
齿球型氧化铝载体成型工艺优化
2016-12-20 06:19:24张玉婷肖寒张景成于海斌
当代化工 2016年3期
张玉婷,肖寒,张景成,于海斌
(中海油天津化工研究设计院有限公司,天津 300131)
齿球型氧化铝载体成型工艺优化
张玉婷,肖寒,张景成,于海斌
(中海油天津化工研究设计院有限公司,天津 300131)
利用 Box-Behnke效应面法对影响齿球型载体成型工艺的主要因素:水粉比、捏合机频率、胶溶时间和挤条机压力进行试验设计。以齿球型载体成品率为响应函数,建立相应的数学模型,优化试验方法。得到的最佳试验条件为:水粉比为1.40、捏合机频率为35 Hz、胶溶时间为40 min、挤条机压力为13 MPa。此时齿球型载体成品率为 98%。按照该方法重复 3次实验,均得到成品率为 98%的齿球型载体,达到优等品水平。Box-Behnke实验设计法用于齿球型载体成型工艺优化筛选是可行的,数学模型的预测值与实验观察值相符。
Box-Behnke效应面法;齿球型载体;氧化铝;成品率
石油、化工行业的快速发展,促进了催化剂行业的迅猛发展。随着高性能催化剂需求量的不断增加,对载体质量的要求也越来越高。载体的孔道结构直接影响催化剂活性组分的分布、反应物分子及反应产物的扩散,适宜的孔道结构可充分发挥催化剂活性组分的性能,提高催化剂的反应活性和选择性。
在炼油化工催化剂载体领域,氧化铝的应用最为广泛[1]。目前国内现有的中和法制备氧化铝载体的技术已越来越无法满足现代炼油催化剂发展的要求。据统计,工业上负载型催化剂载体约有70%使用氧化铝。成型是指各类粉体、颗粒、溶液或熔融原料在一定外力作用下互相聚集,制成具有一定形状、大小和强度的固体颗粒的单元过程。随着生产和科学技术的发展,成型工艺已渗透到许多重要行业中。化学工业的发展很大程度上依赖于催化剂的开发,而任何固体催化剂的制备均离不开成型工艺[2]。新型催化剂除了配方和工艺外,催化剂外形的创新也成为一个发展方向,催化剂的外形经历了从小球形到条形,再到齿球型的发展,是催化剂外形的一次重大改进[3]。齿球型催化剂拥有加氢活性高、处理负荷大、初始反应温度低,催化剂机械性能好和使用寿命好等优点,主要应用于硫氮、烯烃和胶质含量较高的汽油和柴油精制,得到了很好的工业应用[4]。齿球型催化剂拥有加氢活性高、处理负荷大、初始反应温度低,催化剂的机械性能好和使用寿命长等优点,是优良的加氢精制催化剂。同时,齿球形催化剂当量直径小,传质效率高,能提高催化反应效率因子,又解决了球形和条形催化剂存在的不足问题,是今后技术发展的一个方向。
1 实验部分
1.1 实验原料与设备
氧化铝(工业级,江苏晶晶新材料有限公司)、田菁粉(工业级,东明县朱洼田菁胶厂)浓硝酸(化学纯,天津市光复精细化工有限公司)、齿球型载体成套加工设备(淄博市临淄海昌机械有限公司)。
1.2 齿球型氧化铝载体成型实验
将一定量的氧化铝和田菁粉加入捏合机中,混合均匀后加入含有一定量硝酸的水溶液捏合,采用齿球型载体成套加工设备挤条、造粒,得到粒径为2.0~2.5 mm的齿球载体。将成型后的载体先在120℃的烘箱中干燥,然后520 ℃焙烧4 h得到氧化铝载体[5]。
1.3 齿球型氧化铝载体成品率计算
随机抽取 10颗齿球型载体,挑选出不合格颗粒,记下合格颗粒数量。按照此方法重复随机抽取三次,取平均值。

1.4 数理统计方法
实验采用Box-Behnken实验方法来优化齿球型氧化铝载体成型工艺的最佳反应条件。对影响齿球型载体成型工艺影响较大的主要有4个因素:水粉比、捏合机频率、胶溶时间和挤条机压力。根据Box-Behnken实验方法对实验进行设计,设计完毕根据设计方法进行实验。对最佳实验条件下的预测值和实际值进行对比,并拟合出二次回归方程,优化出最佳的反应条件[6]。
2 结果与分析
2.1 实验设计及结果
运用Box-Behnken的设计原理,对实验确定的4个显著影响因子各取2个水平。本实验安排响应面实验各个因素水平如表1所示。
表1 Box-Behnken实验设计的参数水平Table 1 Parameter level of Box-Behnken experimental design
根据Box-Behnken实验软件设计了共29个试验点进行响应面分析,实验安排及结果见表 2。29个试验点分为两类:一类是析因点,共24个;一类是零点,为区域的中心点。零点重复5次,用于估计实验的误差。
2.2 回归分析
运用design expert 7.1.6软件对29个实验点的响应值(产品产率)进行回归分析。
根据表2的实验结果,以成品率Y值为相应值,对数据进行回归分析,实验因子对响应值可得到以下的回归方程:

表2 Box-Behnken实验设计表和结果Table 2 Box-Behnken experimental design and results
表3为响应面的方差分析,通过该表可以看出,“Model Prob>F”等于0.0319远小于0.05,说明模型是显著的。一般认为,相关系数R2大于0.9,表明预测值能与实验值具有相关度。在这个试验中,R2=0.9512,表明仅有不到 5%的成品率变异不能由该模型解释。调整AdjR-Squared为84.31%,说明模型是高度显著的,同时,C.V.%值很小(0.75%)说明模型的输出数据精确度十分高,误差低。
决定系数R2=0.9512说明方程的拟合度很好,可以用该方程代替真实实验结果进行分析。回归方程的方差分析还表明,一次项和二次项中的A对响应值的影响是比较显著的,交互项中的CD项对响应值的影响比较显著,试验因子与响应值之间不是线性关系[7]。图1为4个因素中CD项对实验结果的影响相应曲面图,在图1中,固定水粉比和捏合机频率,考察胶溶时间(C)和挤条机压力(D)对成品率的影响以及CD的交互作用。由等高线的陡缓程度可以得出:挤条机压力(D)的影响大于胶溶时间(C)的影响。同时CD的交互作用比较显著,可以通过两者之间的相互改变达到同样的效果,这在响应面图中得到体现。
表3 Box-Bohnkon实验方差分析结果Table 3 Analysis of Box-Behnken experimental variance
图1 交互项中的CD项对响应值的影响Fig.1 The effect of the CD item on the response value
图2为实验预测值和实验值的比较,从图可以得出,实际值十分接近预测值,测试量接近一直线。综上所述,该模型成功体现齿球型载体成型备过程中的各个变量对其成品率的影响情况。
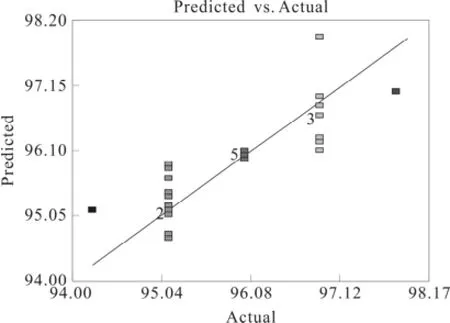
图2 实际值与预测值的比较Fig.2 Comparison of actual and predicted values
3 结 论
本文选取水粉比,捏合机频率,胶溶时间和挤条机压力为影响齿球型氧化铝载体成品率的主要影响因素,利用 Box-Behnke效应面法,通过方差分析,得到各因素对齿球型氧化铝载体成品率影响的显著性程度,并确定出预测模型的回归方程,并且通过回归方程得到了最优工艺条件为:水粉比为1.40、捏合机频率为35 Hz、胶溶时间为40 min、挤条机压力为13 MPa,此时载体成品率达到98%。利用最优条件进行实验验证,结果显示回归模型的预测值与实验值比较接近,说明回归方程能较真实的反应各个因素的影响,建立的模型与实际情况拟合度较好。
[1]张立岩,彭晖,戴伟.氧化铝载体成型技术的研究进展[J].石油化工,2012,41:1144-1146.
[2]苏玉蕾,何丰,李华波.催化剂成型工艺及技术研究[J].工业催化,2013,21(4):11-15.
[3]杨若晨,刘昶,李梁善,等.FC-32A齿球型加氢裂化催化剂生产及工业应用[J].当代化工,2015,44(4):809-824.
[4]崔海青,邢美旺,陈光.FF-46和FC-32齿球型催化剂在馏分油加氢装置的工业应用[J].当代化工,2013,42(6):857-870.
[5]皮秀娟,盛毅.氧化铝载体成型工艺条件研究[J].石油炼制与化工,2014,45(7):47-51.
[6]田宝成,贾昌平,杨军涛等.Box-Behnken效应面法优化红旱莲总黄酮提取工艺的研究[J].中成药,2010,32(3):389-392.
[7]申乃坤,王青艳,陆雁等.响应面法优化耐高温酵母生产高浓度乙醇[J].生物工程学报,2010,26(1):42-47.
Optimization of Extrusion Conditions of Tooth Spherical Alumina Carrier
ZHANG Yu-ting,XIAO Han,ZHANG Jing-cheng,YU Hai-bin
(CNOOC Tianjin Chemical Research & Design Institute Co., Ltd., Tianjin 300131,China)
Orthogonal experimental design on main factors of extrusion conditions of tooth spherical alumina carrier was carried out by Box-Behnken response surface method, such as water-powder mass ratio, extruder frequency, and peptization time and extrusion pressure. Taking finished product rate of tooth spherical carrier as a response function, the corresponding mathematical model was established, the test method was optimized. The best test condition was obtained as follows: water-powder mass ratio 1.40, extruder frequency 35 Hz, peptization time 40 min and extrusion pressure 13 MPa. Under above conditions, the finished product rate of tooth spherical carrier can reach to 98%. According to this method, the experiment was repeated three times, the finished product rates all were 98%.So Box-Behnke experimental design method can be used to optimize the extrusion conditions of tooth spherical alumina carrier, prediction values of the mathematical model are consistent in the experimental values.
Box-Behnken response surface method; Tooth spherical carrier; Alumina; Finished product rate
TQ 110.6
A
1671-0460(2016)03-0511-03
2015-12-24
张玉婷(1983-),女,天津人,工程师,硕士,2009年毕业于天津工业大学应用化学专业,研究方向:工业催化。E-mail:imiss83121@126.com。
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:59:42
粘接(2022年8期)2022-08-19 07:47:14
建材发展导向(2022年3期)2022-04-19 12:51:24
中国粉体技术(2021年1期)2021-01-04 02:18:54
氯碱工业(2020年9期)2020-03-02 11:21:16
上海医药(2018年5期)2018-05-15 16:54:22
环境保护与循环经济(2017年4期)2018-01-22 03:27:12
农产品加工(2017年1期)2017-02-18 03:48:07
现代机械(2016年6期)2016-12-20 11:05:03
小学教学参考(语文)(2014年7期)2014-09-09 14:53:22
