
错边对压力管道焊接接头应力集中影响研究
2016-12-20 03:55陈敏
中国高新技术企业 2016年30期
陈敏
摘要:焊接对于当代中国管道行业起着至关重要的作用,目前压力管道广泛应用于石油化工等行业,也向规模化、多样化和复杂化的方向发展,然而如何处理具有缺陷的压力管道是目前工程界所关注的问题。文章结合计算和现有的数据,针对焊接接头出现的不同位置、不同的条件下所出现的错边问题,研究错边对压力管道焊接接头应力集中影响。
关键词:错边;压力管道;焊接接头;应力集中;管道行业;石油化工 文献标识码:A
中图分类号:TG441 文章编号:1009-2374(2016)30-0069-02 DOI:10.13535/j.cnki.11-4406/n.2016.30.033
压力管道是一种大型压力管道,是水电工程输水结构的重要组成部分。它有很高的内部压力——水压力。在压力管道的生产和安装中,容易产生焊接缺陷。这些缺陷可以通过焊接等措施进行修复,但较小的缺陷往往被忽视。在这些缺陷中,关节轴承的几何尺寸和突变导致了强烈的应力集中,从而大大降低了接头的强度、结构的静强度、疲劳强度,产生脆性断裂,并对应力腐蚀开裂有很大的影响,因此有必要对焊接缺陷压力钢管进行力学分析和安全性评价。常规方法分析了压力钢管在生产和安装中常见的焊接缺陷,所以根据相关的标准规定,错位缺陷的程度不同,安全性评价就不同,对错位问题提供了一个可靠的力学依据,具有重要的工程意义。
1 压力管道和焊接接头应力集中
压力管道是管道的一部分,管道用于输送、分配、混合、分离、排放、测量、控制和防止流体流动,通过管道连接,控制管道配件、法兰、螺栓、垫片、阀门等部件或部件在压缩和支架上的装配。压力管道是一个系统,相互联系和相互影响,牵一发而动全身。长径比的压力管非常大,很容易失去稳定性,压力情况比压力容器更复杂。压力管道具有复杂的流体流动状态,小的缓冲室,工作条件的变化和频率高于压力容器(如高温、高压、低温、低压、位移和变形,风、雪、地震等)可能的压力管道应力的影响。管道部件和管道支架要用到各种材料,各种材料都有各自的特点和具体的技术要求,材料选择复杂。管道可能比压力容器泄漏点多,只有一个阀门通常有5个。压力管道的种类多、数量大,设计、制造、安装、检验、应用管理环节与压力容器的数量不一样。在一个无限平板的情况下,K=3的圆孔的边缘是:板的厚度的半径的圆孔的比率是不同的,该板的厚度比,K=1.8~3;在扭转的情况下,K=1.6~4。带圆孔的带是轴向拉伸的,实验结果表明,在局部区域附近的孔应力增加和应力降低,应力是均匀的。这种现象被称为应力集中,指由于截面尺寸的突然变化和局部应力的增加所引起的应力。在I型截面上,在同一截面上的应力最大值与同截面的平均应力比值是理论应力集中系数,这反映了应力集中的程度,是超过1的因素。我们应该避免零件用锋利的孔或槽,多使用圆弧过渡突变的阶梯杆段。应力集中不仅与物体的形状、外观的结构、材料的选择有关,温度因素和外部应用环境不能忽略。此外,在这个过程中也可能发生压力变化,例如回火引起的不适当的二次淬火裂纹和电火花线切割微裂纹,机械设计将不可避免地导致一些部分的应力集中。
2 应力集中对管道的影响
对于脆性材料制成的部件,将保持应力集中现象,直到最大局部应力达到极限强度。因此应考虑应力集中的影响,设计一个脆性材料成分。对于由塑性材料制成的构件,应力集中对静载作用下结构的强度影响不大。在研究塑料材料组分的静态强度时,通常不考虑应力集中的影响。交变应力作用下材料的失效称为疲劳破坏。通常材料的交变应力远小于静态极限强度,可能发生破坏。对于具有均匀结构的脆性材料,应力集中将大大降低构件的强度,在构件设计中应特别注意。但由于工程实际需要,一些零件经常切口、剪线槽等,从而使杆截面尺寸发生突变,此时截面应力不再均匀分布,这已通过理论和实验证明。
3 管道应力分析
管道应力分析是压力管道设计的重要内容,它直接关系到管道自身和与其相连的机器、设备、土建结构的安全。
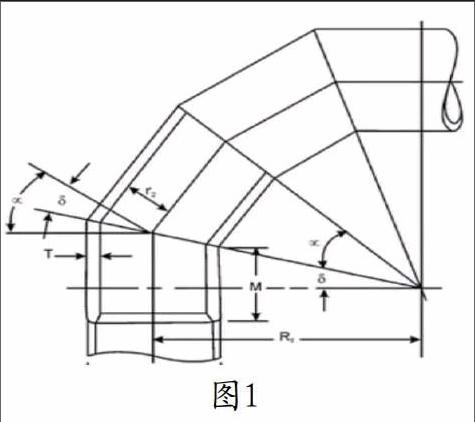
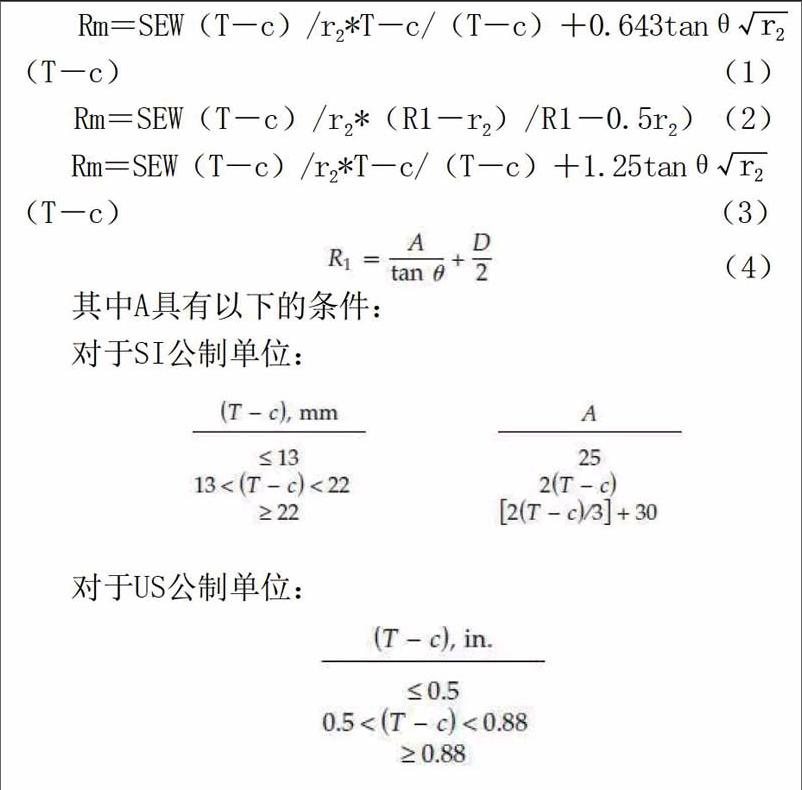
如图1所示,根据下面方程进行计算[B31.3 304.2.3式(1)、式(2)、式(3)],虾米腰弯头是指偏斜角大于三度的管段,对于偏斜角小于三度的管段,不要求作为虾米腰弯头考虑。对于弯曲角小于22.5度的多段虾米腰弯头,其最大许用内压按式(1)、式(2)进行计算,并取其较小值。弯曲角不大于22.5度的单段虾米腰弯头,最大许用内压根据式(1)进行计算。弯曲角大于22.5度的虾米腰弯头,最大许用内压按式(3)进行计算。
Rm=SEW(T-c)/r2*T-c/(T-c)+0.643tanθ(T-c) (1)
Rm=SEW(T-c)/r2*(R1-r2)/R1-0.5r2)(2)
Rm=SEW(T-c)/r2*T-c/(T-c)+1.25tanθ
(T-c) (3)
(4)
其中A具有以下的条件:
对于SI公制单位:
对于US公制单位:
还有分支设计,压力作用下所需的补强一般是通过等面积补强进行计算的(304.3.3),等面积补强不适用于非表列三通元件,这些三通元件应至少满足下面的其中一项需求:
用同样或类似材料制作的相似比例的组件,在类似条件下所获得的广泛而成功的使用经验,如按BPV规范VIII-2附录5.F进行的实验应力分析,按ASME B16.9、MSS SP-917或BPV规范VIII-1 UG-101规定的验证试验进行详细的应力分析(如采用有限元)。大家可以关注专业的压力管道有限元软件FEATools,其中可专门进行三通的有限元应力校核。B31.3等面积补强规则是对支管连接的最低要求,仅在下述条件下有效:支管轴线与主管轴线相交。连接角度必须大于45度,主管直径与厚度比Dh/Th<100且支管与主管直径比Db/Dh≤1.0主管的Dh/Th≥100,且Db/Dh<1/2。
4 影响压力管道焊接性能的因素
焊接材料手工电弧焊电极、自动埋弧焊和气体保护焊丝,熔化后进入焊缝金属零件,直接影响焊缝金属的化学成分。磁通对磁通化学成分的影响。该方法的热源是不同的,和温度是不同的从热。其结果是,热影响区的大小和焊接接头的显微组织是不一样的,和接头的性能是不同的。此外,不同的焊接方法,机械保护效果也不同。由于焊缝金属的纯度即有害杂质的含量不同,焊缝的性能会有所不同。选择以保证焊接质量的物理量(如焊接电流、电弧电压、焊接速度、线能量等),称为焊接工艺参数。一些在焊接过程中出现的问题,如气孔、夹渣或没有焊接严实和没有熔合,还有就是在焊接后的一段时间内出现裂缝,这些都是用肉眼无法观察的现象,都是压力管道的构建中最为薄弱的焊接环节问题,每一个焊接点都关系到整个压力管道的承载能力,因此在焊接点出现问题时,很容易出现泄漏的问题和产生事故。尤其是错位的问题,这个问题的出现更容易引发问题,因为它会增加接头应力集中的问题,让管道运行时出现的泄漏问题,发生事故,所以下面我们就研究错边对压力管道焊接接头应力集中影响。
5 错边对压力管道焊接接头应力集中的影响
在压力管道的组装过程中,错误的一方是不可能完全避免的,但是一旦在使用过程中或在装配过程中,要解决这一问题的位错问题是非常困难的,如果在施工过程中没有把握好,下面的错位问题将改善几何应力等应力。位错焊接缺陷会降低焊接结构的强度,主要原因是轴承结构的缺陷降低了截面的有效面积,而周围的缺陷产生的应力集中,位错的形状不同,截面形状的变化引起不同程度的变化,载荷方向的角度不同会使周围的缺陷的应力集中度也不相同。以一个较小的位错缺陷为例,位错的各向同性无限弹性体被包围和作用应力,在缺陷区域会产生高的应力集中,使这些地方的缺陷裂纹的位错被连接,在这种情况下,最大的应力出现在边缘位错上。位错逐渐变为片状裂纹,其结果是应力集中变得非常严重。在这些问题的情况下,唯一的预防方法是在实施中严格执行相应的标准,在整个缺陷控制的范围内可以进行调制。
6 压力管道焊接问题的防护
管道工程施工的焊接过程是关键过程和主要过程。压力管道焊接过程中,焊接质量对管道介质的流量和流动方向有直接影响,并影响管道磨损和安全操作。管道接头组在相应的沟槽处理、清洗质量确认后,组的焊接位置的联合管道是保证焊接质量,促进管道在后面的接头形成的关键,一个良好的槽的形式,组的间隙、钝边缘的大小合适,可能很容易导致内部凹陷、重叠,缺乏渗透缺陷。间隙应均匀,定位应确保喷嘴内壁,壁厚不大于10%,不应大于15毫米。如果墙体厚度不一致,应按规定进行过渡。如果焊接定位板应在焊接管的角焊缝的同一个方向,应将其放置在管组中,并应采取措施防止焊接过程的变形。定位焊接时,应与根通的焊接材料和焊接工艺相通,并由合格的焊机进行焊接。
7 结语
为了避免产生管道爆炸泄露的事故,我们应该在整套管道运行系统的运行和检修方面进行大规模的管理,同时还要在安装的环节上对质量进行严格的检测,并在发现问题的时候进行及时的修复,以此来实现管道运行的可靠性。
参考文献
[1] 陈娟,覃波,董丽君,吴安如.含稀土Nd、Y的ZK60合金熔化焊焊接性研究[J].热加工工艺,2016,(7).
[2] 王希靖,魏万奎,袁亮文,柴廷玺,王江,张东.镍管纵缝等离子+TIG焊接接头组织性能研究[J].热加工工艺,2016,(7).
猜你喜欢
今日农业(2020年22期)2020-12-25
金属加工(热加工)(2020年12期)2020-02-06
中国特种设备安全(2019年3期)2019-04-22
汽车实用技术(2017年23期)2017-05-29
制造业自动化(2017年2期)2017-03-20
设备管理与维修(2015年12期)2015-04-09
燃气轮机技术(2014年4期)2014-04-16
中国石油石化(2013年21期)2013-11-14
