
尾煤浓缩压滤联机自动化系统在高庄选煤厂的应用
2016-12-19 07:38苏怀东朱守其曲吟源
选煤技术 2016年4期
单 勇,苏怀东,冯 永,朱守其,曲吟源
(枣矿集团 高庄煤业公司,山东 枣庄 277000)
尾煤浓缩压滤联机自动化系统在高庄选煤厂的应用
单 勇,苏怀东,冯 永,朱守其,曲吟源
(枣矿集团 高庄煤业公司,山东 枣庄 277000)
为了解决高庄选煤厂煤泥水处理系统存在的现实问题,在引入模糊控制、液位控制等方法的基础上,采用PLC控制、网络通讯、传感器等技术,构建了尾煤浓缩压滤联机自动化系统。生产实践表明:该系统投入应用后,运行稳定可靠,控制效果良好,易于保养维护,对于提高煤泥水处理系统的工作效率有着重要作用。
尾煤;浓缩压滤;联机自动化;系统功能
高庄选煤厂是一座核定洗选能力为3.30 Mt/a的矿井型炼焦选煤厂,原煤以预先脱泥方式入选,洗选工艺为无压给料三产品重介质旋流器分选、TBS干扰床分选机分选、浮选的联合工艺。该厂煤泥水采用两段浓缩两段回收工艺处理,浓缩澄清系统布置有1台NG-20型、1台NG-30型、3台NG-24型耙式浓缩机,其中NG-20型、NG-30型与NG-24型耙式浓缩机在东西“两极”布置,跨度约为400 m;此外,压滤回收系统配套布置有4台压滤面积250 m2、3台压滤面积450 m2的高效隔膜压滤机。
在实际生产过程中,由于煤泥水浓缩系统布置分散,在现场原生产条件下难以实现科学调水与补排水;浓缩机和压滤机数量多,但处理能力小,彼此运行无逻辑联系,导致煤泥水处理系统难以平衡;双系统同时运行时,煤泥水系统联系紧密,彼此补排水而水量难于控制,缺少定量或定性约束;煤泥水系统结构复杂,人工控制变量多,导致系统整体混乱,浓缩系统处理效率低。
为此,该选煤厂转变就某一环节工艺进行专项研究的思维模式,引入模糊控制、液位控制等方法,采用PLC控制、网络通讯、传感器等技术,构建了尾煤浓缩压滤联机自动化系统,以实现模拟量的自动采集与控制,达到煤泥水处理工艺、煤泥水沉降特性与生产过程洗水平衡的完美结合[1-3]。
1 浓缩压滤联机自动化系统的构建
硬件系统以Schneider的QUANTUM系列PLC和工业上位机作为核心,由控制器(或回路调节器)与检测仪表等共同组成。软件系统由层次化、模块化的应用软件和局部通信网络组成。
控制系统网络分为三层结构,即现场管理层、过程管理层、监控管理层。现场管理层主要用于完成煤泥水处理系统的浓度、液位、压力等信号的采集,并将其通讯至PLC站;过程管理层通过PCL完成对各类开关量信号、模拟量信号、保护信号的调控处理;监控管理层配置有工程师站和操作员站,操作系统选用Windows XP,监控软件采用IFIX 4.0,工程师站用于对PLC程序进行监视与修改等相关操作,操作员站用于监控设备的运行情况。监控管理层与过程管理层之间采用冗余光环以太网通讯,PLC与分布式I/O(DIO)站通过RIO通讯网络进行数据互换[4-7]。该系统的硬件配置与系统网络结构如图1所示。
2 系统功能
2.1 阀门自动切换
煤泥水在浓缩机内经加药沉降处理后,底流可以通过两个途径处理:①进入4台压滤面积为250 m2的压滤系统,经其处理后产出煤泥,同时回收滤液;②进入3台压滤面积为450 m2的压滤系统,经其处理后产出煤泥并回收滤液。经研究分析后,在入料管道上安装远程控制阀门,利用PLC设定入料优先级,通过对脱水设备入料稳流桶的液位监测进行函数计算,进而自动排列阀门开启顺序,以完成入料过程控制。压滤脱水系统监控图如图2所示。
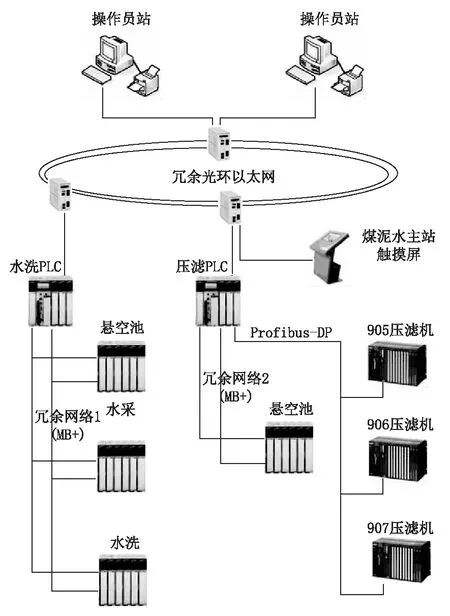
图1 硬件配置与系统网络结构
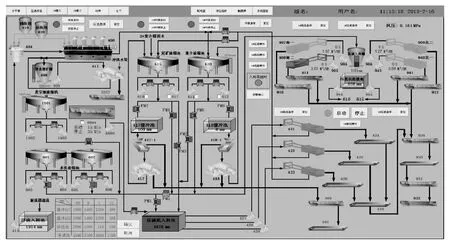
图2 压滤脱水系统监控图
2.2 自动优先处理高浓度底流
采用浊度计实时监测各浓缩机的底流浓度,通过分析比较计算,排列底流入料顺序。在各入料稳流桶的液位到达阀值时,通过联动控制,实现浓度较高的底流对应的入料管道阀门自动打开,入料泵自动报警并运行,从而完成稳流桶的进料[8]。压滤脱水系统底流运行监控图如图3所示。
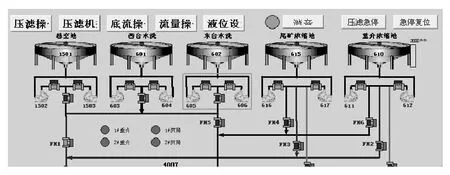
图3 压滤脱水系统底流运行监控图
2.3 运输设备“谦让”运行
由于7台压滤机处理的煤泥都通过运输机运送至煤泥场,当多台压滤机同时卸料时容易引起设备负荷过载,进而出现跳闸现象。为此,通过各压滤机控制CPU之间的通讯联系,实现联动控制编程,确保当压滤机卸料数量大于设定阀值时,后续设备暂停卸料,直至前一个压滤机完成卸料动作(图4)。“谦让”运行的设计与应用,能够有效规避设备运行风险[9]。
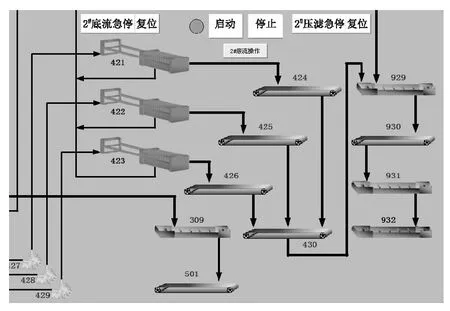
图4 运输机联机监控图
2.4 压滤机入料自动控制
首先,由控制系统采集入料桶的液位信号,据此控制浓缩机底流泵的启停动作;其次,采集压滤系统运行信号,据此液位信号共同控制多台压滤机入料泵的启动(图5);在压滤机入料过程中,随着入料量的增大,入料压力增加,瞬时流量变小,控制系统亦采集入料流量信号,用以控制多台压滤机入料泵的启停(图6)[10]。
2.5 设备多级操作权限分配
为了提高系统的稳定性,建立了设备检试车、就地、集控三级操作权限。在试车状态下,由操作人员在现场操作单台设备,自身保护通过控制二次回路起作用,设备之间没有互锁功能。在就地状态下,由操作人员在现场操作单台设备,自身保护通过PLC计算结果起作用,设备之间具有互锁功能。在集控状态下,由操作人员在调度室统一控制单台设备,自身保护通过PLC计算结果起作用,设备之间具有互锁功能。
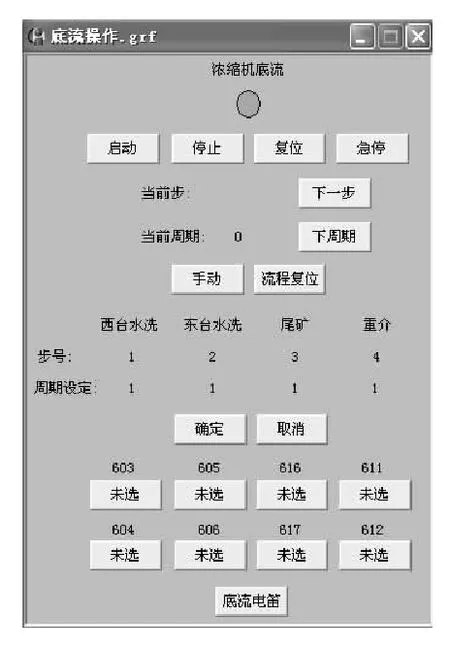
图5 浓缩机底流泵和压滤机入料泵的选择控制图
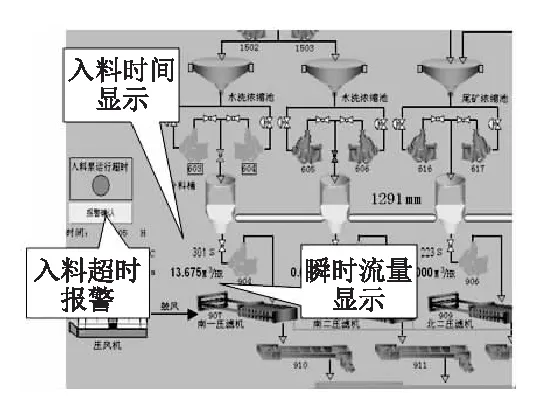
图6 流量和时间参数监测图
3 应用效果
3.1 设备浓缩效果
在生产系统运行正常后,采集样品并检测其指标,对比分析尾煤浓缩压滤联机自动化系统应用前后浓缩机的运行情况,结果见表1。
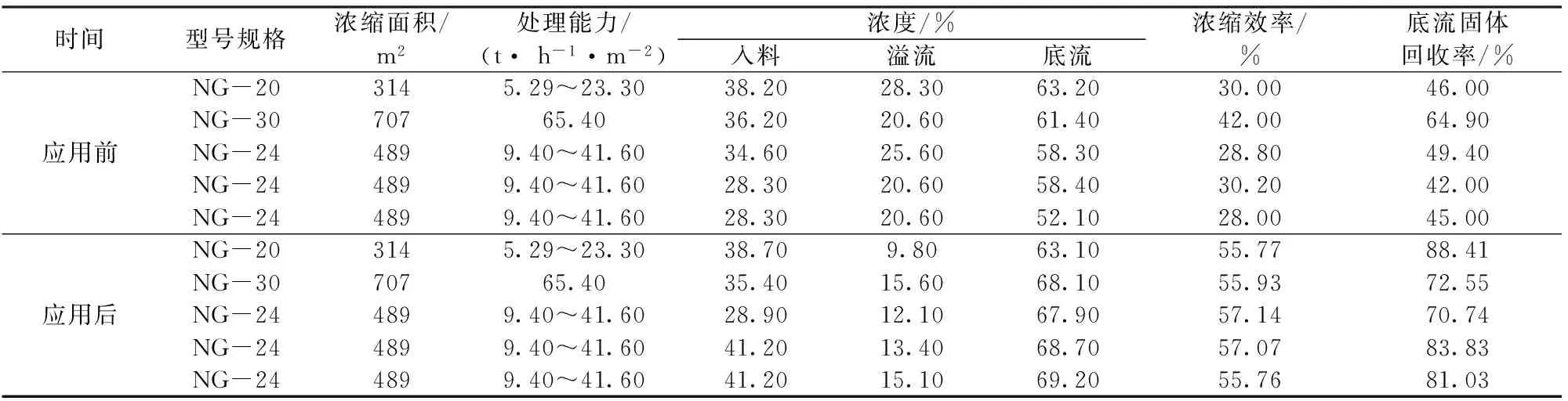
表1 尾煤浓缩压滤联机自动化系统应用前后浓缩机的运行情况
由表1可知:该系统投入应用后,煤泥能够在各浓缩池内得到有效沉淀,洗水、喷水浓度降低,洗水浓度可以控制在15 g/L左右,浓缩效率提高约25个百分点,底流固体回收率提高约30个百分点。
3.2 设备压滤效果
尾煤浓缩压滤联机自动化系统应用前后的压滤机运行情况见表2。由表2可知:在入料浓度和产品质量基本不变的情况下,系统运行效率大大提高,且可以节约更多人力资源和人工成本。

表2 尾煤浓缩压滤联机自动化系统应用前后压滤机的运行情况
4 结语
高庄选煤厂尾煤浓缩压滤联机自动化系统投入运行后,浓缩压滤系统运行效率大幅提高,工人劳动强度大大降低,实现了减员增效的目标。浓缩效率提高后,聚丙烯酰胺用量减少约45 kg/d,每年可以减少药剂用量14.85 t,药剂价格按照8 500元/t计算,每年可以节约药剂成本11.88万元;在岗位工人数量减少,按照酬薪6万元/人计算,每年可以节约人工成本18万元;由于煤泥水系统故障台时减少0.5 h/d,每年可以多洗选原煤10.30万t,按照吨煤利润10元计算,每年可以创收103万元,直接经济效益显著。
[1] 马 剑.我国煤炭洗选加工现状及“十二五”发展构想[J]. 煤炭加工与综合利用, 2011(4):1-5.
[2] 李劲松,凌 敏.模糊控制的现状及发展[J]. 铜仁职业技术学院学报,2010(5):39-42.
[3] 杨津灵.灰色模糊PID算法在煤泥水絮凝沉降过程控制中的应用研究[D]. 太原:太原理工大学 2012:75-95.
[4] 邹 伟,杨 平,徐 德.基于MCGS组态软件的上位机控制系统设计[J]. 制造业自动化, 2008, 30(12):103-108
[5] 刘建民.用PLC实现立式压滤机的全自动控制[J]. 自动化应用,2010(3):36-38.
[6] 潘海军.PLC在神华乌海能源公司选煤厂控制系统的应用与研究[D]. 呼和浩特:内蒙古大学,2012:34-45.
[7] 黄文锋,余标飞.梁北选煤厂浮选尾煤处理系统智能化控制实践[J]. 选煤技术, 2010(5) :50-53.
[8] 陈俊涛,张乾龙,杨 露.煤泥水浓度检测的现状与发展趋势[J]. 煤炭技术, 2014, 33(11):253-255.
[9] 杨 锐.PLC控制系统在煤矿运输机中的应用[J]. 内蒙古煤炭经济, 2015(12):69.
[10] 张世懂.选煤厂煤泥压滤自动控制系统[D].徐州:中国矿业大学,2015:55-72.
Application of the tailings thickening-pressure filtration on-line automation system at Gaozhuang Coal Washery
SHAN Yong, SU Huai-dong, FENG Yong, ZHU Shou-qi, QU Yin-yuan
(Gaozhuang Coal Co., Ltd., Zaozhuang Mining Group, Zaozhuang 277000, Shandong, China)
In order to solve the problems confronted by the washery in the operation of its slurry water treatment system, a tailings thickening-pressure filtration on-line automation system is developed through introducing fuzzy control and liquid level control methods and the application of such technologies as PLC control, network communications and sensor-based control system. Filed application shows that the system can work normally and reliably with a remarked control performance, and is easy to maintain, playing an important role for the enhancement of the working efficiency of the slurry water treatment system.
tailings; thickening-pressure filtration; on-line aotumation; system function
1001-3571(2016)04-0067-04
TD948.9
B
2016-05-12
10.16447/j.cnki.cpt.2016.04.018
单 勇(1976—),男,山东省枣庄市人,工程师,从事选煤技术管理工作。
E-mail:sy4068950@163.com Tel: 15318436568
单 勇,苏怀东,冯 永,等. 尾煤浓缩压滤联机自动化系统在高庄选煤厂的应用[J]. 选煤技术,2016(4):67-70.
猜你喜欢
机械管理开发(2022年6期)2022-07-14
山西煤炭(2021年4期)2021-12-09
安徽化工(2021年3期)2021-05-29
山东煤炭科技(2020年11期)2020-12-16
机电信息(2020年16期)2020-08-31
机电信息(2020年1期)2020-07-04
煤矿现代化(2019年5期)2019-07-25
山西化工(2019年1期)2019-03-28
制冷技术(2016年4期)2016-08-21
图书馆学刊(2015年8期)2015-12-26
