基于Profinet的安全气囊自动装配产线网络结构设计与实现
2017-01-04 08:48:10马天才宋垒阳林维康
制造业自动化 2016年12期
马天才,宋垒阳,林维康
(同济大学,上海 201804)
基于Profinet的安全气囊自动装配产线网络结构设计与实现
马天才,宋垒阳,林维康
(同济大学,上海 201804)
为了提高汽车安全气囊自动装配产线设备可靠性,提高生产效率和合格率,设计了基于Profinet的自动装配产线网络结构。实践表明,Profinet应用于产线网络,大大简化了电气系统,降低了故障率,提高设备稳定性和可靠性;将现场总线设备连接到以太网,实现了产线集成化控制与数据高速传输,降低了生产节拍,提高了生产效率;接入质量追溯系统,将生产过程数据上传至系统服务器,实现了工厂信息化管理,为产品全生命周期内质量追溯提供了保证。
安全气囊;自动装配产线;Profinet;网络结构;质量追溯
0 引言
在汽车碰撞事故中,安全气囊作为被动安全的重要部件,能对乘员起到很好的保护作用,已逐渐成为汽车标准配置[1]。随着全球汽车保有量的增加,对安全气囊的需求也在逐步攀升。为了能够适应市场变化,各大汽车零部件厂商纷纷引进自动化装配产线来提高生产效率。但近期因高田气囊安全隐患,汽车厂商将在全球召回超过5000万辆装备有隐患气囊的汽车。高田气囊召回事件表明,安全气囊质量缺陷也会给乘员带来人身伤害,甚至生命威胁。汽车厂商对安全气囊的产品质量把控越来越严格,因此对自动生产设备的稳定性和可靠性也提出了更高的要求。安全气囊产品的质量与其零部件相关联,在装配时还将产生与产品惟一对应的过程数据,工厂需要记录并存储过程数据。一旦在使用过程中出现问题,可以向上追溯生产信息,查找问题原因,并帮助厂商定位同批次生产的气囊,组织汽车召回,消除安全隐患[2]。
Profinet是基于工业以太网的开放的现场总线标准,能够连接从现场层到管理层的设备,实现公司管理层对现场层的直接透明访问。Profnet以其高实时性、丰富的诊断功能、兼容TCP/IP标准等优点,已经在汽车、物流等行业得到了广泛的应用[3]。
本文设计一种基于Profinet的安全气囊自动装配产线网络结构,能够简化设备的电气系统,提高生产设备的稳定性、可靠性,便于前期调试和后期维修;并且过程数据能够实时存储和传输,结合条码技术,将装配产线接入质量追溯系统,实现工厂信息化。
1 系统网络结构设计
工厂自动化网络系统采用三级网络结构[4]:1)现场设备层。车间内设置有多条安全气囊装配产线,每条生产线都根据生产工艺设置有多个工位,工位之间通过Profinet总线相连,实现了产线内的设备互联;2)车间监控层。不同生产线都通过工业以太网接到工业交换机,每个车间都设置有质量追溯系统服务器,通过工业交换机与该车间的生产线进行互联,对产线进行集中管理,生产规划,记录生产数据;3)工厂管理层。质量追溯系统向上与工厂级服务器进行通信,接收工厂服务器下发的生产任务,上传记录的生产信息。系统网络结构如图1所示。
1.1 工艺流程
安全气囊主要由气体发生器、导流环、气袋和面盖组成。使用时,气体发生器在碰撞瞬间产生大量高压气体,在导流环作用下将气体充入气袋,气袋膨胀撑开面盖保护乘员。根据对安全气囊结构和工作原理的分析,合理分解装配步骤,设计安全气囊装配工艺流程为:发生器与导流环铆接,发生器组件与气袋装配,气袋折叠,面盖压合和产品终检。根据工艺流程对安全气囊装配产线进行工位设置,每个工位完成工艺流程中的一道工序。因此本文所述气囊装配产线共设置5个工位,分别命名为OP10、OP20、OP30、OP40、OP50。
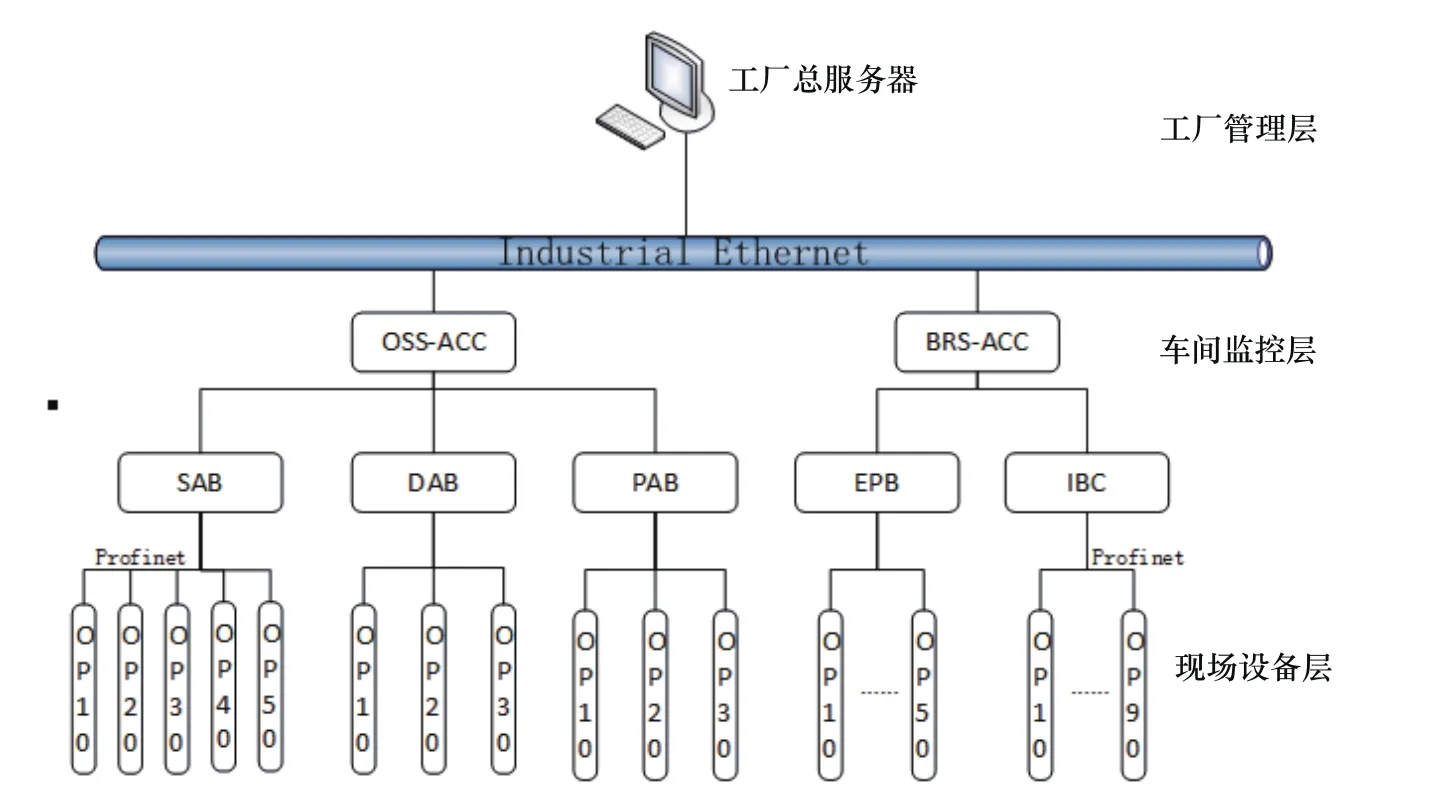
图1 系统网络结构
1.2 产线网络结构设计
安全气囊自动装配产线即系统网络结构中的现场设备层。产线由多个工位组成,各工位均设置有独立的电气控制系统,各工位控制系统由传感器、电磁阀、气缸、HMI和PLC等组成,实现单工位的自动装配控制;工位之间通过Profi net互联,便于产线内部集中管理。安全气囊产线向上通过工业交换机接入质量追溯系统。安全气囊产线网络结构如图 2所示。

图2 安全气囊产线网络结构
各工位控制系统均采用带有Profinet通信接口的西门子PLC为控制单元,支持Profi net通信的触摸屏为人机交互界面,采用磁性开关、接近传感器、激光传感器和位移传感器等采集信号形成反馈控制,采用电磁阀和气缸作为执行器。为了实现条码录入与打印,工位配备有条码扫描器和打印机。工位需要的执行器件数量较多,若均采用分立的电磁阀来驱动气缸,会大大增加接线难度,遗留大量的故障点,不利于后期维护。
本文采用支持Profinet通信功能的总线阀岛来集中控制电磁阀的开闭,并配备输入模块采集气缸位置信息。在终检工位,需要20个位移传感器检测产品高度,均为模拟量信号,若选用单个传感器配放大器的组合方式,控制器需要额外配置20个通道的模拟量输入模块,电气安装也会耗费大量人工时间。本文选择支持Profi net的传感器模组,可以将位移数据通过网络实时传输给PLC,大大降低了电气接线难度,简化了电气系统。为了与仅有串行通信功能的第三方零部件实现数据交互,通常用协议转换器来进行信息映射,例如支持RS232C通信的条码扫描枪和拉铆枪,通过协议转换可以接入交换机,实现与其他零部件的组网。单个工位的网络结构如图3所示。

图3 单工位网络结构
2 安全气囊产线网络结构实现
2.1 通信接线
本文使用专业电气设计软件Eplan进行安全气囊装配产线各工位电气系统设计[5]。每个电气柜中以工业以太网交换机为网络结点,通过RJ45连接器和以太网线将PLC的集成PN接口、HMI、阀岛、位移传感器、协议转换器等连接组网。为了方便调试和维修,通常在电气柜门上留有网络接口。工位之间也通过交换机组网,接线方式是用网线将各站点的交换机连接,再与质量追溯系统服务器相连,因此整条产线设备都能与服务器通信。站点通信接线如图4所示。
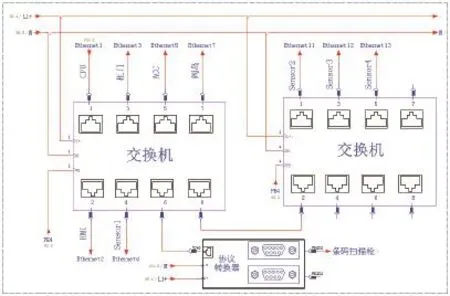
图4 站点通信接线图
2.2 硬件组态
通信接线完成以后,还需要在PLC编程环境中进行配置,即硬件组态[6]。根据选用的CPU型号及IO模块,在STEP7硬件组态工具中按槽号依次插入模块,并作相应参数设置。组态时要把阀岛、传感器等现场总线设备添加到通信网络中,需要添加与之对应的GSD文件。GSD文件是对现场总线设备的数据类型和传输格式详细描述的文件[7]。本文设计的安全气囊装配产线OP50工位硬件组态如图5所示。

图5 硬件组态
2.3 产线网络设置
系统网络体系中,每个车间、每条生产线、每台在网设备都需要设置惟一的网络地址,便于在联网状态与服务器通信。按照系统网络架构设计,本文所述的安全气囊生产线所在IP段为172.16.163.xxx。安全气囊生产线共有5个工位,每个工位有3~8个现场总线设备。为了方便调试和统一管理,各站点均按顺序为PLC、HMI、阀岛等进行编址。在前期调试时还需要设置PG/PC接口参数,用于编程的计算机网卡地址应与产线IP地址在同一网段内。从接入产线网络的计算机上浏览网络节点,可以发现所有在网设备,无需移动计算机就可以对产线上各工位的智能设备进行编程和故障诊断。安全气囊产线联网节点如图6所示。
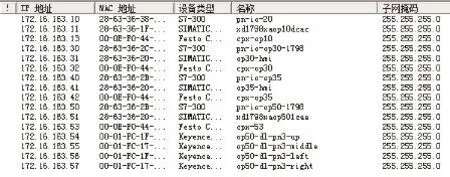
图6 安全气囊产线网络节点
条码扫描枪仅支持串口通信协议,通过协议转换器连入产线网络,无法直接对其编址。为了实现条码扫描枪上传数据到PLC,需要在协议转换器管理页面设置IP地址及工作模式,并编写PLC通信配置程序,将IP地址设置与协议转换器地址相同即可。
完成网络设置后,安全气囊装配产线就可以在工位联动模式下自动运行。运行过程中若出现通信故障,对应模块会有报警提示,例如阀岛总线节点LED红灯闪烁,传感器总线模块BF指示灯显示红色并以1s周期闪烁。Profi net通信故障诊断还可以通过在线监控PLC,在诊断视图中查看,诊断缓冲区中显示各模块的状态和故障事件的具体信息。
2.4 质量追溯
安全气囊产线组网并接入质量追溯系统,接收生产规划信息并上传生产过程数据。在进行自动生产之前,产线站点下载计划生产的产品型号和对应的工艺参数。从产线首站开始装配,先扫描零部件条码并上传至质量追溯系统服务器,经校验条码规则合格后准许继续装配。同一零部件条码从首站按装配顺序流入下一站,在质量追溯系统控制下,不允许跨站,也不能重复,保证了产品装配工艺一致,产品与零部件的一一对应。装配过程中产生的数据如铆接时的拉力和行程,在该工序完成时,与条码绑定上传服务器,实现了与产品的匹配。终检合格的产品,打印机生成客户条码粘贴在产品外壳,经扫码上传服务器后,质量追溯系统为该产品建立唯一的可追溯档案,安全气囊产品装配工作完成。
3 结论
汽车安全气囊自动装配产线网络利用Profinet实时性和开放性的优点,将现场总线设备连接到以太网,实现了产线集成化控制和数据高速传输。通过条码技术接
【】【】入质量追溯系统,实现了生产数据记录和质量可追溯功能。Profinet应用于产线简化了电气系统,节约人工成本,提高了自动化产线的效率和可靠性,为安全气囊产品质量提供了保证。
[1] 张良华.汽车安全气囊技术应用分析[J].通讯世界,2015(8):215-216.
[2] 朱兴宇,赵银花,宋涛.安全气囊生产追溯系统的设计与应用[J].制造业自动化,2015(13):86-88.
[3] 廖常初.西门子工业通信网络组态编程与故障诊断[M].北京:机械工业出版社,2009.
[4] 王忠,陈明锐.基于PROFINET工业以太网的柔性制造系统的研究[J].制造业自动化,2009,31(3):89-91.
[5] 张福辉.EPLAN Electric P8教育版使用教程[M].北京:人民邮电出版社,2015.
[6] 崔坚,赵欣,任术才.西门子S7可编程序控制器-STEP7编程指南[M].北京:机械工业出版社,2009.
[7] 葛锁良,潘灿灿.腈纶生产线控制系统的通信网络设计[J].化工自动化及仪表.2016(03):317-320.
Design and implement of the safety airbag automatic assembly line network topology based on Profinet
MA Tian-cai, SONG Lei-yang, LIN Wei-kang
TP278
A
1009-0134(2016)12-0118-03
2016-09-06
马天才(1979 -),男,河南人,副教授,博士,研究方向为燃料电池发动机设计与开发。
猜你喜欢
中国自动识别技术(2023年6期)2024-01-12 08:13:22
中国自动识别技术(2023年6期)2024-01-12 08:13:16
山东冶金(2022年4期)2022-09-14 08:58:06
冶金设备(2020年2期)2020-12-28 00:15:34
电子制作(2019年20期)2019-12-04 03:52:00
山东冶金(2019年3期)2019-07-10 00:54:04
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27 06:31:53
管理现代化(2016年3期)2016-02-06 02:04:41
管理现代化(2016年3期)2016-02-06 02:04:13
智能系统学报(2015年4期)2015-12-27 09:37:52