯伟,路永全.推拉送丝焊接设备及工艺[J].电焊机,2014,44(9):32-35.
[5]路永全,黄鹏飞.新型低能量焊接设备及工艺研究[D].北京:北京工业大学,2015.
Effect of control parameters of LET welding process on the droplet size
ZHANG Yuyin,HUANG Pengfei,YAN Hengyu,ZHANG Huadong
(College of Mechanical Engineering and Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China)
Low energy transfer welding technology is a new method of welding,It completes droplet transition by push-pull wire feeding,there is no splash during the welding process,and it can reduce the heat input effectively.The current output and the wire movement match each in order to achieve a stable welding process.Due to the size of the drop size affect the welding deposition rate directly,so this article studied the influence of the peak arc current Iap,retention time Tap,wire feeding speed Vz2,the delay time of welding wire feeding T1,wire withdrawing speed Vf1and the delay time of withdrawing welding wire T3by LET welding system.The Results prove that with the Iap,Tap,Vf1,T1and T3increasing the droplet diameter increases,with the increasing of Vz2,the droplet diameters have a little change.so It is possible to adjust the welding parameters appropriately to control the size of the droplet size. This work laid a good experimental basis for understanding of LET welding process and the regulation of weld deposition rate.
push-pull wire;droplet transfer;control parameters;droplet size
TG44
A
1001-2303(2016)12-0084-04
10.7512/j.issn.1001-2303.2016.12.18
献
张玉印,黄鹏飞,闫恒宇,等.低能量焊接工艺控制参数对熔滴尺寸的影响[J].电焊机,2016,46(12):84-87.
2016-03-07
张玉印(1988—),男,山东济宁人,在读硕士,主要从事现代焊接技术与自动化装备的研究。
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16 01:49:26
飞控与探测(2022年6期)2022-03-20 02:16:14
铁道机车车辆(2021年5期)2021-11-19 09:24:12
力学学报(2020年4期)2020-08-11 02:32:12
机械管理开发(2018年6期)2018-07-06 07:08:46
铁道科学与工程学报(2018年4期)2018-04-26 03:44:51
黑龙江电力(2017年1期)2017-05-17 04:25:08
焊接(2016年1期)2016-02-27 12:54:19
焊接(2015年3期)2015-07-18 11:03:24
电气化铁道(2014年1期)2014-11-27 02:54:51
