工业厂房钢结构施工技术分析
2016-12-29 16:53王岳元
建筑建材装饰 2016年9期
王岳元
摘要:工业厂房采用钢结构技术施工,具有自重轻、施工进度快、良好的抗震性能以及节能环保等特点。广东河源市某钢结构工业厂房,建筑面积为3335平方米。本人参与其施工及管理工作,现总结经验,对钢结构施工技术及质量控制措施进行深入探讨。
关键词:钢结构;施工技术;质量控制;工业厂房
中图分类号:TU758.11文献标识码:A文章编号:1674-3024(2016)09-77-02
前言
钢结构和传统的建筑结构相比,钢结构工业厂房具有施工周期快、操作简便等优势,施工中可以对厂房构件进行调整和优化,批量化进行构件生产,使安装速度加快;钢结构厂房施工中采用了轻质、承载力较强的材料,可明显降低厂房自重,通过优化结构设计,使厂房性能进一步提高。从而有效保障厂房的可行性和安全性。此外,厂房所用的钢结构材料,属于绿色环保型材料,都是可以高效回收,符合节能环保可持续发展理念。此外,还可根据厂房进行灵活布置,改善了厂房设计中的呆板问题。采用钢结构技术进行厂房施工,能够使建设效益提高,随着钢构技术的发展和施工技术的进步,该技术在工业厂房建设中将起到更大作用。
1.工业厂房应用钢结构施工技术分析
1.1主要组成部分
采用钢结构材料进行厂房安装施工,主要由以下几部分组成:
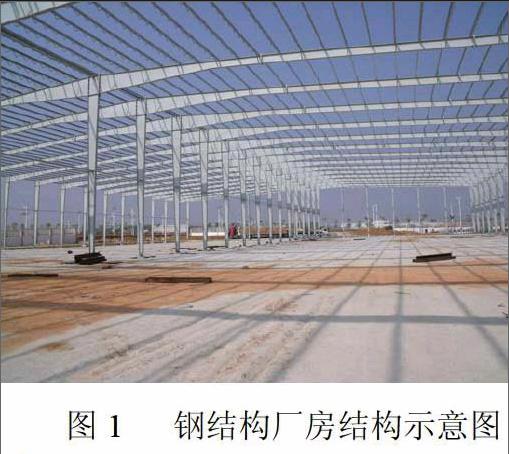
(1)预埋部件,主要作用是稳定厂房的整体结构;(2)钢柱子及钢梁,通常都用H型钢作为施工材料,钢梁有时也选用桁架;(3)檩条,通常采用c型钢或槽钢;(4)彩钢瓦,通常采用单片瓦和复合板(在双层彩钢瓦中加入保温材料使其具体较好的隔热和保温性能)。(见图1)
1.2埋设预埋件
在进行整个钢结构工厂房的施工过程中,预埋设地脚螺栓是关键的施工工序,它是整个施工过程的重点。
因此,施工前,施工单位有关技术负责人要召集实际施工人员开会,进行详细的技术交底和要求,并提交监理审批同意后才能进行施工,如果预埋件出现偏差,将会造成严重的后果,因此,必须高度重视埋设预埋件的施工作业,保证其准确性。所以,在进行地脚螺栓的埋设时,精度控制十分重要,要严格按照相关规定执行。
轴线位移:±2.0mm,标高:±5.0mm。
为确保安装后的螺栓精度符合相关要求,在钢柱地脚螺栓安装之前,先将平面控制网的每一条轴线投测到柱基础面上,全部闭合,然后根据轴线划出钢柱外边线,等安装钢柱地脚螺栓的承受架搭设完毕后,将实际需要的标高标到钢管架子上(或木方上表面1。
首先要预检,确认质量达到相关要求后,才能浇筑混凝土。在进行混凝土浇筑过程中,一定不能让振捣棒碰撞地脚螺栓。混凝土浇筑后初凝前必须进行校验检测,这道工序是十分重要的,通过经纬仪的视线监控,采取有效措施,将钢柱地脚螺栓的偏移情况进行修正,直至其恢复到正常位置上,让其偏差距离范围符合相关要求。
1.3钢架安装施工步骤
钢架安装施工安排,要根据施工现场的环境情况进行具体分析后确定安装步骤。同时要考虑业主方的意见及进度、工期的因素,确定安装步骤如下:钢柱一钢梁一吊车梁一连系梁一水平支撑一檩条一拉杆一隅撑。
1.4安装钢柱
埋设预埋件工序完成后,进行钢柱安装作业,安装过程如下:
(1)把基础的杂物清除,保证其整洁、干净:
(2)调节螺母锚栓,使其顶面齐平,标高符合钢柱底板并与设计标高相符,误差要小于3mm;
(3)安装的柱子要标记编号后运达至柱顶连接板的下方的位置,使钢柱可通过自身重力而呈垂直状态,并对准螺孔;
(4)安装。安装钢柱作业完成后,进入梁及支撑的工序安装。
1.5安装钢梁
安装钢梁前,要先把连接面上的杂物或锈蚀清除。连接时,必须保证拼接梁平直度符合规定要求,通常可通过拧紧高强度螺栓拉直线的方法进行解决。
为了避免吊装钢梁时出现倾倒问题,可用圆管固定和支撑吊装。当钢梁距离地面50mm时,要对其检验一次,确认正确无误后再继续起吊。为保证钢梁能在空中保持平衡,应在其两端系上牵引绳索。当梁柱紧靠时,要用钢撬固定钢柱和托梁问的连接板,之后把高强螺栓固定;绳索要固定、系好,保证第一榀钢框架稳定;之后,按上述工序进行第二榀钢梁的吊装就位;安装支撑系统及檀条;做好整体的校正及固定。连接钢梁时,可采用螺栓、焊接、铆钉等方法连接。采用螺栓进行连接时,可分为普通螺栓和高强度螺栓连接。采用高强度螺栓方法连接,可高效连接螺栓、连接件,方便安装或拆卸,因此普遍用于厂房工地安装连接中。
1.6安装檀条
檀条安装时,如条件许可,应采用机械进行檀条吊装。保证檀条与檀托板紧贴,之后用撬棍完成螺孔对齐,把螺杆插进螺孔后固定;每个螺杆头要螺帽2个,方便对拧时可调整檀条间距;确保檀条挠度符合设计要求,能有效承担源自屋面的压力。
1.7安装彩钢瓦
进行彩钢瓦安装时,要顺着坡面铺放,并通过平行线辅助处理,防止出现弯曲变形及扇形问题。安装时,应从一边山墙开始施工,逐次进行;按照规范规定,必须打上防水自攻钉,并按搭接长度进行施工;在彩钢瓦侧缘从山墙两边拉另一条直线,确保檀条垂直度符合要求;要根据设计标准,确定连接件数量和间距。
2.测量精度控制措施
为提高钢结构厂房施工质量,我们制定了较高的质量控制目标,严格控制偏差值的范围,测量精度要求更高,并配备相应测量水准仪,严格监控整个钢构施工过程。所有用于测量的仪器,使用前均先进行计量检测核定,核验误差,达到要求后方可进行使用。制定统一精度标准,施工过程所有测量设备均采用统一标准。
3.钢结构工业厂房施工质量控制要点
3.1基础工程
采用钢结构技术进行厂房安装,基础工程一般情况下均采用混凝土独立基础。进行基础工程施工时,可对照其它结构形式进行。在施工过程中,常遇到以下问题:(1)锚栓垂直度达不到设计要求;(2)预埋锚栓时出现水平误差较大;(3)安装钢柱时,柱脚底板扩孔变大。
上述问题必须重视并进行解决,否则钢柱安装准确性受到影响,并导致整体结构达不到验收标准。一般情况下锚栓施工采用角钢或较大直径的钢筋来固定,保证锚栓在浇筑时位置不会发生偏移。钢结构安装前,应进行全面的工作检测,如厂房标高、定位轴线以及基础轴线等,确保验收时施工质量达到相关要求;基础混凝土强度和质量要符合设计规定;基础轴线标志与标高基点齐准。
3.2主体工程的质量控制
(1)钢结构构件的进场质量验收
对进入施工现场的钢构构件进行检查和验收,内容包括:
a.根据明细表,对构件数量、规格、几何尺寸等进行检查,产品必须有合格证和质量证明等材料,构件外观要保证完整:b.核查钢材材质的复试单原件;复印件应盖有生产单位公章;c.钢材的材质证明:
(2)钢结构构件安装质量控制
安装钢柱时,尤其要控制其垂直度,保证在验收规范允许范围内,防止影响厂房结构受力。在实际操作时,要做好以下几方面工作:
a.底板下方垫铁要垫平,柱子垂直度和梁的平直度要达到规定要求;b.拧紧螺栓,安装完空间固定单元后,要进行测量,保证误差控制在标准允许范围内,否则要重新进行调整;c.验收合格后,采用高标号无收缩细石砼,填充柱底板空间和基础顶面空间,填充要密实。
(3)焊接质量的控制
进行焊接作业时,要做好以下事项:
a.检查焊条,保证其质量符合施工要求时,才能用于焊接施工;b.选用焊条要符合设计要求,实际操作时,要根据操作规程和说明书进行操作;c.焊工;必须持有焊工特种作业证书;d.焊缝表面不能存有裂缝。如出现不符合质量要求的焊缝,应马上进行返修处理,总返修不能超过二次,同时调整操作工艺,保证后续焊接质量。e.对焊缝质量控制请有资质的单位按有关规范的规定对焊缝进行探伤检测,检测结果必须合格;
(4)涂刷工程质量的控制
进行涂刷作业前,要检查构件表面,不能有毛刺、焊渣、油污和水存在,保证表面平整、干净。要根据设计和施工要求,控制涂刷次数和涂刷厚度。
4.工业厂房钢结构施工问题及措施
4.1钢结构变形问题及措施
由于钢结构在运输途中会出现扭曲、变形等问题,施工中不能进行正常安装。制作时如焊接作业出现问题也会导致焊接出现变形;构件运转时支垫位置不合适、结构运输过程中出现碰撞等都可以造成变形问题。
所以,要保证钢结构施工中焊接技术质量,控制每个焊接工序,提高焊接水平;根据组装顺序制定焊接过程,焊接时可用组装胎具支架进行支撑,避免变形问题出现;对已出现的扭转变形,可通过有关矫正工具和千斤顶等机械进行矫正处理。
4.2钢结构安装问题及措施
施工中常见的钢结构安装问题主要包括:
(1)底脚出现空隙,标高不符合标准造成施工状况出现问题;(2)施工过程中的测量值及测量基础面不符合要求,钢垫板处没有进行垫平;(3)钢结构支柱垂直偏差过大,导致吊装效果不符合施工要求等。
要解决上述问题,施工人员要严格控制基础标高,要对底脚空隙实施填补或者重建,按照测量值情况对存在问题实行二次灌浆。对钢梁可采用螺栓卡设,吊装要拧紧固定,增设临时支撑,避免出现垂直偏差,如出现是要及时进行固定修正。
5.总结
工业厂房采用钢结构技术进行安装施工,能有效减小施工周期,节省施工材料,提高投资收益。我们在进行河源某工业厂房钢结构施工安装过程中,严格按照规范进行每道工序的施工,对质量问题做好防控治理措施,完成主体结构工程施工后,经有关质检部门检测,施工质量符合验收标准,为施工企业带来良好信誉和经济收益。笔者认为,随着技钢结构技术和施工工艺的进步,将会不断提升钢结构厂房高质量,更好地为工业生产服务。
猜你喜欢
中国建筑防水·悦居(2016年12期)2017-01-12
建筑建材装饰(2016年11期)2016-12-29
建筑建材装饰(2016年11期)2016-12-29
山东工业技术(2016年23期)2016-12-23
科学与财富(2016年26期)2016-12-01
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
居业(2015年16期)2016-02-24