
点焊机器人气动枪与伺服枪优劣分析
2017-01-09 08:21:39韦子坚杨本周倪炳林温柳川赵继太
装备制造技术 2016年11期
韦子坚,杨本周,倪炳林,温柳川,赵继太
(柳州五菱汽车工业有限公司,广西柳州545007)
点焊机器人气动枪与伺服枪优劣分析
韦子坚,杨本周,倪炳林,温柳川,赵继太
(柳州五菱汽车工业有限公司,广西柳州545007)
在自动化焊接线中,点焊机器人所使用的焊枪按工作方式分为气动焊枪与伺服焊枪,两种焊枪在使用与维修中各有优缺点。由于结构的不同在维修与控制中有着很大的差别,影响设备利用率。了解两种焊接设备的原理及差异,是分析、解决问题的关键。
电阻焊;伺服焊枪;气动焊枪
点焊是将被焊工件压紧于两电极之间,并通以电流,利用电流通过接头流经工件接触面及附近区域产生的电阻热效应将工件加热到熔化状态,使两工件形成金属结合的应用方式。现代汽车制造业,零部件下车体焊接、车身焊接的设备主要为气动点焊枪。随着气动点焊技术的不断改进、发展,气动枪在技术上已经趋于成熟,焊接的质量和效率得到很大的提高。但是随着汽车行业对焊接要求的提高,传统的气动枪无论怎么优化还是暴露出许多的问题,如:无法控制焊接冲力、无法控制电极磨损量、焊接效率低下、脱焊漏焊等质量问题经常发生,也无法跟上汽车自动化生产线的发展需求[1]。因此诞生了伺服控制系统控制的伺服焊枪,它具有较高的焊接效率、焊接质量、电极定位、焊接板件冲力小等特点,成为汽车行业点焊中大家争先使用的设备,也是焊接发展的一个趋势。
1 机器人气动焊枪与伺服焊枪结构分析
1.1 气动焊枪结构与伺服焊枪结构
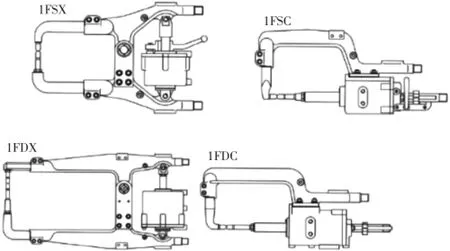
图1 气动焊枪结构

图2 伺服焊枪结构
1.2 气动焊枪焊接控制过程
点焊是板件组合后通过焊枪电极头对其施加压力,使被焊板件紧密有效地接触并形成回路,通过合适的焊接电流,在板件电阻的作用下产生电阻热,使接触部分熔化,让板件能够牢固的焊接在一起。整个点焊的工艺过程可以分为预压、通电、断电锻压三个阶段,板件接触部位通电时产生的热量由Q=I2Rt来决定。式中的I为焊接通电电流;R为板件电阻;t为导电时间。通过上式可以看出,焊接通电电流、板件间的电阻、导电时间是决定焊接质量的关键因素,板件的电阻即两层或多层板接触部分的电阻,接触部分又是由电极加压压力来决定的。所以说点焊的三大要素可以归结为:焊接电流、加压压力、焊接时间。想要达到最好的焊接质量,就要调试出最佳的焊接参数,这与工件表面的热处理、焊机电流、电极压力与焊机通电时间都有着莫大的关系[2]。
既然焊枪的压力大小决定了焊接的质量,那么焊接过程中焊枪压力的控制成为机器人点焊的关键部分,如图3所示。
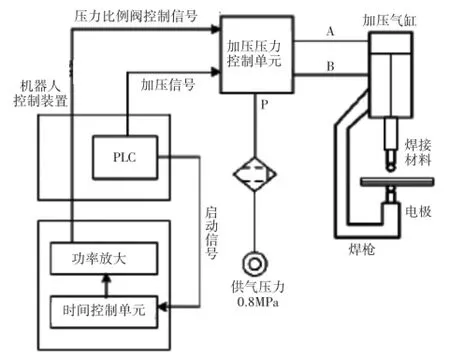
图3 气动枪压力控制系统
图3 中为气动点焊枪的加压控制系统,在焊接过程中根据机器人内部设定与反馈的焊接参数的不同,机器人控制单元向比例阀加压控制单元输出一个压力输出信号,并根据设定的具体压力数值控制比例阀的开度。加压压力控制单元主要由气动比例阀和换向阀组成,根据输入不同大小的压力信号成比例地向加压气缸提供相应压力大小的压缩空气。加压气缸有一定压力后通过活塞连杆带动焊枪电极上下移动,对需要焊接的板件施加设定的压力。
气动焊接控制柜和机器人控制装置,使用DeviceNet I/O通信,进行焊接使能信号、焊接完成信号、焊接故障异常信号等的收发。如图4所示。
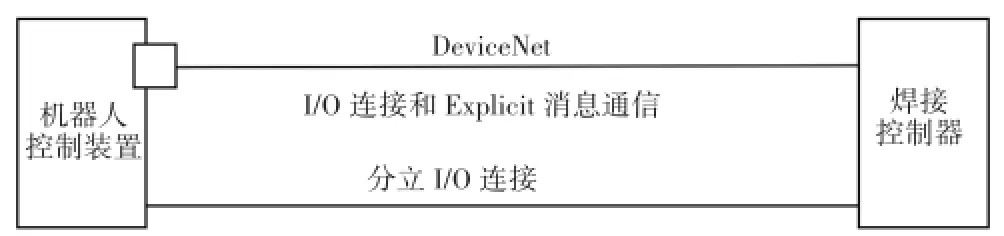
图4 机器人与焊机连接图
焊枪加压与电流需要焊接控制器发出焊接开始信号,在加压完成之后PLC会反馈给焊接控制柜,此时焊接控制柜会发出焊接指令,让接触器吸合,电流通过变压器进行放大之后传到接触好的工件产生热量使两层板件被焊接在一起。
1.3 伺服焊枪焊接控制过程
7.D 提示:0.98gCu(OH)2的物质的量为0.01 mol,若全部生成CuO,则质量为0.01mol×80g·mol-1=0.80g,所以a点对应的物质是CuO;若全部生成Cu2O,则质量为0.005mol×144g·mol-1=0.72g,所以b点对应的物质是Cu2O,A项错误。根据化学方程式可知,生成水的物质的量为0.01mol,质量为0.01mol×18g·mol-1=0.18g,B项错误。CuO和其中所含Cu元素的质量关系(以CuO的质量为10g计算)为:
伺服焊枪的焊接过程可以分为渐进、加压、通电、保持、焊接完成五个阶段。
(1)渐进阶段伺服控制单元将电极速度、运动大小通过编码器传给伺服电机,然后焊枪开始根据脉冲量进行运动,上电极臂刚开始以较快的渐进速度往下工件分析运动,在快接近工件时,脉冲量发生变化,此时电极将降为较低的前进速度运动。
(2)加压阶段安装在机器人六轴手臂上的伺服焊枪,能够实现和机器人的有效集成,电机轴可成为连接在机器人伺服放大器上的第七轴,通过齿轮齿条等传动机构控制着上电极臂(动臂)往静臂的运动,动静臂的对中良好,在与工件接触时,根据编写好的有效程序指令控制焊枪的运动轨迹,焊机控制柜通过以太网将焊接压力参数信号传给机器人控制柜,使焊枪在合理电极压力下保持良好的接触。
(3)通电焊接阶段当动静臂与工件完美的接触并达到焊机设定的压力参数后,焊接控制柜通电接通进行焊接。在焊接初期,电极接触部分的板件受热膨胀,产生热膨胀力,伺服焊枪通过伺服电机对电极力进行精确控制,焊接保持后期,受热区逐渐冷却电极受力减小,电极下移,使受热区能够较好的结晶。
(4)保持与结束阶段在焊接开始后,焊接控制柜会根据预设定的焊接时间计算焊接时序,会根据设定值给反馈一个保持时间的信号。焊接结束后,焊机会给机器人控制柜发送焊接完成信号,最后结束焊接过程。如图5所示。
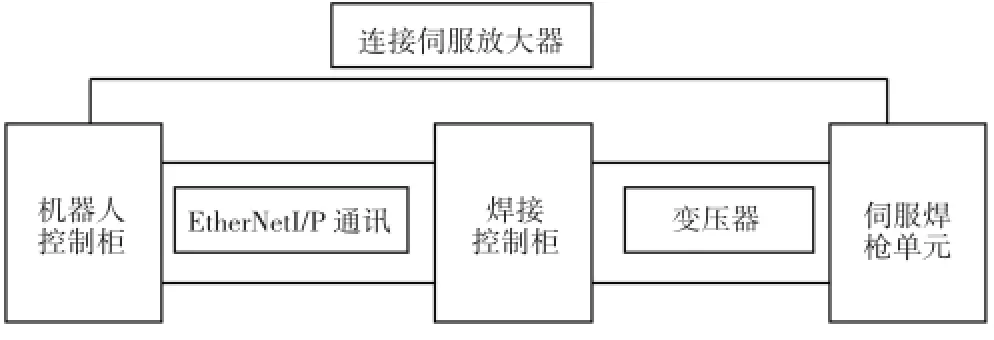
图5 伺服枪控制图
2 气动枪与伺服枪优劣分析
2.1 安装方面
气动枪需要连接水单元和气单元,而伺服枪只需安装进出水单元。伺服枪在安装管线包时要加入伺服放大器到伺服电机端的电源线与编码线,气动焊枪只需直接连接变压器、气缸。由于伺服焊枪相当于添加的机器人外部轴,需要用到而外的伺服放大器(六轴之外),因此安装时需要考虑接入线路的可靠性与有效性,气动枪安装时则不用考虑和机器人控制柜的通信。
2.2 焊接加压阶段
气动枪加压渐进阶段,是由比例阀气压量来决定,无法具体的控制加压的速度。而伺服焊枪通过机器人伺服系统有效地控制焊枪的加减速,实现与工件的良好接触,减小焊枪闭合过程对电极头与工件的损伤,延长电极头使用时间,节约成本。下图为气动枪和伺服枪的预压速度分析图,从图6、7中可以看出,气动枪的闭合速度较快难以控制,容易对板件产生较大损坏,而伺服枪有良好的速度变化过程,对电极头损伤较小。
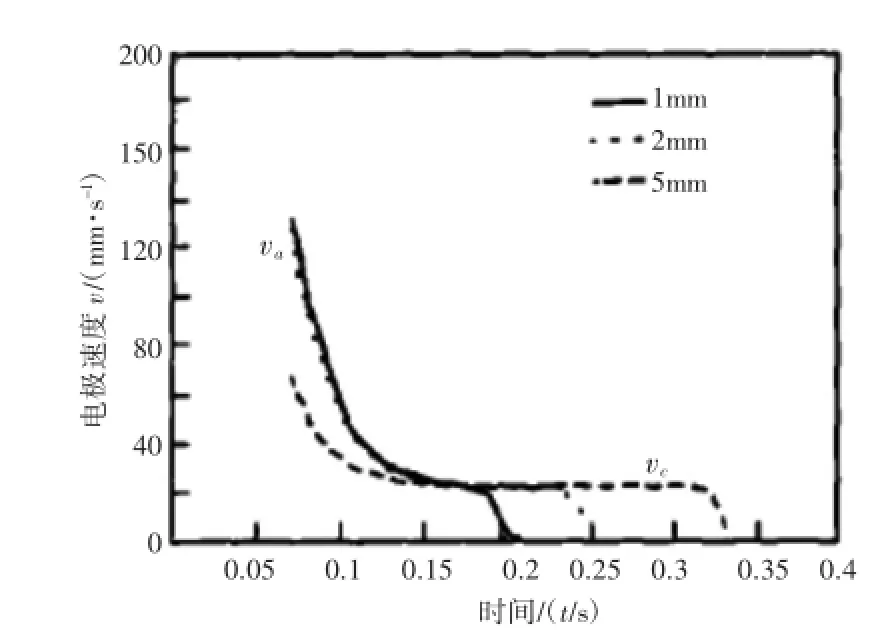
图6 伺服焊枪渐进速度
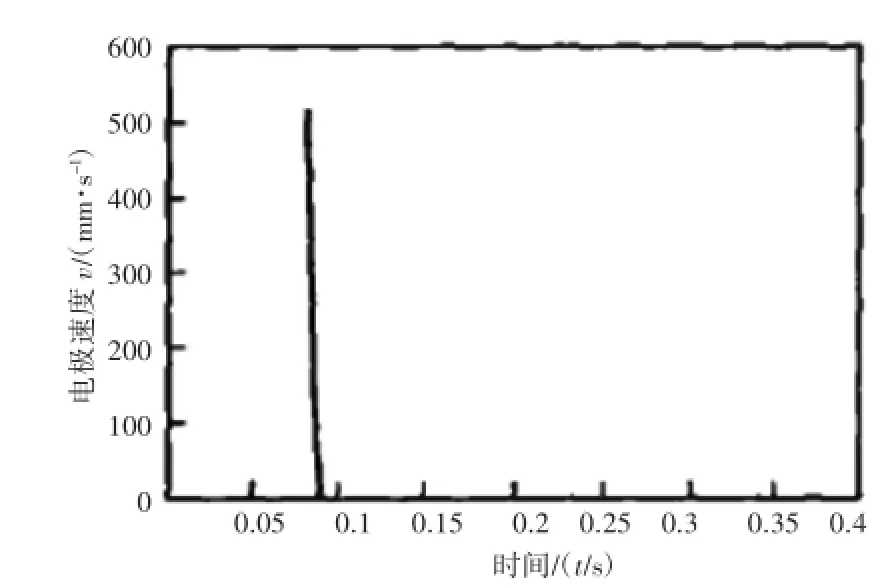
图7 气动焊枪渐进速度
两种焊枪在焊接相同状态的工件时,在加压阶段接近工件的行程方式也有很大的不同,伺服枪有编码器的存在,能够灵活的检测被焊工件在动静臂之间的位置,并且进行合理的调整。而气动枪的行程确定则是由大开小开行程开关决定的,在过程中是不可更改的。
2.3 压紧阶段
在加压完成之后电极刚接触工件产生压力的瞬间,都会不可避免的对工件产生作用力,两种焊枪的电极力比较如图8所示。从图中可以看出,由于气动焊枪的加压过程是不可控的,在接近工件的时候依然保持较大的速度,对工件的冲击力较大,严重缩短了电极使用寿命。而伺服焊枪是在编码器高精度下控制其加压过程,有很好的加减速控制,在接近工件时速度较小,对板件冲击力不大,大大提高了使用寿命。
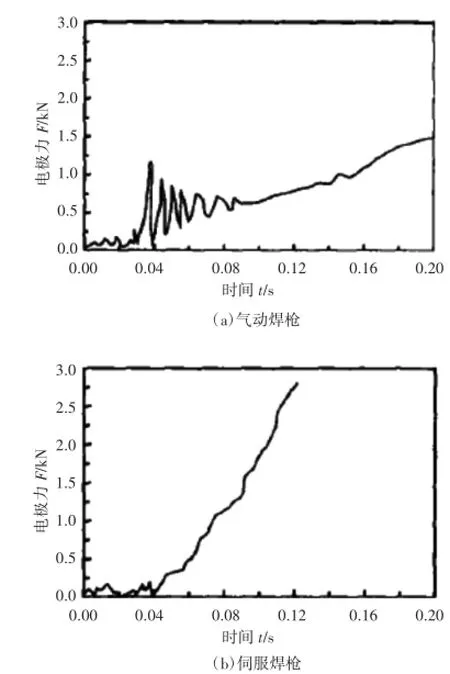
图8 两种焊枪接触电极力大小
2.4 电极磨损补偿特性
电极头磨损量补偿是这样一种功能,它相对基于焊接和电极头修磨等伺服焊枪的电极头的磨损,在执行点焊指令和加压指令时进行电极头前端位置的补偿,该功能是伺服焊枪的特有功能。电极磨损量对焊接质量有很大的影响,电极帽使用过多后,端面的锥度会减小,此时进行焊接时流过端面的电流会比较分散,使得接触位置变大,受热不均匀,会出现边缘焊、脱焊等问题,因此快速的监测与补偿电极磨损量是极为重要的。通过试验分析,在焊接普通的钢板时,伺服枪磨损率为0.5 mm/500点上下,当焊接达到预设好的点数之后,动静臂会闭合,编码器将计算出的当前中心位置和最初的值进行比较,得出差值之后进行轴向补偿,以减小换新电极头前对焊接质量造成的影响[3]。
2.5 其他比较
对于焊接质量的控制,气动焊枪只能通过改变气压大小、电流大小来控制,这种方式在很多时候效果不大理想且更改较为麻烦。伺服焊枪则是通过伺服电机电流的调整改变电机扭矩和电极压力,只需调整电极压力便可以有效地控制焊接质量,比起气动焊枪来更加的有效和快捷。
伺服焊枪还有重力补偿功能与温度补偿功能。重力补偿功能:根据焊接姿势,伺服焊枪的电极头前端和驱动系统会受到焊枪可动部重力的影响,因而实际压力会相对所期望的压力而发生变动。点焊中,压力的变动会导致焊接剥落和飞溅,对焊接质量产生不良影响。重力补偿功能可根据焊接姿势来抑制因焊枪可动部的重力造成的压力变动,可以使得与焊接质量相关的实际压力靠近压力指令值。C钳和X钳可使用重力补偿功能。
温度补偿功能,可以减缓因伺服焊枪驱动用电机的温度变化而引起的压力变动。
3 结束语
通过本文的分析可以看出,伺服焊枪在很多方面,如:预压压力的控制、前进速度的控制、焊接时间的控制等方面都是优于气动焊枪的。在企业核心竞争力中,质量是关键因素。因此,为了保证产品的质量,使用伺服焊枪来进行点焊,而不是全部使用气动焊枪,是提高产品质量及企业竞争力的重要措施。
[1]张旭强,陈关龙.电阻点焊的伺服焊枪技术特性分析[J].焊接学报,2005(6):60-64.
[2]刘跃敏,韩建海,赵书尙.点焊机器人焊枪加压控制系统设计[J].煤矿机械,2009(2):38-39.
[3]谢诚侃.浅谈气动焊枪与伺服焊枪在实际使用及维护中的优却劣比较[J].中国新技术新产品,2013,33(1):1-6.
Analysis of Popularity of Spot Welding Machine and Servo Gun
WEI Zi-jian,YANG Ben-zhou,NI Bing-lin,WEN Liu-chuan,ZHAO Ji-tai
(Liuzhou Wuling Motors Co.,Ltd.,Liuzhou Guangxi 545007,China)
In automatic welding line,the spot welding robot use can be divided into pneumatic welding torch and servo gun,two kinds of welding torch each have advantages and disadvantages in the use and maintenance.Due to the different structure has a very big difference in the maintenance and control,affect the utilization rate of equipment.Understand the principle and the difference of two kinds of welding equipment,is the key to analysis,solve the welding problem.
resistance welding;the servo gun;pneumatic welding torch
TG43
A
1672-545X(2016)11-0170-04
2016-08-12
韦子坚(1974-),男,广西人,工程师,本科,研究方向为设备技术及维修。
猜你喜欢
交通科技与管理(2022年8期)2022-05-07 23:54:10
汽车实用技术(2022年5期)2022-04-02 10:04:42
内燃机与配件(2022年2期)2022-01-17 23:46:44
锻压装备与制造技术(2021年3期)2021-08-13 08:39:56
青岛科技大学学报(自然科学版)(2021年4期)2021-07-26 01:59:18
浙江大学学报(工学版)(2016年2期)2016-06-05 09:20:51
现代工业经济和信息化(2016年12期)2016-05-17 05:37:52
焊接(2016年5期)2016-02-27 13:04:46
焊接(2015年6期)2015-07-18 11:02:24
焊接(2015年8期)2015-07-18 10:59:12
