
潘一选煤厂浮选加药控制系统的自动化改造与应用
2016-12-19 08:40章宏令
选煤技术 2016年1期
章宏令
(淮南矿业集团选煤分公司 潘一选煤厂,安徽 淮南 232082)
潘一选煤厂浮选加药控制系统的自动化改造与应用
章宏令
(淮南矿业集团选煤分公司 潘一选煤厂,安徽 淮南 232082)
为了解决潘一选煤厂浮选系统人工加药存在的问题,在制定改造方案的基础上,对其进行自动化改造。介绍了浮选自动加药控制系统的控制原理、系统结构、系统功能,并分析了其在该选煤厂的应用效果。生产实践表明:该系统投入应用后,工人劳动强度降低,浮选效果明显改善;浮选精煤灰分比较稳定,浮选精煤产率提高了1.01个百分点,干煤泥药剂消耗总量下降了0.13 kg/t,经济成效显著。
浮选;自动加药;手动加药;药剂消耗
潘一选煤厂地处淮南煤田潘谢矿区,于1986年建成投产,是一座处理能力为5.00 Mt/a的矿井型动力煤选煤厂。2011年11月,该选煤厂开始进行技术改造,经两次改造后其成为矿井型炼焦煤选煤厂,洗选能力为5.00 Mt/a,原煤以不脱泥混合给料方式入选,洗选工艺为70~3 mm粒级无压给料三产品重介质旋流器分选、3~0.25 mm粒级煤泥重介分选、<0.25 mm粒级煤泥浮选、浮选精矿加压过滤机脱水、尾矿沉降过滤离心机与压滤机脱水的联合工艺。主导产品为2#焦精煤,主要用于生产焦炭。
该选煤厂浮选系统采用传统的人工手动加药,主要依靠浮选司机的经验操作。但该方式受人为因素影响较大,往往不能及时根据入浮矿浆状况调整药剂,容易造成药剂浪费和浮选精煤损失,浮选精煤指标也难以得到保证;此外,工人劳动强度较大,生产效率较低,浮选成本较高,严重影响选煤厂经济效益。为此,2014年10月潘一选煤厂对浮选加药控制系统进行了自动化改造。
1 改造方案
目前,浮选系统加药方式有两种,第一种是在一次浮选入料泵的入口处集中加药,第二种是在矿浆预处理器上方分点加药。根据该选煤厂的实际情况和其他选煤厂的应用经验,第二种加药方式更合理。在确定加药方式的基础上,设计浮选系统自动加药控制系统,并安装相应的设备与仪器。在矿浆入浮总管道上安装浓度计,测量入浮矿浆浓度;在每台矿浆预处理器入料管道上安装矿浆流量计和循环水流量计,测量管内流体流量;在每台浮选机的矿浆预处理器上安装两台计量泵,实现即时定量加药。
该系统可根据每台浮选机的入浮矿浆量(以干煤泥计算)单独加药,调控精确,且能够消除入浮煤泥性质差异带来的偏差;加药点靠近浮选机,加药管路较短,系统灵敏度高,有利于消除控制系统的滞后性;可以计算出每台浮选机的入浮矿浆流量和浓度,生产数据全面,有助于总结分析生产工艺和岗位司机操作。
2 浮选自动加药控制系统
浮选自动加药控制系统是通过检测浮选机的入浮矿浆浓度与流量,并计算出干煤泥量,进而建立浮选药剂添加量与干煤泥量、入浮矿浆浓度关系的数学模型,通过流量计和浓度计对所需数据进行采集,以控制核心PLC对数据进行处理,实时跟踪入浮矿浆浓度和流量变化,及时调整浮选药剂添加量的生产过程自动控制系统[1]。
2.1 控制原理
浮选自动加药控制系统是一个动态系统,即浮选药剂添加量由入浮矿浆量、吨煤药耗量等参数决定[2-3],药剂添加量与各参数的关系可表达为:
Q0i=K1×m+K0i,
(1)
式中:Q0i为药剂添加量,i=1、2,L/h;K1为干煤泥药耗量,L/t;m为干煤泥量,t/h;K0i为修正值,i=1、2,L/h。
在实际生产过程中,由于每台浮选机的工况和入浮矿浆的性质不同,其药剂添加量也存在差异,通过修正值可以对药剂添加量进行微调,以达到满足生产要求的目的。
2.2 系统结构
潘一选煤厂浮选自动加药控制系统结构图如图1所示,该系统主要由PLC模块、触摸屏、计量泵、浓度计、电磁流量计等组成。其中一台浓度计安装在一次浮选机的DN600入料管道上,10台电磁流量计分别安装在5台矿浆预处理器的矿浆入料管和循环水管上。利用检测到的入浮矿浆浓度和流量数据,可以计算出每台浮选机的入浮矿浆中所含的干煤泥量。

图1 潘一选煤厂浮选自动加药控制系统结构图
为了避免药剂罐内液面变化对计量泵输出流量的影响和管路虹吸现象,在管道上安装了背压阀;同时在管道上加装了脉冲阻尼器,以稳定流体压力和流量,消除管道振动现象,确保背压阀正常工作。计量泵安装图如图2所示。
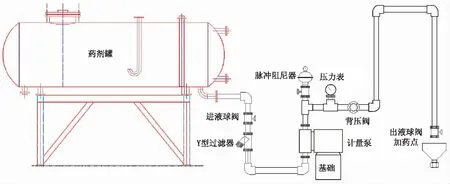
图2 计量泵安装示意图
2.3 系统功能
潘一选煤厂浮选自动加药控制系统工作流程如图3所示。
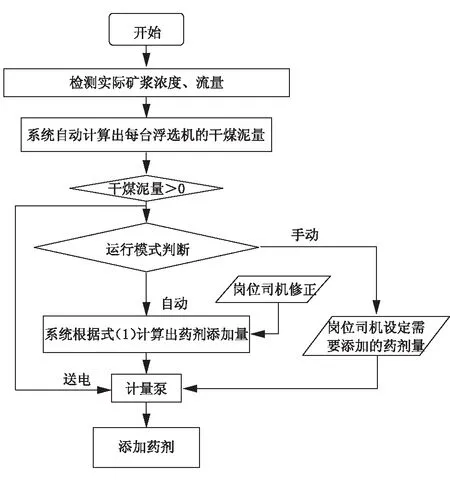
图3 浮选自动加药控制系统工作流程图
(1)测量与控制功能。PLC通过检测仪表进行数据采集,并通过以太网与触摸屏进行数据交换,数据经CPU计算与处理后,通过输出模块输出控制信号并驱动计量泵工作。该系统不但能够实时跟踪入浮矿浆中的干煤量,而且能够实时动态调节计量泵的流量;其控制方式有两种,分别为自动控制和手动控制,浮选司机可根据实际生产情况选择。
(2)操作、显示、记录功能。这些均是基于触摸屏的人/机交互界面的功能,包括实时显示浮选系统工艺流程和动态参数(包括实时趋势图和历史趋势图)、自动/手动控制方式选择、计量泵远程启停、工艺参数设置、历史记录查询、累积量显示(包括日累积和月累积)等。
3 应用效果
2014年11月潘一选煤厂浮选自动加药控制系统正式投入使用,在系统工作状态稳定后,于2014年12月23—25日对4011#一次浮选机进行了单机试验。不同加药方式时的试验数据对比结果如表1所示。
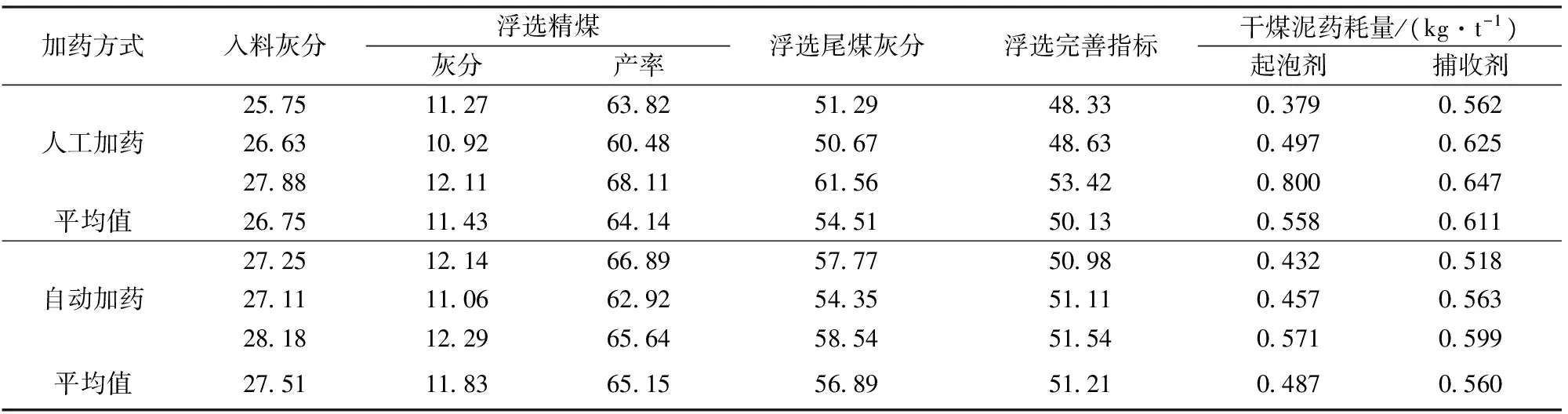
表1 不同加药方式时的试验数据对比结果
由表1、表2可知:采用自动加药控制系统后,浮选精煤灰分比较稳定,在11.06%~12.29%之间;浮选精煤产率由64.14%提高至65.15%,提高1.01个百分点;干煤泥药剂消耗总量下降0.122 kg/t,浮选生产成本降低。
潘一选煤厂月综合数据显示:2014年1—10月,干煤泥的捕收剂、起泡剂消耗量分别为0.88、0.55 kg/t,药剂消耗总量为1.43 kg/t;11月干煤泥的捕收剂、起泡剂消耗量分别为0.73、0.57 kg/t,药剂消耗总量为1.30 kg/t。由此可见,该系统投入使用后,干煤泥药剂消耗总量下降0.13 kg/t。按照煤泥入浮量为原煤入选量的18%、药剂价格为1.08万元/t计算,每年可节约药剂成本151万元。
4 结语
浮选自动加药控制系统在该选煤厂应用后,运行可靠,控制精度较高,不但使浮选工艺指标得到改善,商品煤质量稳定,而且使工人劳动强度下降,浮选药剂消耗量降低,带来了较好的经济效益。
[1] J.S.拉斯科夫斯基,郭秀平,李长根.煤的浮选及其未来[J].国外金属矿选矿,2007,44(2):18-23.
[2] 张 嘉.煤泥浮选装置加药专家系统及浮选参数测量研究[D].太原:太原理工大学,2010.
[3] 李海波,柴天佑,岳 恒.浮选过程自动控制系统[J].控制工程,2013,20(5):796-799.
Application of the renovated automatic flotation reagent dosing control system at Panyi coal preparation plant
ZHANG Hong-ling
(Panyi Coal Preparation Plant, Huainan Mining Group Coal Preparation Branch, Huainan, Anhui 232082, China)
In order to solve the problems encountered by the plant in the use of artificial flotation reagent dosing system, work is made on its transformation into an automatically-operated version, on the basis of the well-conceived renovation scheme. Following a description of the working principle, structural design and functions of the automated dosing control system, an analysis is made in the paper of the results obtained through the application of the system. Practice indicates that the use of the system has led to reduced labor intensity, noticeably improved flotation performance, higher stability of flotation concentrate ash, an increase of the yield of flotation concentration by 1.01 percentage points, and a drop of consumption reagent by 0.13 kg/t(dry fine coal), bringing in, therefore, remarkable economic benefit for the plant.
froth flotation; automatic dosing of flotation reagents; hand dosing of reagents; consumption of reagents
1001-3571(2016)01-0084-03
TD948.9
B
2016-01-27
10.16447/j.cnki.cpt.2016.01.022
章宏令(1985—),男,安徽省庐江县人,工程师,工学硕士,从事选煤厂机电设备管理工作。
E-mail:zhanghongling10@163.com Tel:0554-7632757
猜你喜欢
选煤技术(2022年3期)2022-08-20
纺织报告(2022年6期)2022-07-18
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
有色金属科学与工程(2022年1期)2022-03-12
纺织报告(2021年12期)2021-12-20
实验与分析(2021年1期)2021-11-25
煤炭加工与综合利用(2021年7期)2021-08-26
实验与分析(2021年2期)2021-07-14
煤炭加工与综合利用(2020年11期)2020-12-16
