
潘一选煤厂浮选入料脱泥池溢流量控制系统的自动化改造
2016-12-19 09:26章宏令
选煤技术 2016年5期
章宏令
(淮南矿业集团 选煤分公司,安徽 淮南 232046)
潘一选煤厂浮选入料脱泥池溢流量控制系统的自动化改造
章宏令
(淮南矿业集团 选煤分公司,安徽 淮南 232046)
为了解决潘一选煤厂浮选入料脱泥池溢流量人工手动调节存在滞后性和精度低的问题,针对生产现场实际情况,制定自动化改造方案并予以实施。生产实践表明:在新系统投入应用后,浮选入料脱泥池溢流量的稳定性提高,有利于分级和脱泥作用的发挥,且能较好地解决脱泥池溢流量与浮选入料泵流量之间的不平衡问题,满足浮选作业的特殊要求。
浮选入料;脱泥池;溢流量;自动化改造
淮南矿业集团潘一选煤厂地处淮南煤田潘谢矿区,于1986年建成投产,是一座处理能力为5.00 Mt/a的矿井型动力煤选煤厂。2011年11月该选煤厂开始进行炼焦煤系统改造,经两次改造后其成为矿井型炼焦煤选煤厂,生产系统处理能力同为5.00 Mt/a;原煤以不脱泥方式入选,采用70~0 mm粒级原煤由无压给料三产品重介质旋流器分选、>0.25 mm粒级粗煤泥由煤泥重介质旋流器分选 、<0.25 mm粒级细煤泥由浮选机分选、浮选精矿由加压过滤机脱水、浮选尾矿由沉降过滤离心机和压滤机脱水的联合工艺;主导产品为2#精煤,用于生产焦炭。
考虑到该选煤厂的煤泥灰分高、易泥化、极难选,采用脱泥浮选工艺对其进行处理。在浮选生产过程中,浮选入料泵采用变频装置通过手动调节控制底流量和上升水流速度(溢流量),以达到调整分级粒度的目的[1]。但实际生产中需要根据浮选入料中的细泥含量和物料灰分,在线调节脱泥池的溢流量,控制分级粒度。由于人工手动调节存在滞后性,难以保证浮选入料脱泥池溢流量的稳定,进而影响物料的分级和脱泥效果;此外,人工手动调节精度低,易使浮选入料泵的流量产生较大变化,进而使浮选机的入浮煤浆量波动较大,影响浮选效果。因此,必须对该选煤厂浮选入料脱泥池的溢流量控制系统进行自动化改造。
1 方案设计
1.1 控制原理与设计思路
通过调节变频器频率来调节浮选入料泵的转速,进而控制浮选入料脱泥池的底流量,能够达到控制其溢流量的目的[2-6]。当浮选入料脱泥池的溢流量增大时,增加变频器的频率;反之,当其溢流量减小时,降低变频器的频率,保证浮选入料脱泥池的溢流量和液位处于相对稳定的状态。
为了获得良好的控制效果,采用闭环控制系统对浮选入料脱泥池的溢流量进行自动控制(图1)。PLC通过重锤式液位计采集浮选入料脱泥池的实际液位数据,并与上位机给定的液位数据进行比较,再根据差值进行运算;通过模拟量输出模块输出信号,控制变频器进行升频(降频)操作,确保实际液位与给定液位一致,进而实现脱泥池溢流量和液位的稳定。
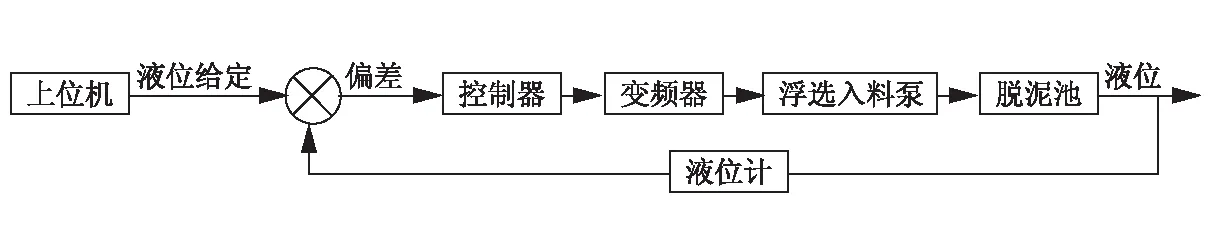
图1 浮选入料脱泥池溢流量自动控制系统控制原理图
1.2 方案设计
(1)控制技术。PID控制技术以结构简单、稳定性好、工作可靠、调整方便等优点成为现代工业控制的主要技术之一,其原理是根据系统误差,利用比例、积分、微分计算出控制量进行控制[7-9]。比例环节能够即时、成比例地反应控制系统的偏差信号,如果系统产生偏差,调节器立即产生控制作用,以减小偏差。积分环节主要用于消除静差,提高系统的无差度;积分作用的强弱取决于积分时间常数,该常数越大,积分作用越弱,反之积分作用越强。微分环节能反应偏差信号的变化趋势(变化速率),并能在偏差信号值过大前,在系统中引入一个有效的早期修正信号,从而加快系统的动作速度,并减小调节时间。
(2)参数整定。根据浮选工艺的特殊要求,不但需要保证浮选入料脱泥池的溢流量稳定,而且需要保证脱泥池的底流量相对稳定。为了避免脱泥池的底流量发生较大变化影响浮选效果,采用均匀控制方法使脱泥池的溢流量和浮选入料泵的入料量(或变频器频率)均匀、缓慢地在工艺允许范围内变化,以缓解两者之间的矛盾。
通过PID参数整定可以达到目的,PID参数整定是浮选入料脱泥池溢流量自动控制系统设计的核心内容,它需要根据脱泥池溢流量控制过程的特性确定合适的比例增益KP、积分时间常数Ti、微分时间常数Td。各参数之间的作用关系是:比例作用是主要调节方式,起主导作用;积分作用是辅助调节方式,微分作用是补偿作用。结合浮选入料脱泥池溢流量控制特性,可以采用一阶惯性加纯滞后模型近似描述,其表达式为
(1)
式中:K、τ、T分别为对象模型的开环增益、纯滞后时间常数、惯性时间常数。
式(1)的传递函数为
(2)

通过MATLAB软件仿真模拟和现场试验可知:当Kp=13、Ti=0.6、Td=0.15时,控制系统稳定性强,动态性能优,调节质量高,仿真曲线如图2所示。
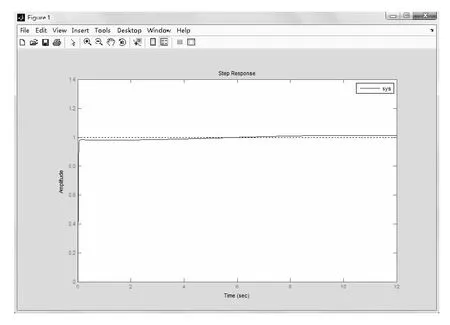
图2 浮选入料脱泥池溢流量自动控制系统仿真曲线
参数整定时需要注意以下两点:比例增益、积分时间常数都要比定值控制系统大很多,这样才能保证脱泥池溢流量和浮选入料泵的入料量缓慢、均匀变化。在变频调节时频率不宜过低,应该注意煤浆的流速和泵的扬程;煤浆在管道内流动时平均流速必须大于临界流速,即V必须大于V1,
V=4Q/πD2,
(3)

(4)
式中:Q为煤浆流量,m3/h;D为管道直径,m;F1为速度系数;ρ0为煤的密度,kg/m3;ρ1为煤浆载体的密度,kg/m3。
如果变频器频率过低,则煤浆流量过小,导致煤浆流速小于临界流速,进而其在管道内沉淀,致使管道被堵塞。此外,由于泵的扬程与其速度平方成正比,其运行速度大幅降低将使扬程大大下降,故变频器的频率应设定下限。
2 系统组成
(1)硬件组成。该自动控制系统的硬件平台主要包括工控机、PLC控制系统(PACSystems RX7i 控制器主站+GE90-30分站)、液位计、变频器。
(2)软件组成。该自动控制系统采用Proficy Machine Edition软件进行PLC程序编制,上位机监控画面采用iFIX4.0软件进行组态,实现系统的数据监控和过程控制。GE Fanuc的Proficy Machine Edition是一个适用于人/机界面开发、运动控制及控制应用的通用开发环境,其提供统一的用户界面,具有全程拖放的编辑功能,支持项目需要的多目标组件编辑。iFIX是全球最领先的HMI/SCADA自动化监控组态软件,具有生产操作的过程可视化、数据采集和数据监控功能,易于扩展和集成,提供真正的分布式、客户/服务器结构。
3 程序控制
浮选入料脱泥池溢流量自动控制系统通过在潘一选煤厂集中控制系统(PACSystems RX7i 控制器主站+GE90-30分站)上扩展来实现,将液位计的4~20 mA电流信号接在集中控制系统模拟量输入模块进行A/D转换,根据编写的程序(核心程序见图3、图4、图5),通过CPU运算输出控制信号,经过模拟量输出模块进行D/A转换,并输出4~20 mA电流信号,其为变频器的输入信号,从而实现对浮选入料泵转速的控制[10],上位组态画面(图6)在工控组态软件IFIX4.0上编制。
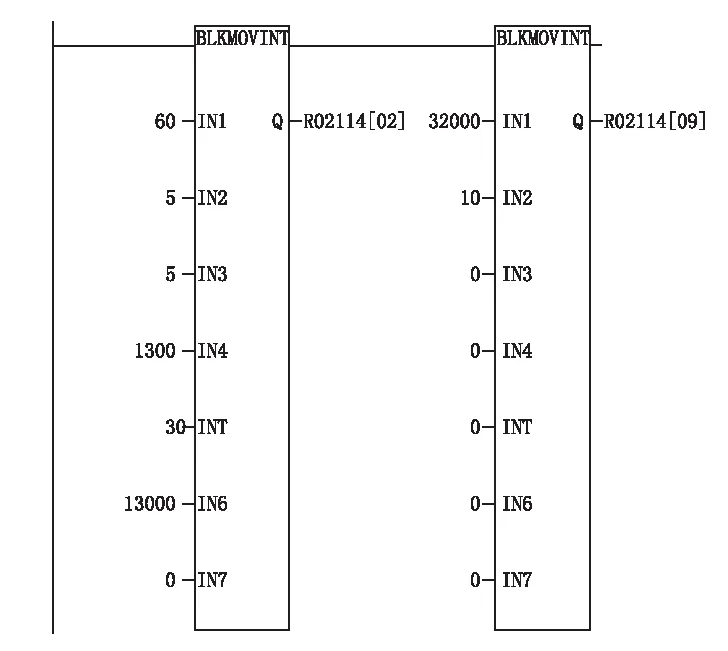
图3 浮选入料脱泥池溢流量自动控制系统PLC程序1

图4 浮选入料脱泥池溢流量自动控制系统PLC程序2
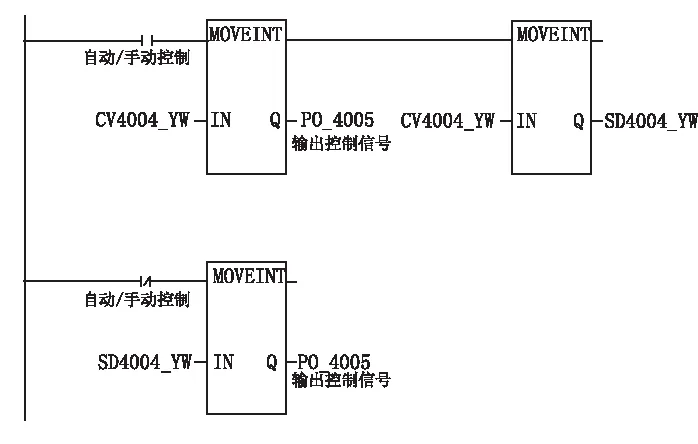
图5 浮选入料脱泥池溢流量自动控制系统PLC程序3
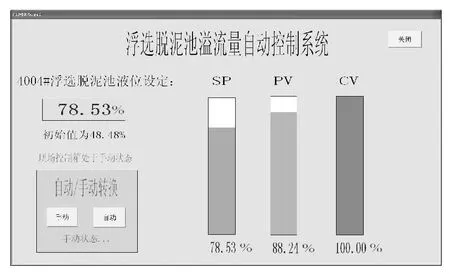
图6 浮选入料脱泥池溢流量自动控制系统组态画面
4 结语
该系统在潘一选煤厂投入应用后,运行稳定可靠,控制精度较高,不但可以实现浮选入料脱泥池溢流量的自动控制,提高脱泥池溢流量的稳定性,而且具有在线设定溢流量、自动/手动控制切换、过程数据实时监控等功能,能够较好地解决脱泥池溢流量与浮选入料泵入料量之间的矛盾,进而满足浮选工艺的特殊要求,具有良好的应用价值和推广前景。
[1] 中华人民共和国煤炭工业部.选煤厂水力分级设备工艺效果评定方法:MT/T 738—1997[S].北京:中国标准出版社,1997.
[2] 邵裕森,巴筱云.过程控制系统及仪表[M].北京:机械工业出版社,2002.
[3] 李霄霞.变频自动控制技术在集中供热系统中的应用[J].科技情报开发与经济,2010,20(27):191-193.
[4] 张吉泉,贾光旭,刘玉涛.自动控制系统在污水处理中的应用[J].机电一体化,2000(3):55-56.
[5] 耿立明,刘漫洲,刘雨刚,等.基于PLC的太阳能热水器的自动控制系统[J].电气传动,2006,36(11):54-56.
[6] 郭建斌.变频调速技术在选煤厂入料泵上的应用[J].能源与节能,2009(5):29-30.
[7] 杨 智,朱海锋,黄以华.PID控制器设计与参数整定方法综述[J].化工自动化及仪表,2005,32(5):1-7.
[8] 邱 丽,曾贵娥,朱学峰,等.几种PID控制器参数整定方法的比较研究[J].自动化技术与应用,2005,24(11):28-31.
[9] 郭 巍,曲延涛,赵 英.基于组态软件和Matlab的PID控制器设计及参数自整定方法研究[J].微计算机信息,2006,22(19):54-56.
[10] 廖常初.大中型 PLC 应用教程[M].北京:机械工业出版社,2005.
Application of the automated flotation feed desliming pond overflow rate control system at Panyi Coal Preparation Plant
ZHANG Hong-ling
(Coal Preparation Palnt, Huainan Mining Group, Huainan, Anhui 232046, China)
The overflow rate of the flotation feed desliming pond was originally under manual control-a control made with low accuracy and lagging trouble. In the light of the specific operating conditions, a technical renovation scheme is worked out and put into practice. Practice shows that the application of the automated control system can meet the specific requirement of the flotation circuit for its capability to maintain higher stability of overflow rate of desliming pond, give full scope to sizing and desliming effects, and keep the overflow rate of desliming pond and flotation feed pump flowrate well balanced.
flotation feed; desliming pond; overflow rate; automatic control
1001-3571(2016)05-0084-04
TD948.9
B
2016-09-19
10.16447/j.cnki.cpt.2016.05.023
章宏令(1985—),男,安徽省庐江市人,工程师,硕士,从事选煤厂机电设备管理工作。
E-mail:zhanghongling10@163.com Tel: 13516421713
章宏令.潘一选煤厂浮选入料脱泥池溢流量控制系统的自动化改造[J]. 选煤技术,2016(5):84-87.
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
河北农机(2020年10期)2020-12-14
压电与声光(2020年2期)2020-05-10
重型机械(2019年3期)2019-08-27
电机与控制学报(2018年8期)2018-05-14
海峡科技与产业(2017年12期)2018-01-18
凿岩机械气动工具(2017年2期)2017-07-19
山东工业技术(2016年15期)2016-12-01
