基于PLC的混凝土搅拌控制系统的设计
2016-12-19 07:24王艳秋
数码世界 2016年11期
王艳秋
沈阳工学院信息与控制学院
基于PLC的混凝土搅拌控制系统的设计
王艳秋
沈阳工学院信息与控制学院
混凝土搅拌控制系统采用西门子S7-200系列的PLC作为核心元件,采用SWD-100型称重显示控制器对每个原料仓内原料进行称重,当满足设定值时即全部投入搅拌机进行搅拌,若系统发生故障时,会启动报警系统,以便提醒现场工作人员进行检查和修复。本设计实现了混凝土搅拌过程的全自动控制,运行安全可靠。通过与计算机通讯实现人机界面操作,能够很好的完成了故障的诊断和处理、混凝土搅拌的配比、混凝土产量的统计等工作。
西门子S7-200系列的PLC SWD-100型称重显示控制器 混凝土搅拌装置 故障的诊断和处理
1 引言
大型基础设施的大规模建设对混凝土搅拌设备的需求越来越大、越来越高,提高混凝土的质量和产量已经十分必要。因而,混凝土生产过程中搅拌设备自动控制系统日益受到人们的重视。
PLC具有可靠性高,功能完善,编程简单等特点,可以有效地弥补混凝土搅拌站常规继电器控制系统的缺陷、与工控机相结合,混凝土搅拌站控制系统采用上位机进行管理,下位机PLC进行控制与监视,实现从配料计量、搅拌、到出料生产全过程的自动化、智能化。以提高配料精度,提高产品质量和产量,降低成本。
混凝土搅拌控制系统采用西门子S7-200系列的PLC作为核心元件,采用SWD-100型称重显示控制器对每个原料仓内原料进行称重,当满足设定值时即全部投入搅拌机进行搅拌,若系统发生故障时,会启动报警系统,以便提醒现场工作人员进行检查和修复。本设计实现了混凝土搅拌过程的全自动控制,运行安全可靠。通过与计算机通讯实现人机界面操作,能够很好的完成了故障的诊断和处理、混凝土搅拌的配比、混凝土产量的统计等工作。
2 混凝土搅拌控制系统硬件设计
2.1 混凝土搅拌控制系统工艺流程
混凝土搅拌控制系统是把计量好的骨料、粉料、水、外加剂等原材料在搅拌机内进行搅拌均匀,形成达到规定强度的成品混凝土。因为混凝土配合比的设计是按细骨料恰好填满粗骨料的间隙,而水泥胶质又均匀地分布在粗细骨料的表面,所以只有将配合料搅拌得均匀才能获得最密实的混凝土。
混凝土搅拌系统的工艺流程图如图1所示:
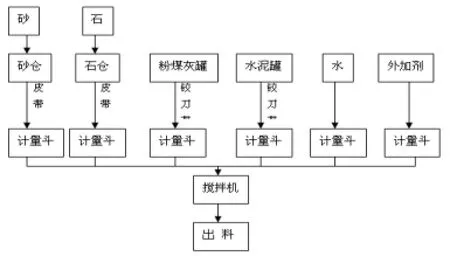
图1 混凝土搅拌系统的工艺流程图
2.2 混凝土搅拌控制系统的组成
混凝土搅拌控制系统由主控器和外围电路组成, 可编程控制器(PLC)是核心,其中包括输入、输出单元、控制单元、检测单元和通讯单元。PLC 不断地扫描检测各种输入信号的状态,并且通过程序发出指令,控制相应的气缸、控制阀和电机,从而完成混凝土搅拌的过程,与此同时还显示相应的信号,实现混凝土搅拌过程的自动控制和跟踪显示。混凝土搅拌控制系统结构框图如图2所示:
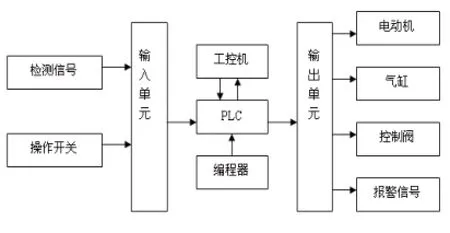
图2 混凝土搅拌控制系统结构框图
3 PLC控制
CPU是PLC的核心,起神经中枢的作用,每套PLC至少有一个CPU,它按PLC的系统程序赋予的功能接收并存贮用户程序和数据,用扫描的方式采集由现场输入装置送来的状态或数据,并存入规定的寄存器中,同时,诊断电源和PLC内部电路的工作状态和编程过程中的语法错误等。进入运行后,从用户程序存贮器中逐条读取指令,经分析后再按指令规定的任务产生相应的控制信号,去指挥有关的控制电路。
4 结论
随着城市现代化建设及其大型水利工程的不断发展,混凝土搅拌技术已得到了快速的发展。由PLC 和工控机共同组成的控制系统实现了混凝土搅拌工作流程的自动控制。该控制系统具有工作稳定、搅拌的混凝土质量好,故障率低,生产量大,能耗低以及操作简便等优点,可广泛应用于建筑工程、公路工程、桥梁工程等。PLC + 工控机的控制是目前控制领域最流行的控制模式, PLC 与工控机通讯构成的网络还可以实现多套搅拌系统的群控。
[1]王永华.现代电气控制及PLC应用技术.北京:北京航空航天大学出版社,2003:78-97
[2]钟肇新,彭侃.可编程控制器原理及应用.广东:华南理工大学出版社,2001:164-197
[3]方承远.工厂电气控制技术.北京:机械工业出版社,2000:77-91
[4]贺洪江,黄尔烈.水泥生产配料的微机控制系统[J].自动化仪表,2002:101-132
王艳秋,1955年10月出生,女,汉族,辽宁人,沈阳工学院教授,博士,研究方向:电力电子与电力传动;智能控制理论及应用。
猜你喜欢
福建交通科技(2022年1期)2022-04-07
食用菌(2021年6期)2021-12-30
民间故事选刊(2021年9期)2021-11-12
建材发展导向(2021年15期)2021-11-05
建材发展导向(2021年12期)2021-07-22
西安科技大学学报(2021年2期)2021-04-09
读者(2020年15期)2020-07-31
伴侣(2018年2期)2018-02-28
电脑知识与技术(2016年21期)2016-10-18
印刷技术·数字印艺(2015年7期)2015-08-31