
智能切削刀具发展现状综述
2016-12-20 06:34崔云先张博文刘义祁洋
大连交通大学学报 2016年6期
崔云先,张博文,刘义,祁洋
(大连交通大学 机械工程学院,辽宁 大连 116028)*
智能切削刀具发展现状综述
崔云先,张博文,刘义,祁洋
(大连交通大学 机械工程学院,辽宁 大连 116028)*
针对国内外智能切削刀具的研究现状和应用状况,对智能型刀具技术和智能型刀具系统的研究成果及在相关领域的应用进行综述,重点介绍以实现超精密加工为目的的智能切削测温刀具技术,展望了以“中国制造2025”为核心的智能刀具技术向系统化和模块化发展的趋势.
智能制造;智能刀具;精密加工;刀具系统
0 引言
随着微电子制造技术、通信技术和计算机技术的发展及其在先进制造技术中的广泛应用, 2006年美国 NIST(National Institute of Standards and Technology)启动了 “智能装配” (Smart Assembly)研究项目,陆续又启动了“智能制造过程和设备” (Smart Manufacturing Processes and Equipment)研究项目和“下一代机器人和自动化”( Next-Generation Robotics and Automation)研究项目[1].2012年我国发布《智能制造装备产业“十二五”发展规划》和《智能制造科技发展“十二五”专项规划》, 2016年发布《中国制造 2025》计划 .智能制造已经成为先进制造技术发展的主流. CIRP(国际生产工程科学院)公布的一项研究报告指出:“在美国,刀具的正确选择只有 50%左右,刀具只有 58%的切削时间是在最佳切削速度下工作的,仅有 38%的刀具完全用到刀具的寿命值”[2].这实际也更能反映目前我国机械制造业的现状 .
近年来,先进制造技术正朝着精密化、柔性化、集成化、网络化、全球化、虚拟化、智能化方向发展 ,刀具自动化检测以及切削过程智能监控的新原理、新装置和新系统成为未来切削加工技术的发展途径之一[3].刀具状态智能监测技术作为先进制造技术的重要组成成分,是在现代传感器技术、信号处理技术、计算机技术和制造技术基础上发展起来的新兴技术,它在降低产品制造成本,保证产品质量,减少制造环境危害方面具有极其重要的作用[4].研究开发智能刀具,提高加工效率,降低成本是提高切削加工质量和精度的十分有效的方法之一,智能刀具已经成为现代先进制造领域的发展趋势 .
1 智能切削刀具发展概况
1.1 国外智能切削刀具发展现状
上世纪 80年代,第一个“受控型”刀具 (Controlled tool)在德国问世,这是智能刀具的雏形[5].进入 90年代,该技术得到进一步发展,并称为智能型刀具( Intelligent Tool)或者灵巧型刀具 (Smart Tool)[6]. 1998年德国 Komet公司开发了一种智能刀具,它把驱动、返回、微型计算装置、非接触式能量和数据传输装置集成在一起,刀具外径1 60mm,柄部为 ISO、SK50或 HSK100,可利用具有 8mm升程的简单平面导轨实现多种变型,由机床控制器 M指令控制的可外伸铰刀,其调整精度可达微米级 .2002年美国密西根大学的 Byung-Kwon Min等人发明了一种智能镗刀( Smart Boring Tool)[7],将激光位置传感器和压电执行器集成到镗刀刀杆内,利用位置控制,自我监测算法和扰动观测器快速完成刀具伺服反馈控制,可完成小于 1μm位置误差的伺服控制,有效提高了镗削过程的生产效率和可靠性 .2007年加拿大 Hamidreza等人将光纤传感器用软钎焊的方法埋入中碳钢中[8],通过激光涂敷的方法在中碳钢表面涂敷一层 WC-CO镀层,将其制成基于FBG的智能切削刀具,用以实时监测切削过程中刀具的受力状况 .2009年美国新罕布什尔大学 Robert B. Jerard等研发了一种无线智能刀柄 (Smart Tool Holder)传感器系统,他们将无线传感器集成到智能加工系统( Smart Machining Systems简称 SMS)中[9],用于实时监测刀具的磨损状态及机床的颤振,据参与开发该传感器系统的 ChristopherA.Suprock 介绍,这种传感器系统不会影响刀具的切削刚性,同时其制造成本仅为 500美元左右 .与之形成强烈对比的是目前市面上普遍使用的旋转式测力计,其市售价格高达 3 万美元以上,但前者可完全替代这种旋转式测力计 .2012年德国布伦瑞克大学的 Alexander L. Boldering等设计了一种智能磨床夹具[10],他们利用压电动态力传感器和执行器可以自动调节的活动夹具,其根据轴向力的变化自动调节砂轮的微位移,可降低磨削过程中因为刀具振动对磨削表面质量的影响 .2013年爱尔兰都柏林大学的 Kevin Kerrigan等[11]将热电偶集成于铣刀上,研发了一种新型的智能刀具 (wireless integrated thermocouple sensor 简称WIT)成功用于碳纤维增强聚合物 (CFRP)材料铣削加工时刀具温度的测量 .
近年来,英国布鲁内尔大学程凯教授领导的课题组一直致力于智能刀具的研究[12],提出一种新型的智能切削工具;他们将一个独立的单层压电薄膜作为传感单元嵌入切削刀片的下方,与 Kistler测力仪在相同工况下测试结果比较显示,在一定测力范围内,该智能测力刀具误差很小且重复性好,精度高; 2013年报道了利用可以内部冷却的智能刀具与封闭内部冷却回路测量切削温度的一种新方法[13],在冷却水出口位置安装热电偶,用于测量刀具的切削温度,由于冷却水需要较长时间才能达到稳态,在较短切削时间内,无法实时测量切削温度,作者利用获得的出口温度,通过最小二乘法拟合得到瞬态响应函数模型的分析,可以在 15 s内得到稳态的平均切削温度,并且将该方法用于减少和控制加工难切削材料(如钛和镍基合金)的临界切削温度; 2014年提出了一种智能刀具的创新设计方法[14],研究了一种基于 SAW(声表面波)应变传感器的智能刀具,基于 SAW(声表面波)应变传感器的智能刀具如图 1所示.可利用安装在刀具顶部和侧面的两声表面波 (SAW)应变传感器在线实时测量切削力和进给力.
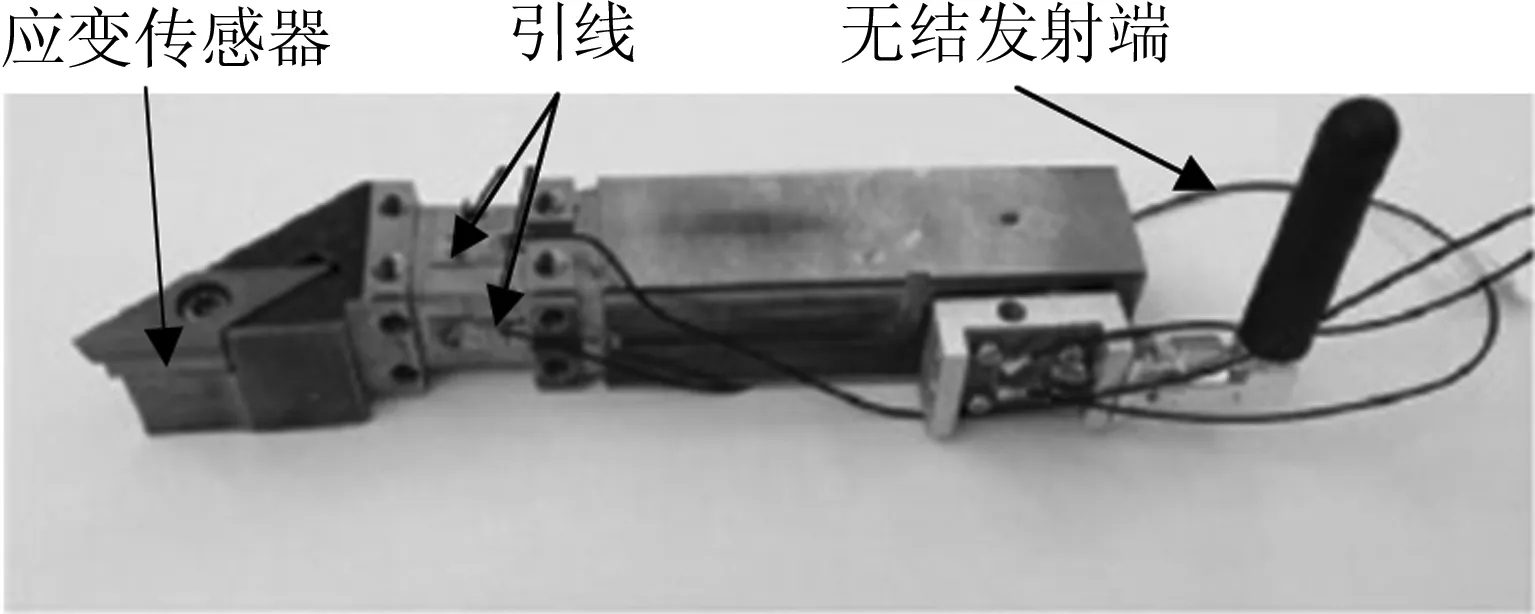
图1 基于SAW(声表面波)应变传感器的智能刀具
1.2 国内智能切削刀具发展现状
国内目前开展智能刀具研究的可见报道很少,大多是针对信号测量型的刀具技术展开的一些研究 .同济大学刘晓东研制出一种新型的四维铣削力测量刀柄[15],这种测力刀柄以薄壁圆筒为弹性元件,同样利用无线电遥测的方法进行数据交互,配备感应式电源解决刀柄的供电问题 .青岛大学机电工程学院苟琪对数控铣床遥感测力刀柄进行相关基础研究[16],通过分析单元变形体简易受力模型,研究刚度和灵敏度与变形体结构尺寸的相互关系,提出双层测力传感器结构中单元变形体弯矩变形的应用方式,讲述了遥感力信号的传输原理 .2010年,南京航空航天大学何宁教授领导的课题组,在对刀具磨损规律分析的基础上,提出一种针对高速加工智能化实时刀具状态监测系统[17],该系统可以自动进行不同刀具状态识别和磨损程度估计,通过高速铣削试验证明了所提出的智能刀具状态监测系统的有效性 .哈尔滨工业大学李文德等在基于声表面波原理的智能刀具系统方面开展了研究[18],研究了一种基于声表面波原理的切削力测量智能刀具,所开发的智能刀具能在无线、无源的条件下,完成切削加工中主切削力的实时测量. 2013年哈尔滨工业大学舒盛荣在程凯教授的指导下提出了一种内冷式智能刀具[13],所研究的智能内冷式刀具可以较精确的对切削温度进行在线预测,所设计的内冷式智能刀具如图 2所示 .
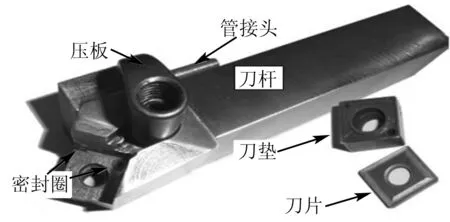
图2 内冷式智能刀具
2 智能切削测温刀具的研究现状
目前国内外智能刀具的研究主要用于监测刀具的磨损和破损,检测刀具温度变化的智能刀具技术例子较少 .然而切削热是切削加工过程中的一种重要的物理现象[19],切削温度又是直接影响零件加工质量的重要参数之一[20],尤其在超精密加工领域的高速切削加工中,由于加工时其散热性差,热变形产生的误差大,使尺寸和形位误差难以达到设计要求;化爆材料加工中,由于其不均匀性,内部随机分布硬质点,当切到硬质点时,会突然产生大量的切削热而引爆工件发生重大安全事故;在精密切削加工过程中,由于切削深度小,切削温度变化速度快,导致传统切削温度测量方法很难测量快速变化的刀尖温度 .
目前,国内外常用的切削温度测量方法主要有自然热电偶法[21-22]、人工热电偶法[23]、半人工热电偶法[24-25]、红外辐射测温法[26-27]、固态图像传感器法[28-29]、金相组织观察法、热敏涂料法和量热计法等.但常规温度测量方法无法实时监测切削区域指定点瞬态温度变化,因此,研制一种响应速度快、能准确测量刀尖切削温度的方法和技术已成为国际精密切削加工领域急需解决的关键问题 .具备温度测量及反馈功能的智能刀具对切削加工及延长刀具寿命有着重要的意义 .
薄膜热电偶是一种基于热电转换机理的新型瞬态温度传感器,通过测量两种薄膜材料组成的闭合回路热电势来获得测量点的温度 .由于它具有热容量小、响应迅速等特点,在刀具切削温度测量方面得到了初步应用. 2013年,威斯康星大学美国国家数字制造装备与技术重点实验室在 PCBN刀具中通过嵌入微型薄膜热电偶阵列对切削区域进行切削温度的测量 .提出了通过切削区模型预测切削温度的方法,模型的可行性和预测精度通过嵌入多晶立方氮化硼 (PCBN)刀具切削区的薄膜热电偶 (thin-film thermocouple简称TFTC)阵列附近进行实验测量确定 .图 3 所示为 XiaoChun Li等[30-31]在 PCBN 刀片中嵌入薄膜热电偶阵列,用以检测前刀面和后刀面的切削温度的分布 .

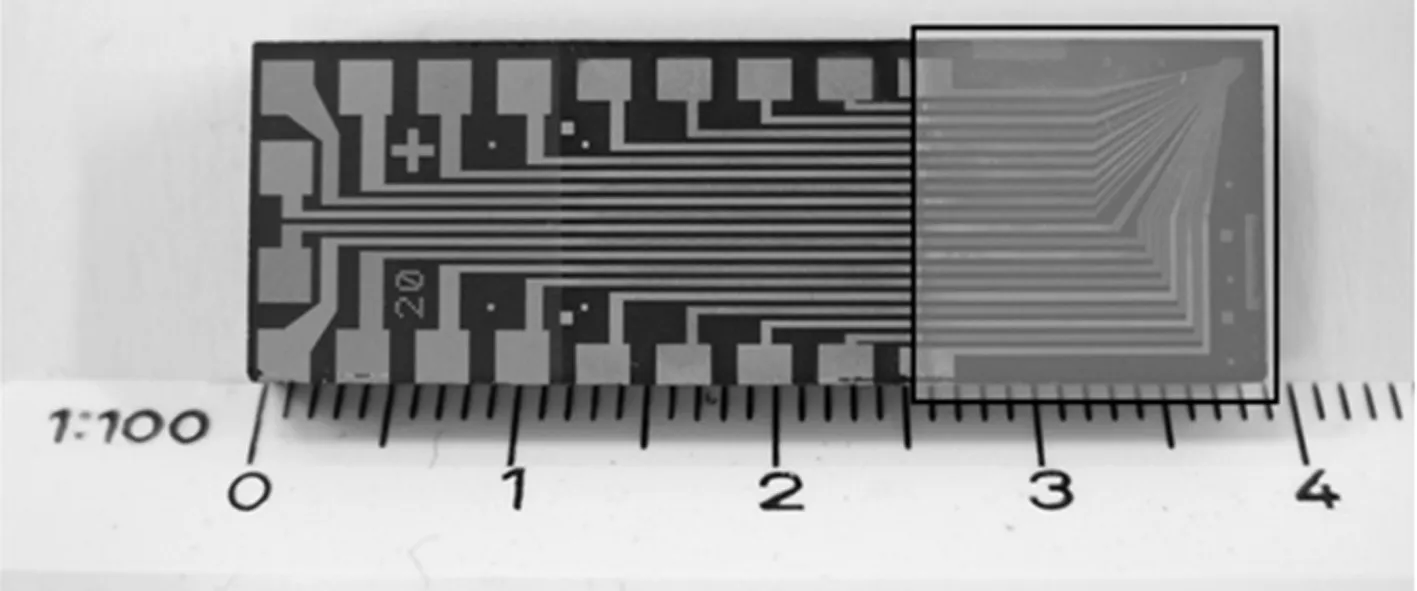
图3 嵌入薄膜热电偶(TFTC)阵列的PCBN刀具
本文作者课题组针对智能切削测温刀具关键问题,应用物理、材料以及电子信息和计算机理论与技术,研制了一种基于 NiCr-NiSi薄膜热电偶的瞬态切削用智能测温刀具[32-33],瞬态切削用智能测温刀具如图 4所示;利用薄膜热电偶具有热容量小,响应迅速等优点,采用直流脉冲磁控溅射技术在刀片上制备了致密性和绝缘效果良好的 SiO2绝缘薄膜及热电偶电极薄膜,集切削、测温功能于一体,并将刀具瞬态切削温度测试单元 (Electronic Measure Unit 简称 EMU)集成于刀具刀杆,形成集自动数据采集、自动数据处理、自动数据存储于一体的瞬态切削用智能测温刀具;利用自行研制的薄膜热电偶自动标定系统对研制的测温刀片进行了静、动态标定,结果表明所研制的测温刀片在 30~300℃范围内具有良好的线性,其塞贝克系数为 40.5 μV/K,最大线性误差不超过 0.92%,而且响应快,时间常数小于 0.1 ms;该智能测温刀具实现了在切削加工过程中对瞬态切削温度数据的实时采集、无线传输与数据存储功能;并通过现场实验验证了所研制的智能测温刀具可以快速准确监测 0.1 s内刀具刀尖处瞬态切削温度的变化,能够在生产现场对切削区域瞬态温度进行准确和实时测量,为智能测温刀具的研究与开发提供了新的技术途径 .
随着微电子制造技术、通信技术和计算机技术的发展,以及嵌入微型薄膜热电偶的技术的成熟,集智能测温与反馈控制于一体的刀具将是新型智能刀具的一个发展方向 .同时,随着智能技术在先进制造技术中的广泛应用与发展,把人工智能技术引入到刀具状态监测中来,不仅提高了监测系统在复杂多变的切削条件下的适应能力,并赋予其自学习和自适应的智能性 .智能刀具温度监测系统已经成为国内外制造业研究的热点问题之一 .

图4 瞬态切削用智能测温刀具
3 结论
随着工业 4.0和“中国制造 2025”的提出,推动了工业机器人、机械手臂、智能刀具等智能设备的广泛应用,智能制造成为加工领域的研究热点,智能刀具技术出现向系统化和模块化发展的趋势,并将与现代通信技术相结合,进一步融合到物联网中,从而推动制造业智能装备的进步.我国应抓住有利时机,以制造业装备现代化为契机,开展智能型刀具的应用基础研究,对推动先进制造技术的研究与开发具有十分重要的科学意义和应用价值 .
[1]张伦彦.基于模型定义和智能设备的新一代航空工厂[J].航空制造技术,2013(8):44- 48.
[2]ARMAREGO E JA, JAWAHIR I S, OSTAFIEVV A P ,et al. Modeling of machining operations[M]. Paris: Hallwag Publishers, 1996.
[3]武文革,刘占强. 智能型刀具的发展现状[J]. 现代制造工程,2006(11):137-139.
[4]钟掘,王国彪.机械工程学科发展战略报告[M].3版,北京:科学出版社,2013.
[5]NIGEL JONES. Intelligent Tooling Make Its Presence Felt[J].Machinery and Production Engineering, 1999, 157: 28-30.
[6]ANDREE FRITSCH. Metal cutting with mechatronic complex tools[J].Werkstatt and Betrieb, 2001, 134(3): 32-34, 36.
[7]MIN B K, O′NEAL G, KOREN Y,et al.Cutting Process Diagnostics utilizing a Smart Cutting Tool[J].Mechanical Systems and Signal Processing ,2002,16(2/3), 475-486.
[8]HAMIDREZA ALEMOHAMMAD, EHSAN TOYSERKANL, CHRIST P PAUL. Fabrication of smart Cutting Tools with Embedded Optical Fiber Sensors using Combined Laser Solid Freeform Fabrication and Moulding Techniques [J]. Optics and Lasers in Engineering, 2007,45:1010-1017.
[9]ROBERT B JERARD, BARRY K, FUSSELL, et al. Raed Z.Hassan,Integration of Wireless Sensors and Models for A Smart Machining System[M]. Indiana: West Lafayette ,2009.
[10]ALEXANDER L BOLDERING, ANNIKA RAATZ. A Design of An Active Tool Holding Device[C].Proceedings of the ASME 2012 Conference on Smart Materials, Adaptive Structures and Intelligent Systems (SMASIS2012) ,2012:1-8.
[11]KEVIN KERRIGAN, GARRET E O’DONNELL. Temperature Measurement in CFRP Milling Using A Wireless Tool-Integrated Process Monitoring Sensor[J]. Int. J. of Automation Technology,2013,7(6):742-750.
[12]WANG CHAO, RICARD RAKOWSKI, CHENG KAI.Design and Analysis of A Piezoelectric Film Embedded Smart Cutting Tool[J].Journal of Engineering Manufacturing, Proc IMechE Part B:J Engineering Manufacture, 2012,226:585-589.
[13]SHU SHENGRONG, CHENG KAI, DING HUI,et al.An Innovative Method to Measure The Cutting Temperature in Process by Using An Internally Cooled Smart Cutting Tool[J].Journal of Manufacturing Science and Engineering,2013, 135 (12): 1-11.
[14]WANG CHAO, CHENG KAI, CHEN XUN.Design of an instrumented smart cutting tool and its implementation and application perspectives[J]. Smart Materials and Structures, 2014, 19 (2): 1-11.
[15]刘晓东.新型四维铣削力测量刀柄[J].仪表技术与传感器,1999 (1):28-31.
[16]苟琪.数控铣床遥感测力刀柄.青岛大学学报,1999,14(3):4- 6.
[17]申志刚.高速切削刀具磨损状态的智能监测技术研究[D].南京:南京航空航天大学,2009.
[18]基于声表面波原理的切削力测量智能刀具研究[J]. 机械制造与自动化,2014, 43 (5):46-50.
[19]艾兴,萧虹. 陶瓷刀具切削加工[M].北京:机械工业出版社,1988.
[20]艾兴. 高速切削加工技术[M].北京:国防工业出版社,2003.
[21]周泽华.金属切削原理[M].2版,上海:上海科学技术出版社,1993.
[22]刘战强,黄传真,万熠,等.切削温度测量方法综述[J].工具技术,2002(3):3-6.
[23]常兴,陈五一,吕彦明.半人工热电偶瞬态切削温度测量装置[J].中国机械工程,1995,6(增刊1):120-121.
[24]张士军,刘战强.涂层刀具切削温度自测传感器[J].中国机械工程.2009,20(4):397- 400.
[25]曾其勇.化爆材料动态切削温度的薄膜热电偶测量原理及传感器研制[D].大连: 大连理工大学,2005.
[26]陈明,袁人炜,薛秉源,等.铝合金高速铣削中切削温度动态变化规律的试验研究[J].工具技术,2000(5):7-10.
[27]HIRAO M. Determining temperature distribution on flank face of cutting tool[J]. J. Mater. Shap. Technol.,1989,6(3): 143-148.
[28]何振威,全燕鸣,林金萍.高速切削中切削温度研究方法[J].现代制造工程,2005(8):110-113.
[29] KOTTENSTETTE J P. Measuring tool/chip interface temperatures[J]. Trans. ASME, J. Eng. Ind., 1986,108: 101-104.
[30]DIRK WERSCHMOELLER, XIAOCHUN LI. Embedding of micro thin films sensors into polycrystaline cubic boron nitride (PCBN)for potential tooling applications via diffusion bonding[J]. Journal of Manufacturing Science and Engineering,2007, 129 (4): 421.
[31]WERSCHMOELLER DIRK, LI XIAOCHUN. Measurement of transient tool-internal temperature fields during hard turning by insert-embedded thin film sensors[J]. Journal of Manufacturing Science and Engineering, 2012, 134 (11): 1- 8.
[32]崔云先. 瞬态切削用NiCr/NiSi薄膜热电偶测温刀具研究[D]. 大连:大连理工大学,2011.
[33]CUI YUNXIAN,YANG DESHUN,JIA YING,et al.Dynamic Calibration of the Cutting Temperature Sensor of NiCr/NiSi Thin-film Thermocouple[J]. Chinese Journal of Mechanical Engeneering,2011,24(1): 73-77.
Development Status Summary of Smart Cutting Tool
CUI Yunxian, ZHANG Bowen, LIU Yi, QI Yang
(School of Mechanical Engineering, Dalian Jiaotong University, Dalian 116028,China)
In view of the research and application status of intelligent cutting tools at home and abroad, achievements and applications in related fields of intelligent cutting tool technology and system are summarized and focused on the introduction of intelligent cutting temperature measurement tool technology for the purpose of realizing ultra-precision machining. The development tendency to systematization and modularization of intelligent tool technology with the core of "made in China 2025" is proposed.
intelligent manufacturing; smart cutting tools; precision machining; cutting tool system
1673- 9590(2016)06- 0010- 05
2016-05-10
国家自然科学基金资助项目(51575074)
崔云先(1963-),女,教授,博士,主要从事传感器与测试技术、先进制造技术的研究
A
E- mail:dlcyx007@126.com.
猜你喜欢
防爆电机(2020年3期)2020-11-06
电子制作(2019年19期)2019-11-23
山东冶金(2019年5期)2019-11-16
石油化工建设(2019年4期)2019-10-10
重型机械(2019年3期)2019-08-27
电子制作(2017年8期)2017-06-05
电子制作(2016年21期)2016-05-17
中国光学(2015年5期)2015-12-09
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
空间控制技术与应用(2015年1期)2015-06-05
