
二氧化硫转化过程分析
2016-12-26 08:07陈岩王全贵张晓晶
中国洗涤用品工业 2016年1期
陈岩,王全贵,张晓晶
(中国中轻国际工程有限公司,北京,100026)
二氧化硫转化过程分析
陈岩,王全贵,张晓晶
(中国中轻国际工程有限公司,北京,100026)

三氧化硫磺化技术在我国合成洗涤剂工业中已广泛使用,为我国洗涤剂生产技术及产品质量的提高和发展起到了积极的推动作用,并已推广应用到石油和化工行业。二氧化硫转化单元也称为三氧化硫制备单元,是SO3磺化装置中的重要组成部分。文中着重描述了二氧化硫转化的重要性及其反应过程,说明了二氧化硫的转化必须在触媒的作用下才可以实现工业化生产的事实。
二氧化硫转化;转化率;温度;触媒;压力
1. 概述
三氧化硫磺化装置是合成洗涤剂工业中不可缺少的化工装置之一,其工艺技术的先进性、产品质量的优劣直接关系到合成洗涤剂的质量。该技术最早应用于洗涤剂行业是上世纪50年代后期,是洗涤剂生产工艺的一大突破,它具有原材料消耗低、产品质量高、适应性强、操作弹性大、三废处理好等优点。三氧化硫磺化技术在我国的应用始于上世纪70年代末,20世纪80年代中期至20世纪90年代末,是我国三氧化硫磺化技术高速发展时期。我国磺化技术经过50多年的发展,已经具备了自主开发三氧化硫磺化装置和磺化产品的能力,其水平已与国外的磺化技术相近。三氧化硫磺化技术的应用也从洗涤剂行业向石油、化工等行业扩展。
三氧化硫磺化装置由多个化工单元组成。当谈到三氧化硫磺化技术,人们的目标总会转移到磺化反应器上来,因为它是三氧化硫磺化装置的核心设备。但很少有人提及二氧化硫转化的问题,其实二氧化硫转化在三氧化硫磺化装置中也占有相当重要的地位。如果二氧化硫转化器设计不合理或操作不当,它将给后来的生产带来很多不便。它不仅会增加原料硫磺的消耗,更重要的会给环境带来大量的二氧化硫废气,给人们的安全带来威胁,至而影响到磺化产品的质量,甚至于被迫停车。
2. SO2/SO3转化工艺过程简述
磺化装置的SO2转化器一般由304不锈钢制成,为圆桶式塔体结构,顶端和中间段设有插入式U形列管式换热器。塔内装有三层或四层V2O5催化剂。在所有床层上的催化剂均为“三明治”式,即在催化剂的上下各有氧化铝惰性瓷球,其中上下层均为φ1"氧化铝瓷球构成,底部有不锈钢格栅支撑,格栅上铺有6~10目的不锈钢丝网。催化剂上层的瓷球保证了气体经过适当分配后在进入下面的催化剂床层。而下层的瓷球防止催化剂小球掉落,同时SO2经过重新分布进入下一床层。
来自燃硫炉的混合炉气大约650℃左右,SO2气浓约6%~7%。混合气体经过转化塔顶SO2冷却器被冷却到约435℃进入催化剂床层,此时第一层SO2的转化率可达到70%以上。在第一床层和第二床层之间设有层间冷却器,反应气体通过冷却,温度降至矾触媒的起燃温度约445℃,即第二层催化剂的入口温度。
因经过第二床层反应后的温升相对较小,同时炉气中的氧含量也逐渐降低,因此在第二床层与第三床层间利用冷激风冷却,同时提高氧含量,促使反应过程向产物方向发展。温度由约490℃冷却到440℃后,进入第三层催化剂。反应后的混合气体的温度由440℃升高至约445℃,此时SO2的转化率达到95%以上。
经过第三床层反应后的温升仅为5~10℃,因此在第三床层与第四床层间再次补充干燥的空气进行冷却,温度降至425℃后,进入第四层催化剂。反应后的混合气体的温度升高至426℃,此时SO2的转化率可达97%~98%。
为了使SO2进入塔内能即时转化,开车前需将转化塔进行预热,将塔内催化剂预热至起燃温度,预热时间的长短主要取决于预热器的热负荷及塔内换热器的能力以及催化剂的填装量,但同时必须按照催化剂的性能要求,升温梯度一般为20~30℃/h;新催化剂在150℃前应控制在10~15℃/h。
在转化器顶第一层气体进口,装有列管式SO2冷却器,在第一、二催化剂层之间设SO2/SO3层间冷却器,用以保证各层的反应温度控制在最佳值。转化器各床层的温度均采用自动控制,保证转化的最佳温度。
SO2-SO3转化系统流程详见(图1)。
2.1 二氧化硫转化反应为可逆反应过程
二氧化硫是一种对人体十分有害的气体。在一般情况下,二氧化硫转化为三氧化硫是不能进行或进行非常缓慢的,需借助于触媒的催化作用,其反应方程式如下。

从以上反应方程式可知,此反应为可逆反应。在二氧化硫与氧反应生成三氧化硫的同时,三氧化硫也有部分分解为二氧化硫和氧,已反应的二氧化硫与起始二氧化硫的总量之百分比叫做转化率,我们通常所说的转化率就是指它。

图1 SO2-SO3转化系统流程
从反应动力学我们知道,在反应开始时(图1 A口),由于反应物(SO2、O2)的浓度较高,而生成物(SO3)则等于零,所以反应速度很快。随着反应的进行,二氧化硫和氧的浓度减少,正反应速度逐渐减慢,而随着三氧化硫浓度的增加,逆反应速度加快,一个变快,一个变慢,相互接近,最后正反应和逆反应速度相当,这时转化成的三氧化硫刚好等于分解掉的三氧化硫的量。只要反应条件不变化,无论时间多长,反应物不再减少,生成物不再增加。此时反应便达到了化学平衡状态,反应速度等于零。各个组分的浓度称为平衡浓度,这时二氧化硫的转化率称为平衡转化率。化学反应达到平衡就是在一定条件下达到了反应极限。所以平衡转化率就是在设定条件下所可能达到的最大转化率。平衡转化率越高,则实际可能的转化率也越高。
二氧化硫转化反应的平衡是相对的,不是绝对的。正反应、逆反应的速度随条件的变化而变化。只要条件变化了,原来的平衡就会破坏,重新建立新的平衡。在不同温度、不同压力、不同的原始气体和生成物浓度条件下,二氧化硫的平衡转化率是不同的。如果从转化过程中,把生成物三氧化硫除去,逆反应速度必然大大减小,平衡状态立即打破,反应就朝有利于正反应的方向进行,进一步提高转化率。在工程设计中,就是根据以上规律,为了得到较高的SO3转化率,往往采用在SO2-SO3转化塔(C1201)的第三层(或第四层)加入冷激空气。图1中,来自空气干燥单元的干燥空气由C1201第三层催化剂上方G口及第四层催化剂上方H口分别通过空气分配器加入到SO2-SO3转化器(C1201)中,目的即是增加氧气的浓度,相对的减少三氧化硫的浓度,同时也降低了反应温度,从而达到提高平衡转化率的目的。
2.2 二氧化硫转化是在一定温度下进行的放热反应
我们知道,一切放热的化学反应,降低反应温度都能使反应率提高,这是一般的化学反应规律。二氧化硫转化反应正是一个放热反应,因此平衡转化率随反应温度的降低而提高。所以在设计中SO2-SO3转化器(C1201)的第一层和第二层催化剂的出口都设有空气冷却器(图1中E1202和E1203)。其目的就是降低反应温度而提高转化率。二氧化硫的平衡转化率与温度关系如表1所列。
从表1可以看出,在二氧化硫和氧气的浓度不变的情况下,随着温度升高,而转化率却下降。因此,从平衡转化率和浓度的关系来看,要想获得较高的转化率,反应温度应尽可能控制的低一些。在实际生产的二氧化硫转化过程中,一定要移走一部分反应热,维持一定的反应温度。但并不是温度降的越低越好。这主要是由以下因素决定的:
(1)对于放热反应,随着反应温度的降低,平衡转化率可提高;但从另一个角度来看,反应温度降低却抑制了反应速度。这是因为反应速度和反应温度成正比关系,如表2。
如果单纯追求平衡转化率,而把反应温度控制的很低,虽然转化率很高,但反应速度却很慢,事实上三氧化硫的得率将是很少,失去生产的实际意义。从表2看出,反应速度随温度升高而加快,增快的倍数相当大。温度由400℃升到525℃反应速度增大13.5倍。因此,在单位时间内,对于一定的转化器和一定量的触媒来说,提高反应温度可使二氧化硫的转化数量增加很多。从而大大提高了转化设备的生产能力。
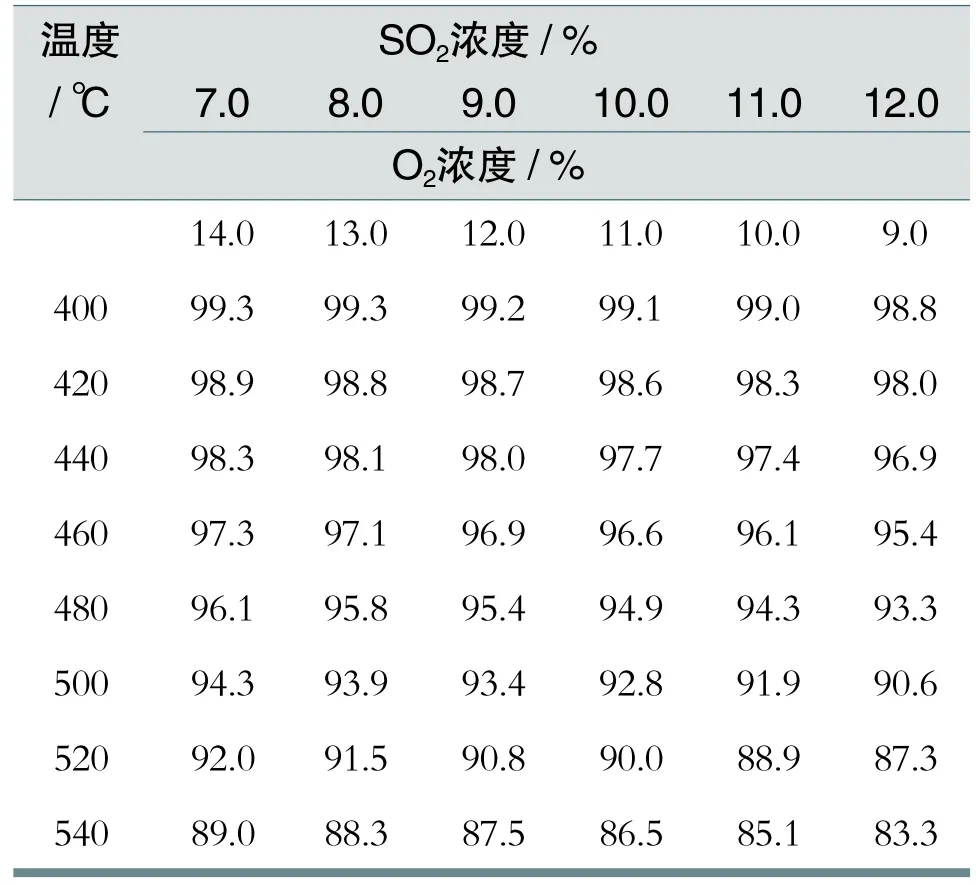
表1 二氧化硫的平衡转化率与温度关系
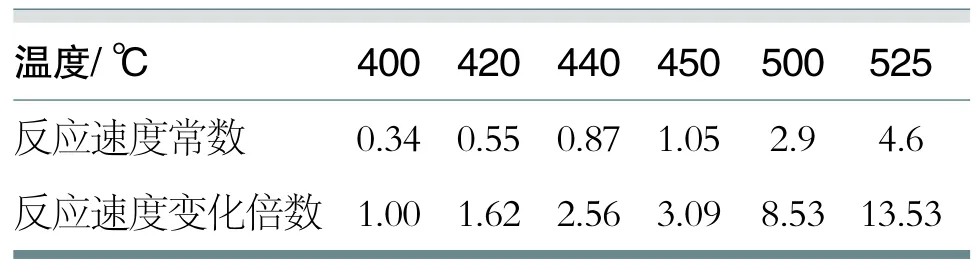
表2 反应速度常数与温度关系
(2)当温度降到一定限度时,触媒便不能再起催化作用,而使转化反应停止。这个不能使触媒起催化作用的温度,我们称为起燃温度。因此,触媒的起燃温度应当低一些较好。其起燃温度的高低与触媒的特性及进入转化器的气体成分有关。国内生产装置(包括从国外引进装置)触媒的起燃温度一般在380~430℃之间。从上述情况可见,只考虑反应速度,则反应温度越高越好,如只考虑转化率,则反应温度越低越好,可见这是一对矛盾。因此在选择转化温度指标时,不但要考虑有效转化率,还要考虑反应速度。所以在转化过程中,就不应该自始至终保持一个反应温度。图1中,反应的初期即SO2-SO3转化塔(C1201)气体进口A与第一层催化剂之间,二氧化硫和氧气的浓度高,三氧化硫的浓度低,距离平衡状态较远,宜使气体在较高温度下转化,实际生产中A口进气温度通常在650℃左右,这时反应速度要快些合适;气体经过E1202冷却至450℃左右(由仪表TI监测)进入第一层催化剂转化,由于反应放热使气体升温至约600℃(由仪表TI监测)进入E1203冷却器,冷却至450℃左右(由仪表TI监测)后进入第二层催化剂中进行转化反应,此时气体温度为500~550℃(由仪表TI监测);反应后期即气体经过第三层以及第四层催化剂后,气体浓度关系正好相反,距离平衡状态较近,宜使气体在较低温度下转化,所以在此处增加冷激风(图1 G口及H口接入干燥冷空气)而降低气体温度,冷激风进气量由仪表TI通过调节阀来控制。装置设计理念或在工厂的实际应用中,气体在SO2-SO3转化塔的每层催化剂进出位置均设计有温度仪表随时监测,以获得较高转化率。
2.3 二氧化硫转化反应必须在触媒催化作用下进行
在反应压力和反应物浓度一定的条件下,加快反应速度有两种方法。一个是提高反应温度,使其反应物分子能量提高,增加其中大于反应活化能分子的数量。另一个方法是采用触媒。触媒也称为催化剂或接触剂。在转化反应中反应物分子先与触媒结合成过渡性的“表面中间化合物”,然后再分解得到生成物和触媒,这个“表面中间化合物”的生成和分解的反应所需要的活化能比反应物直接反应成生成物的活化能要小得多。触媒虽参加了反应过程,却没有进入生成物,而实际只是使反应沿着一条活化能较小的途径进行。这样在同样的反应温度下就会大大加快反应速度。
二氧化硫的转化反应,一般在高温下如400~600℃,反应速度仍然很慢,还不能达到工业生产的需要,温度在1000℃以上时,虽然反应速度很快,但如前面所述,平衡转化率却很低,并且给设备制造以及现场操作带来了极大的不便。因此即使能创造高温条件,也会因平衡转化率过低而无法实现工业化生产。为使转化反应能在工业化生产中实现,就只有采用催化剂来加快反应速度。使反应在不太高的温度下能足够快的进行,而且能有较高的转化率。
二氧化硫的转化一般采用钒催化剂。据资料记载,1930年以前,在接触法硫酸生产中,几乎全是采用铂触媒。铂触媒的活性比现在应用中的其他种类的触媒都好,但铂触媒易中毒,而又价格昂贵,因此后来逐渐被其他触媒取而代之,目前多采用钒触媒。
二氧化硫转化过程中触媒是怎样起到催化作用呢?一般可分为以下四步进行:
a. 触媒表面与氧结合;
b. 触媒表面的氧原子与二氧化硫分子结合;
c. 在触媒表面上,由原子重排形成SO3分子团;SO2· O · 触媒→SO3· 触媒
d. 三氧化硫分子从接触剂表面上解吸。
以上四步,每个步骤的活化能以及它们综合起来显示的活化能比二氧化硫分子直接在气相中与氧反应的活化能低的多。在无触媒的情况下,二氧化硫转化反应活化能为50000卡/mol。在钒触媒的作用下,反应活化能下降到22000~23000卡/mol,因而反应速度大大加快。如475℃的反应速度,用钒触媒比不用触媒要快一亿六千万倍。如果不用触媒要达到同样的反应速度,则要把反应温度提高到1400℃以上。可见触媒的重要性。在钒触媒的作用下(380~430℃),平衡转化率可以达到98%以上。触媒解决了二氧化硫转化率和反应速度对温度要求的矛盾。总之,如果不采用触媒,二氧化硫的转化反应则无法在工业化生产中实现。
现阶段,常用的钒触媒按起燃温度分为中温型和低温型两种。综合考虑经济、起燃温度、转化率、通气阻力等各方面因素,四层催化剂中一般第一、二层填装中温型触媒,第三、四层填装低温型触媒。
2.4 二氧化硫转化是气体体积缩小的反应过程
从二氧化硫转化反应的方程式知道,每1.5份体积反应物变为1份体积的生成物,这是一个体积缩小的反应。因此,增加压力,可以提高平衡转化率。当其他条件不变时,平衡转化率就随压力增大而升高。压力与平衡转化率的关系见表3。
表3可以看出,虽然加压能提高转化率,但提高的并不多;而且动力消耗较大(因转化气中80%以上是不参与反应的氮气),同时还要解决加压后的设备易腐蚀问题。可见在常压下操作是可取的。在国内的一些生产装置上,一般操作压力在0.1MPa(表)左右。而由国外引进的SO3磺化装置(如意大利Ballestra公司)操作压力一般控制在0.03~0.05 MPa (表),其转化率一般可达到97%以上。据报道,世界上也出现过加压过程。用气体压缩机,转化器进口压力控制在0.5MPa ,转化率可达99.85%,基建投资比一般厂低了10%,而耗电量却大大增加。

表3 二氧化硫平衡转化率与压力的关系
3. 结论
综上所述,二氧化硫转化是一个催化氧化过程,它能应用于工业生产中,主要由于有触媒的催化作用。只有借助触媒的作用并且合理的选择转化温度和冷却方式,才能很好的完成SO2-SO3转化,并使三氧化硫磺化装置顺利运行。
[1] W.Herman de Groot. 工业磺化/硫酸化生产技术[M].北京中国轻工业出版社.
[2] 王全贵. 我国SO3磺化技术的现状与前景[D]. 2002(第二届)全国三氧化硫磺化/硫酸化技术与市场研讨会(文集), 2002 ∶ 16-23.
[3] 王全贵. SO2-SO3转化系统节能分析[J].日用化学品科学, 2008, 31(11).
Analysis of sulfur dioxide conversion process
Chen Yan,Wang Quangui,Zhang Xiaojing
(China Light Industry International Engineering Co., Ltd., Beijing , 100026)
Sulfur trioxide sulfonation technology has been widely used in synthetic detergent industry in our country, for our detergent production technology and product quality improvement and development has played a positive role in promoting, and has been applied to the petroleum and chemical industries. Sulfur dioxide conversion unit is also called sulfur trioxide preparation unit, and is an important part of the apparatus. This paper mainly describes the importance of the conversion of sulfur dioxide and the reaction process, illustrating The conversion of sulfur dioxide can be realized in the industrial production must be the role of the catalyst.
Sulfur dioxide conversion;Conversionrate;Temperature;Catalys;Pressure
TQ649.5
A
1672-2701(2016)01-52-06
猜你喜欢
化工时刊(2022年7期)2022-09-01
动漫界·幼教365(中班)(2020年7期)2020-07-14
小天使·三年级语数英综合(2019年3期)2019-05-08
造纸化学品(2018年2期)2018-01-31
中国设备工程(2017年22期)2017-11-30
小星星·阅读100分(高年级)(2017年9期)2017-09-22
中国氯碱(2017年5期)2017-06-19
中国氯碱(2017年2期)2017-03-13
中国氯碱(2014年11期)2014-02-28
中国洗涤用品工业(2012年6期)2012-09-15
