
无T形接头及大角焊缝的钢制焊接超大型油罐
2016-12-26 02:20倪永良王海范
化工机械 2016年6期
倪永良 崔 琴 王海范
(江苏省化工设备制造安装有限公司)
无T形接头及大角焊缝的钢制焊接超大型油罐
倪永良*崔 琴 王海范
(江苏省化工设备制造安装有限公司)
设计了一种无T形接头及大角焊缝的钢制焊接超大型油罐,在罐壁与罐底环形边缘板之间增加了过渡连接圈,使圆筒形罐壁通过弧形过渡段圆滑过渡到平面形罐底,这种结构可以明显降低罐壁与罐底连接部位的边缘应力,排除了整个油罐的主要危险点,可使超大型油罐能够安全运行。
超大型油罐 T形接头 大角焊缝 低周疲劳 提离运动 象足屈曲 抗震性能
随着国民经济对石油需求量的不断增加,以及国家石油储备体系的建立,原油的储存量不断增加,建造的油罐容量也不断扩大。现在我国新建的储备原油的油罐,单台容量都在10×104m3以上,有的已经达到15×104m3,国外最大的单台容量已经超过20×104m3。因此,单台容量20×104m3的超大型油罐将成为我国今后原油储罐建设的重点[1]。现行的油罐设计规范标准主要有:我国的GB 50341-2014《立式圆筒形钢制焊接油罐设计规范》[2]、美国的API 650-2013《焊接石油储罐》[3]、日本的JIS B 8501-2013 《焊接的钢制石油储罐》[4]、英国的BS 2654-1997《石油工业立式钢制焊接油罐》[5],其中采用最广泛的是美国石油学会标准API 650-2013。
到目前为止,国内外的油罐均为钢制焊接立式圆筒形结构,罐体由罐底、罐壁和罐顶组成,其中罐顶有固定顶和外浮顶两种,大型和超大型的油罐采用外浮顶;容积在10×104m3以上的超大型油罐,因为消防的要求,目前罐壁的高度一般为22m左右;罐底由中幅板与环形边缘板组成,罐壁底部与环形边缘板之间的T形接头采用角焊缝连接,该角焊缝又称大角焊缝。有关专家对油罐上T形接头区域及大角焊缝部位所作的应力分析以及对该区域安全性状况进行了评价,认为T形接头区域是整个油罐的主要危险点,给油罐的安全运行带来很大的危害。针对上述危害的情况,笔者设计了一种无T形接头及大角焊缝的钢制焊接超大型油罐。
1 现行油罐上T形接头区域的载荷及大角焊缝部位的应力状况
1.1T形接头区域承受的载荷
油罐内充满油品后,罐壁在油品液柱静压力的作用下产生周向拉应力,罐壁发生径向位移。但是在罐壁底部与罐底的T形接头处,由于罐底的约束,罐壁的径向位移受到限制,根据弹性力学理论[6],在罐壁底部将产生局部性的弯矩和横向剪力。由内压薄壁容器的应力分析可知,在罐壁与罐底的T形接头处,由于罐壁与罐底各自的自由变形相互约束(变形不协调)而产生附加弯矩引起的附加应力(边缘应力),边缘应力属于二次应力,其中既有二次薄膜应力,又有二次弯曲应力[7]。
因为罐壁与罐底的T形接头处在形状上由圆筒形罐壁突变到平面形罐底,属于几何不连续结构。T形接头处的总应力是由油品的液柱静压力引起的一次薄膜应力与附加弯曲二次应力的总和,所以,在T形接头处由于边缘效应引起应力集中[8]。
1.2大角焊缝部位的应力状况
由于T形接头的大角焊缝焊接后,焊缝内部存在着很大的焊接残余应力[9],所以在罐壁与罐底的T形接头处由附加弯矩引起的边缘应力,加上焊接残余应力,在焊缝部位将出现很大的峰值应力[10,11]。
虽然由变形不协调而产生的附加弯矩引起的边缘应力具有自限性,根据强度设计准则,具有自限性的应力使容器直接发生破坏的危险性一般较小,但是边缘应力的自限性是由于不连续部位的局部范围材料发生屈服产生塑性变形而引起的结果,对于受疲劳载荷作用的容器,如不控制边缘应力,在边缘高应力区有可能导致脆性破坏或疲劳[8]。
根据油罐设计规范,对T形接头处罐壁内外两侧的角焊缝尺寸有一定要求,大角焊缝不需要采用全焊透结构,内外角焊缝之间存在一定尺寸的不焊接区域,所以整个大角焊缝属于未焊透结构(见GB 50341-2014第5.2.10条要求和该标准后面所附的“条文说明”中关于第5.2.10条的解释)。另外,大角焊缝在焊接过程中,焊缝内不可避免地存在着一些允许的焊接缺陷。由于大角焊缝内存在未焊透,在未焊透处存在应力不连续,应力强度出现多次峰值[11]。所以油罐在进出油的操作过程中,随着油罐内液位高度的变化,罐壁与罐底的T形接头部位的应力也随之变化,大角焊缝内的应力峰值也不断变化。未焊透和焊接缺陷处的焊缝随着应力峰值的不断变化容易产生裂纹并扩展造成低周循环疲劳破坏[1],使得该部位成为整个油罐的危险点,国内外很多油罐事故都发生在这一部位[10,12]。
针对罐壁与罐底的T形接头部位存在的危险性,各国的油罐设计规范(GB 50341-2014、API 650-2013、JIS B8501-2013)对该部位大角焊缝的结构和尺寸均提出了明确的要求,因为该角焊缝的焊脚尺寸过小则焊缝强度不够,尺寸过大则造成接头的刚性过大,接头处所受的应力也会增大(见GB 50341-2014所附“条文说明”中关于第5.2.10条的解释)。
1.3大角焊缝对超大型油罐安全性的影响
当油罐的直径不大时,罐壁的钢板厚度不太厚,罐壁与罐底的T形接头部位的应力集中程度并不严重,所以不会对油罐的安全性带来大的影响。
而对于单台容积在10×104m3以上的超大型油罐,罐壁的钢板厚度比较厚,T形接头的大角焊缝焊接时,焊缝内容易产生缺陷,而且随着钢板厚度的加大,角焊缝的焊脚尺寸也要相应加大,焊缝内的焊接残余应力也随之增大,T形接头部位的应力集中现象将非常明显,该部位潜在的危险性也随之增大。
例如,单台容量为15×104m3的超大型油罐,罐壁直径达到φ100m。为了降低罐壁的钢板厚度,目前超大型油罐的罐壁材料普遍采用抗拉强度级别为610MPa(屈服强度为490MPa)的高强度钢板[13],钢板的常温许用应力达到294MPa。对于超大型油罐,在正常操作情况下,T形接头处的峰值应力就超过了材料的屈服强度,有的甚至达到或超过了材料的抗拉强度值[1,10,11,14,15]。
另外,现有的大型油罐采用的平板型罐底,罐壁与罐底之间采用T型接头连接,这样罐壁下部处于几何不连续状态,因而其应力也处于不连续状态,这对抗地震载荷来说是很不利的。所以,每次发生较大级别的地震以后,震区均有不少大型油罐遭受破坏性震害。由此可见,现有的大型油罐在地震中产生的震害之大是有其自身原因的,而决非偶然现象[16,17]。
充满油品的大型油罐一旦发生破坏,大量的油品瞬间冲到油罐外,防火堤有被冲垮的危险,甚至引发大范围的火灾爆炸事故,并且造成难于弥补的灾难性环境破坏[18]。
由以上所述可知,现有的超大型油罐,由于油罐罐壁与罐底的T形接头区域存在着很大的附加弯矩引起的边缘应力,并且大角焊缝部位存在着很大的峰值应力,因而使得T形接头部位成为整个油罐的危险点,给油罐的安全运行带来很大的危害:油罐在进出油的操作过程中,随着油罐内液位高度的变化,T形接头部位的应力也随之变化,因而该部位很容易发生低周疲劳破坏[10,12,19];当基础发生不均匀沉降,或者遇到地震使油罐罐底作提离运动时[16,20,21](在GB 50341-2014D.5“抗震验算”中,用术语“翘离”代替了“提离”),现有的油罐T形接头的大角焊缝在局部范围受到垂直方向上拉力的作用,容易产生裂纹并扩展而发生撕裂破坏[12,17,18];现有的油罐遇到地震带来的动载荷冲击时,使罐壁下部产生象足屈曲[20,22],油罐T形接头部位将产生很大的附加弯矩,由该附加弯矩引起的边缘应力与原有的应力叠加,将大大超过该部位能够承受的最大应力,而使该部位容易发生冲击破坏, 因而现有的大型或超大型油罐的抗震性能较差[16,23,24]。
2 新结构超大型油罐
为了保障超大型油罐运行过程中的安全可靠性,消除由于T形接头及大角焊缝的存在对超大型油罐安全运行带来潜在的危害,排除整个油罐的主要危险点,笔者设计了一种新结构(图1)的超大型油罐。新结构的超大型油罐在罐壁与罐底之间采用过渡连接圈连接,取消了现有油罐的罐体上罐壁与罐底之间的T形接头及大角焊缝。
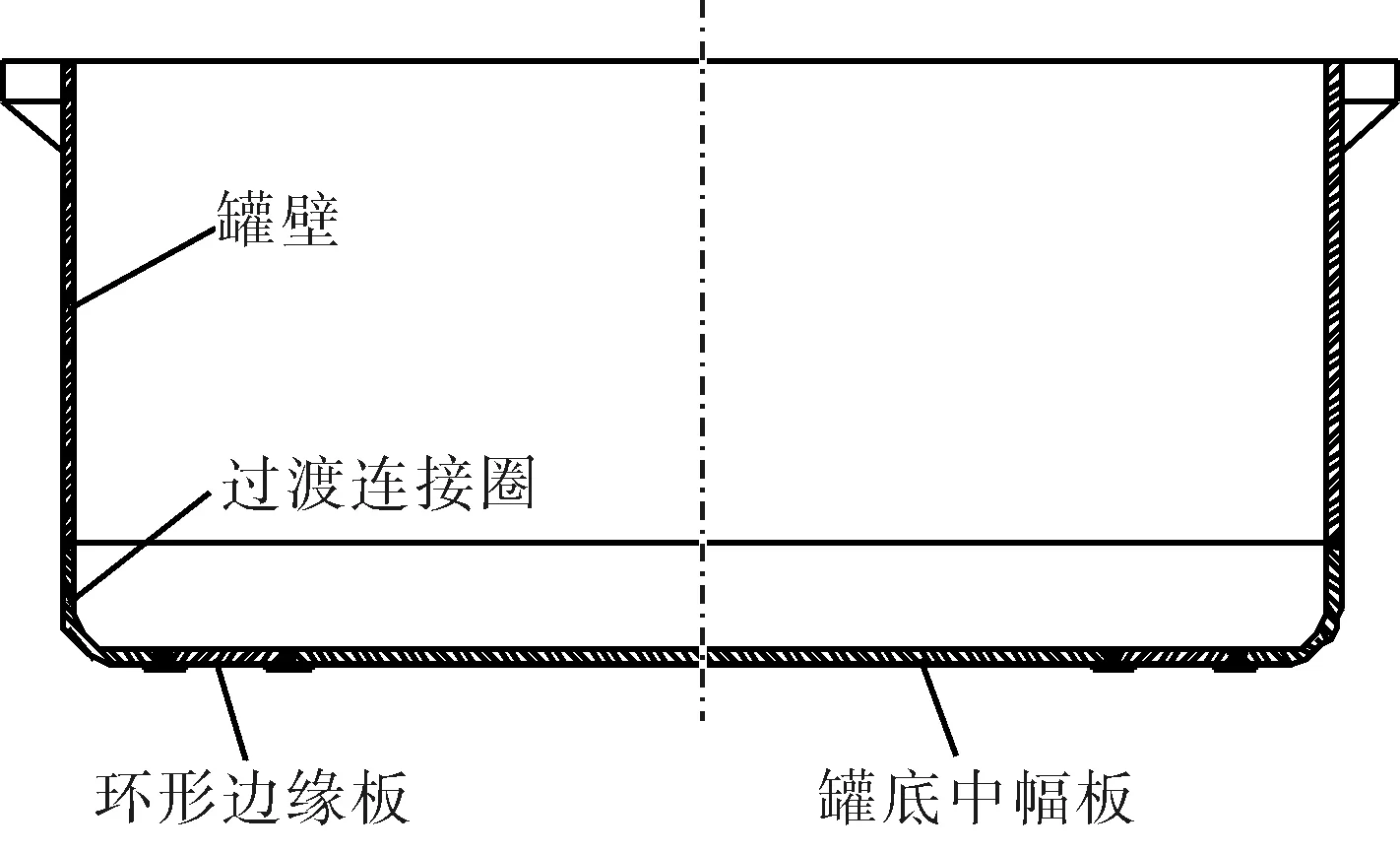
图1 新结构超大型油罐的罐体结构示意图
为了使过渡连接圈具有一定的弹性,应当取较小的厚度,但厚度过小会降低罐壁的稳定性,所以不能太小。过渡连接圈的厚度可以取与罐底环形边缘板相同的厚度,材料与罐壁底圈相同。过渡连接圈的结构如图2所示。
过渡连接圈的加工方法为:将一定宽度的钢板沿宽度方向预弯成图2所示的断面形状,钢板的宽度即为图2中断面的展开尺寸,并且沿钢板的长度方向按罐壁的直径大小弯制成圆弧形,根据所用钢板的长度和罐壁的周长,确定需要预弯成形的预弯件的数量,然后将这些预弯件拼接成整圈。
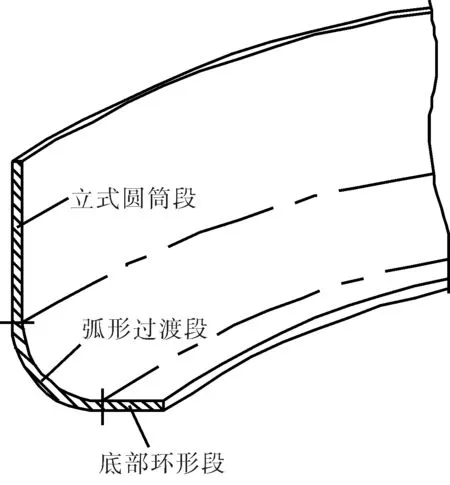
图2 过渡连接圈的结构
超大型油罐的罐底环形边缘板厚度为20~24mm,过渡连接圈钢板的厚度与罐底环形边缘板等厚,弧形过渡段的弯曲半径取150~200mm,底部环形段的宽度应不小于150mm,在预弯成形后成形质量得到保证的前提下,该宽度应尽量大。立式圆筒段的直段高度应大于500mm,具体高度根据所用钢板的宽度确定。
对于超大型油罐,罐壁的厚度是按照罐内装满油品时的液柱静压力计算确定的,而罐底环形边缘板的壁厚小于罐壁底圈的厚度,按照GB 50341-2014第5.1.2条,环形边缘板的厚度只有罐壁底圈厚度的一半左右。罐壁与罐底之间采用过渡连接圈连接以后,过渡连接圈上部的立式圆筒段成了罐壁的一部分,如果过渡连接圈的厚度小于罐壁底圈的厚度,则过渡连接圈上部的立式圆筒段不能满足强度要求,所以需要对立式圆筒段进行加强。立式圆筒段的加强结构如图3所示。
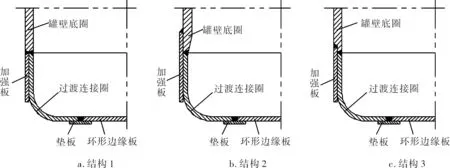
图3 3种立式圆筒段的加强结构
图3a所示的加强结构,过渡连接圈的立式圆筒段与罐壁底圈内表面平齐,加强板的上端与立式圆筒段的上端平齐并与罐壁底圈对接连接。这种加强结构,由于立式圆筒段和加强板与罐壁底圈的对接焊缝在同一位置,从焊缝的受力情况来说不是很好,但这种结构施工方便。
图3b所示的加强结构,过渡连接圈的立式圆筒段与罐壁底圈外表面平齐,罐壁与立式圆筒段的连接处作削薄处理,加强板贴在外侧,上端超过立式圆筒段与罐壁的连接环焊缝。这种结构环焊缝的受力情况比较好,但罐壁下端要作削薄处理,增加了施工的工作量。
图3c所示的加强结构,是图3a所示的结构的改进版,这种结构环焊缝的受力情况更好,但这种结构增加了罐壁底圈下端加工的难度。
在超大型油罐的罐壁与罐底之间增加了过渡连接圈以后,使原来的圆筒形罐壁通过T形接头突变到平面形罐底的几何不连续结构,改为圆筒形罐壁通过弧形过渡段逐渐过渡到平面形罐底的曲线圆滑过渡结构。这种结构取消了油罐罐壁与罐底的T形接头以及该接头部位的大角焊缝,可明显降低油罐罐壁与罐底过渡部位的附加弯矩引起的边缘应力,消除了原来由于焊接大角焊缝而存在的很大的焊接残余应力。新结构过渡连接圈与罐壁和罐底环形边缘板之间均采用对接接头连接,焊缝质量容易保证,可使超大型油罐罐壁与罐底过渡部位的受力情况从根本上得到改善,排除了整个油罐的主要危险点,使超大型油罐的安全运行有了保障:
a. 提高了超大型油罐罐壁与罐底过渡部位的抗疲劳能力,不容易发生低周疲劳破坏;
b. 当基础发生不均匀沉降或遇到地震使油罐罐底作提离运动时,过渡部位可以通过局部弹性变形以适应基础的沉降或者罐体的运动,而且过渡连接圈与罐底边缘板及罐壁之间的对接焊缝受力情况好、承载能力大,所以这种结构的超大型油罐罐壁与罐底的过渡部位的连接焊缝不容易发生撕裂破坏;
c. 这种结构的超大型油罐遇到地震带来的动载荷冲击时,因为过渡连接圈的弧形过渡段是弹性结构,在冲击载荷的作用下将产生弹性变形,可以降低过渡部位的附加弯矩,减轻罐壁下部象足屈曲的程度,防止该部位发生冲击破坏,从而可以提高油罐的抗震性能。
3 结束语
笔者总结了近年来国内有关方面的专家对大型和超大型油罐的结构应力及安全性方面研究的成果,设计了一种无T形接头及大角焊缝的钢制焊接超大型油罐,在罐壁与罐底环形边缘板之间增加过渡连接圈,使圆筒形罐壁通过弧形过渡段圆滑过渡到平面形罐底,这种结构可以明显降低罐壁与罐底连接部位的边缘应力,同时能消除原来大角焊缝内存在的很大的焊接残余应力,排除了整个油罐的主要危险点,使超大型油罐的安全运行有了保障。新结构的超大型油罐现在还在理论探索阶段,谨请各方面专家对其合理性、适用性进行分析和论证,以期尽早投入实际工程应用。
[1] 刘发安,宋嘉宁,白光野,等. 20×104m3特大型浮顶原油储罐应力分析与安全评定[J]. 油气储运,2013,32(2):199~202.
[2] GB 50341-2014,立式圆筒形钢制焊接油罐设计规范[S].北京:中国计划出版社,2014.
[3] API 650-2013,Welded Tanks for Oil Storage[S]. USA: American Petrolenm Institute,2013.
[4] JIS B 8501-2013,焊接的钢制石油储罐[S].Japan: Japanese Industrial Standards ,2013.
[5] BS 2654-1997,石油工业立式钢制焊接油罐[S].British: British Standard Aerospace Series,1997.
[6] 徐芝纶. 弹性力学(下册)[M].北京:高等教育出版社,2006:190.
[7] 刁玉玮,王立业,喻健良. 化工设备机械基础[M].大连:大连理工大学出版社,2006:82~85.
[8] 余国琮. 化工容器及设备[M].天津:天津大学出版社,2003:116~123.
[9] 中国机械工程学会焊接学会.焊接手册第3卷“焊接结构”[M].北京:机械工业出版社,2008:107~108.
[10] 陈志平. 大型油罐大角焊缝处峰值应力分析[J]. 压力容器,2005,22(5):12~15.
[11] 张雪铭. 超大型原油储罐大角焊缝处应力分析及结构优化[J]. 化工设计,2014,24(2):26~29.
[12] 吴云龙,王小珊,武铜柱. 12.5万m3外浮顶原油储罐主要结构设计[J]. 石油化工设备,2003,32(3):35~36.
[13] 武铜柱. 大型立式油罐发展综述[J].石油化工设备技术,2004,25(3):56~59.
[14] 白生虎,陈志平,武铜柱,等. 15×104m3国产钢板浮顶油罐应力测试分析[J]. 石油化工设备技术,2010,31(1):5~8.
[15] 黄卫东. 钢制立式储罐常见失效模式及检测技术[J]. 化工装备技术,2015,36(6):26~29.
[16] 韦树莲. 必须重视大型石油储罐的抗震问题[J]. 国际地震动态,1995,(3):17~20.
[17] 孙建刚,张荣花,张亮. 基于概率估计方法的立式储罐地震易损性研究[J]. 世界地震工程,2009,25(1):37~42.
[18] 刘强,王建华,赵泽霖,等. 大型油罐破裂泄漏特征研究[J]. 当代化工,2015,44(3):570~576.
[19] 魏化中,何亚莹,游锋,等. 大型储罐大角焊缝裂纹的可靠性分析[J]. 武汉工程大学学报,2014,36(2):68~72.
[20] 张如林,程旭东,管友海. 大型储罐抗震研究现状与发展综述[J]. 四川建筑科学研究,2015,41(1):205~209.
[21] 李梁峰,林建华. 大型储罐抗震能力可靠度评估[J]. 地震工程与工程振动,2004,24(4):152~157.
[22] 陈志平,曾明,余雏麟,等. 大型油罐应力分析与屈曲稳定性研究[J]. 油气储运,2008,27(12):7~12,46.
[23] 潘家华. 中国的能源问题和国家石油储备[J]. 油气储运,2004,23(12):1~3.
[24] 钟江荣,赵振东,于世舟. 故障树分析方法评估储油罐地震次生火灾[J]. 自然灾害学报,2013,22(6):191~194.
Ultra-largeSteelOilTankWeldedWithoutT-jointandBigFilletWeld
NI Yong-liang, CUI Qin, WANG Hai-fan
(JiangsuChemicalEquipmentManufacture&InstallmentCo.,Ltd.,Changzhou213002,China)
A ultra-large steel oil tank welded with T-joint and big fillet weld was designed where a transition connecting ring was added between the tank wall and the annular edge plate of the tank bottom so that the cylindrical tank wall can transit to a flat bottom from an arc transition section. This structure can significantly reduce edge stress of the joint between the tank wall and the tank bottom so as to eradicate the main danger points there and to ensure a safe operation of the ultra-large oil tanks.
ultra-large oil tank, T-joint, big fillet weld, low cycle fatigue, lift-off motion, elephant- foot buckling, anti-seismic performance
*倪永良,男,1959年1月生,高级工程师,总工程师。江苏省常州市,213002。
TQ053.2
A
0254-6094(2016)06-0754-05
2016-07-10,
2016-10-27)
(Continued from Page 753)
AbstractA hydraulic clay refining equipment for illite soil was designed and both structure and parameters of a 50kt/a equipment were determined, including a 3m diameter of the drum cylinder, 10m in the drum length, 0.5m in the screw push plate’s height, 0.5m adjacent plate spacing and 0.3 m/s rotating speed of the cylinder; meanwhile, the main components of the equipment were illustrated and matters needing attention in the manufacturing, installation and the operation were discussed. The application results show that, the mineral soil processing speed can reach 25 to 30 t/h with 60 t/h water consumption and 42.2kW·h electricity consumption; the slurry’s solids content stays at 17 to 19 g/L and the slurry sediment is 14.7 g/L in 30min along with a≤0.125mm mesh illite particle size. The whole equipment has excellent performance, stable operation and strong continuity.
Keywordsclay refining and filter, illite,equipment design
猜你喜欢
工程建设与设计(2022年22期)2022-12-15
舰船科学技术(2022年11期)2022-07-15
水上消防(2020年4期)2021-01-04
石油化工设备技术(2020年6期)2020-11-23
中国化工贸易·上旬刊(2020年7期)2020-09-10
造纸信息(2019年7期)2019-09-10
中国特种设备安全(2019年1期)2019-03-13
中国核电(2017年2期)2017-08-11
化工管理(2017年20期)2017-03-03
化工设计(2017年1期)2017-03-03
