
建筑工程预埋件的施工与质量控制
2016-12-26 09:20王军华
山西建筑 2016年26期
王 军 华
(山西八建集团有限公司,山西 太原 030027)
·施工技术·
建筑工程预埋件的施工与质量控制
王 军 华
(山西八建集团有限公司,山西 太原 030027)
介绍了建筑工程中预埋件的类型及承载力计算方法,简述了预埋件的施工工艺流程,并提出了实践工程中预埋件施工的质量控制要点,为预埋件的科学施工提供了理论依据。
预埋件,施工工艺,质量控制,承载力
0 引言
预埋件是在主体结构施工过程中为了方便后期一些建筑构件安装或者施工而留置的由锚固钢筋、钢板等组成的起连接作用的构件。例如房屋建筑中门窗洞口的留设、梁支座的设置,工业厂房中大型设备的安装、大型管道支架的架设,以及桥梁的架设,隧道的开挖等都需要进行预埋件的施工。预埋件施工过程的合理性以及施工的质量,都将影响整个建筑工程主体施工的进度和质量,与工程的使用性能密切相关。而预埋件的制作、承载力的设计、施工工艺流程以及安装后的养护等都影响着预埋件的施工质量,从而导致后续工程以及使用存在一些隐患。在实际工程中,一些施工人员在施工过程中往往抓不住重点,或者对于预埋件不够重视,故有必要根据实际工程经验对预埋件的施工质量控制要点进行分析。
1 预埋件的设计及施工过程分析
1.1 预埋件的设计
1)预埋件的分类。在建筑工程中,常根据预埋件受力与否将其分为受力预埋件和不受力预埋件(即构造预埋件)。受力预埋件一般由锚筋和锚板组成(如图1所示),需要进行承载力设计计算。
而构造预埋件则只需要按照规范规定的构造进行,不需要进行承载力计算,一般为预埋钢板。另一种分类是在一个工程项目中根据用途不同进行的分类,例如管道支架预埋件、门窗洞口预埋件、设备安装预埋件以及梁底支座预埋件等。
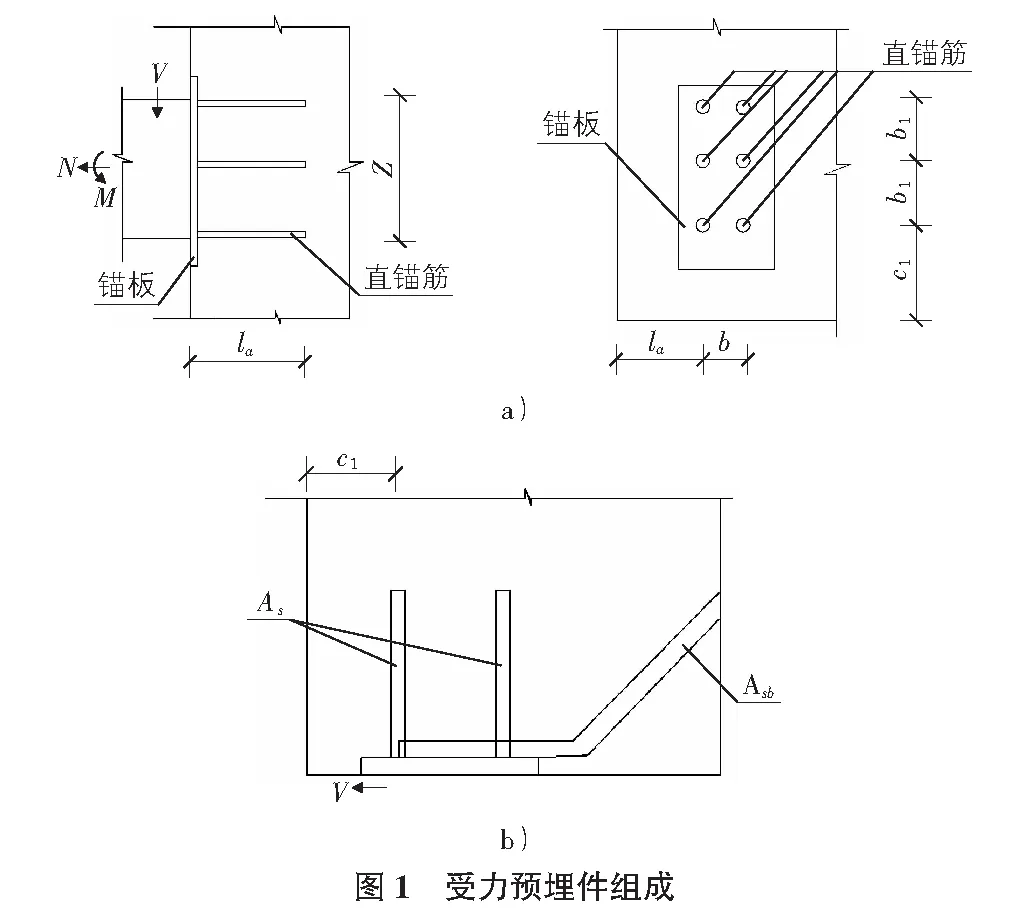
2)预埋件承载力计算。一般在受力预埋件中,该预埋件会受到拉压、弯矩和剪力作用,均由预埋件中的受力钢筋同时承受其共同作用。
图1a)中其直锚筋面积计算如下:
(1)
(2)
图1b)中其弯折锚筋的面积计算如下:
(3)
1.2 预埋件施工过程
目前,在建筑施工中预埋件施工工艺流程大致如下:根据施工图纸进行预埋件的设计→预埋件材料的准备→锚筋和锚板(钢筋和钢板)的安装→预埋件位置的校核加固→模板的支护→预埋件位置处混凝土的浇筑→后期的养护→重新复核预埋件位置→预埋件整个施工过程质量的检查和验收。
1.3 预埋件施工工艺要点
首先,要熟悉与领会施工图。通过阅读图纸,掌握预埋件的埋设位置、尺寸,有利于预埋件的合理设计,提升预埋件自身质量。
其次,考虑预埋件材料选择,基本上是按设计要求完成的钢板、钢筋以及螺栓等,在工程中很常见。
最后,锚筋和锚板的安装是最为关键的一步,因为这关乎预埋件埋设的合理性和施工质量,如果埋设出现问题一般会导致后期的施工严重受阻。至于模板的支护和混凝土的浇筑以及最后的养护,与其他混凝土施工过程相类似。预埋件的施工过程看起来较为复杂,但是其中也有较多的细节容易被忽视,这也是造成预埋件施工质量低的主要原因之一。
2 工程实例
2.1 概述
山西省某市工业厂房位于该市科技产业园区,主要用于粮食的加工。该工业厂房建筑面积为3 600 m2,为钢筋混凝土排架结构,楼盖采用装配式有檩体系钢筋混凝土屋盖,柱间无支撑,为有吊车梁的单层房屋,柱为变截面柱,高7.2 m,柱间距为4 m,柱截面为490 mm×370 mm(上部)+490 mm×620 mm(下部),最大跨度20 m。
该厂房在建设过程中要安装门窗框预埋件、电器设备预埋件、水电管道预埋件、通风设备预埋件以及梁柱等支撑预埋件等,在整个工程中预埋件种类和数量都比较多。在该厂房施工完成后,技术人员对所有预埋件做了一项调查,发现预埋件施工存在预埋钢板中心位置偏移、平整度和垂直度不符合规定以及钢筋连接未达到设计强度等诸多问题,存在问题的预埋件数量达到了3%,给工程质量带来隐患。
2.2 预埋件施工质量控制要点
1)位置的校核。
预埋件位置的校核是预埋件施工质量控制最重要的一点,上述厂房中存在问题的预埋件大都是因为预埋件位置埋设未达到图纸设计的要求,这样就会导致预埋的门窗洞口门窗安装不上或者倾斜,设备安装后运营过程中产生较大幅度振动。因此,在预埋件施工时,施工人员要认真的分析预埋件的留设位置,并且掌握预埋件的大小及留设空洞的大小,并确定预埋件的放置方式。在模板支护和混凝土浇筑时,要采取措施保证施工过程中预埋件位置的稳定,因为在混凝土浇筑时,使用振动棒振动会造成预埋件的移动;混凝土在成型过程中有可能会产生干缩,也可能导致预埋件的移动。故在预埋件混凝土浇筑时要时刻注意其位置的变动,及时校正。在施工完成后及时进行检查,不合格的及时返工。
2)自身质量的保证。
预埋件埋设之前一定要按照设计承载力进行验算,以保证所下料的钢筋直径、数量以及钢板的厚度在符合相关规定时也满足其抗弯、抗拉以及抗剪承载能力设计值。在预埋件安装时往往要进行切割或焊接,钢筋及钢板受热产生较大的变形,影响其受力性能,焊接质量如果存在问题,将会严重影响预埋件的质量。因此,需要选派技术过硬、熟悉预埋件相关工艺的焊工上岗,对于不同的材料及不同形状的预埋件要采用不同的下料方法,例如环形预埋件采用半自动割枪,而较厚的方形预埋件则采用切割机即可。在焊接时,根据焊件的形状、厚薄等选择合理的焊接方法。在施工时一定要做好预埋件自检,确保其符合相关规范规定及施工的要求。
3)施工时间节点及先后顺序安排的合理性。
在施工过程中,由于预埋件的数量和种类较多,在施工过程中一定要做好时间节点和先后顺序的安排,确保每个预埋件都埋设到位,不要因为赶工而漏埋或者较差的埋设质量。在具体做法上,现场施工组织人员在预埋件施工之前要做好相应的布置,例如将不同种类的预埋件分别放置,根据项目关键路线确定出每项预埋件埋设的时间节点与施工时长,保证与预埋件相关的诸项施工工序能流畅衔接,这样既保证了工期,又保证了预埋件的施工质量。在施工时间的安排上要注重预埋件检查校核时间的安排,在每一道重要的工序后都要安排专业人员进行预埋件埋设的各项检查,还要特别注意隐蔽工程中预埋件的质量情况。
4)工艺阶段施工中细节的加强。
预埋件施工过程中有许多细节性的问题,在各工序中有着不同的细节要求。因此,容易被忽视的问题较多,如变截面柱上预埋件安装要注意上下不同截面安装的区别;角钢预埋件在埋设之前一定要进行反弯曲,其弯曲度为20 mm/1 500 mm,管道预埋常常采用底部固定法,其固定底座高度一般大于30 cm;冷加工钢筋不能用于受力预埋件中,锚筋直径不同,在与钢板焊接过程中所使用的焊接方式不同,小于20 mm时用压力埋弧焊,大于20 mm时用手工焊或者穿孔塞焊,且锚筋直径不应小于8 mm等等。除了上述的要求之外,在预埋件施工过程中还存在诸多的其他重要细节,施工人员要在施工过程中不断总结经验。在本工程实践中,上述不同类型、位置的预埋件都有涉及,存在问题的预埋件也主要是在这些细节方面,在工程的相关工序中,均进行了整改。
3 结语
预埋件施工作为工程主体施工的重要组成部分,看似简单实则充满了许多容易忽视的细节,把握不住质量控制要点就会导致自身质量问题从而影响后续施工乃至工程质量。因此,通过施工实践的经验教训总结,首先要抓住关键环节即预埋件位置校核,在每个环节确保当前阶段的预埋件自身质量;其次合理安排施工工序,保证施工过程得以顺利进行,最后抓住每个工艺阶段的细部施工,确保每个细节的完善。
[1] 胡书锋,莫小飞.建筑工程预埋件施工质量控制分析[J].门窗,2014(6):87-88.
[2] 赵建忠,武 伟.三门AP1000核电项目预埋件施工质量控制技术[J].山西建筑,2014,40(4):219-221.
[3] 徐小洋,何 瑞.弧形连续轨道高精度预埋件安装技术[J].施工技术,2015(7):125-128.
The construction process and quality control of embedded parts in construction engineering
Wang Junhua
(The8thShanxiConstructionGroupCompanyLimited,Taiyuan030027,China)
The paper introduces the types and calculation methods for the load capacity of the embedded parts in architectural projects, indicates the construction craft procedure of the embedded parts, and points out the quality controlling points for the embedded construction in projects, so as to provide some theoretic reference for the scientific construction of the embedded parts.
embedded parts, construction craft, quality control, loading capacity
1009-6825(2016)26-0120-03
2016-07-03
王军华(1977- ),男,工程师
TU712.3
A
猜你喜欢
建材发展导向(2022年2期)2022-03-08
特种结构(2021年6期)2021-12-31
福建建筑(2019年3期)2019-04-16
中学生数理化·八年级物理人教版(2018年5期)2018-06-21
江西建材(2018年1期)2018-04-04
中国工程咨询(2017年4期)2017-01-31
中华建设(2017年10期)2017-01-19
中华建设(2017年10期)2017-01-19
火炸药学报(2014年3期)2014-03-20
大连理工大学学报(2014年2期)2014-03-20
