基于LabVIEW的自动配料控制系统设计
2016-12-15 13:23:50邵伟恒
环境技术 2016年5期
邵伟恒,邹 伟
(工业和信息化部电子第五研究所,广州 510610)
基于LabVIEW的自动配料控制系统设计
邵伟恒,邹 伟
(工业和信息化部电子第五研究所,广州 510610)
针对传统工业生产过程配料系统精度差、效率低、维修量大、人机界面不友好、成本高等问题,将总线控制技术、分时复用技术和精确称重技术相结合,设计了一套基于Labview的自动混配料控制系统。给出了系统的通讯设计,软件设计及硬件设计。现场应用结果证明,该系统能够自动、快捷、友好、精确可靠的完成配料生产。
自动配料 ; LabVIEW;总线控制技术
引言
配料是生产工艺中十分重要的一道工序,配料精度的高低直接影响到最终产品的性能。传统工业生产过程中,是由工人根据生产要求,计算每种物料的配料比例,并根据计算出的比例手动控制每种物料的下料量,来满足生产要求[1]。通常传统的配料工作操作流程复杂,耗时长、效率低、计量精度低等缺点[2,3]。目前全自动配混料控制系统在化工、冶金、建材及有色金属等行业中应用广泛。
为了提高传统配料系统的效率和精度,本文基于LabVIEW、研华模块、称重模块和流量计等设计了一套低成本、全自动、高精度的物料输送、实时监控生产系统。
1 系统的组成
该系统上位机由LabVIEW编写,能够实现物料的综合配比,实时监控,错误判断,故障报警,误操作警示等功能。该系统的下位机由称重称1和2、研华数字输出模块ADAM4068、流量计及研华数字输入模块ADAM4053组成。系统采用总线控制技术,通过MODBUS通讯,将研华数字量输入输出模块,称重称模块、流量计连接起来。能够实现实时数据读取,清零,输出控制,输入检测等功能。系统结构图如图1所示。
2 配料系统设计
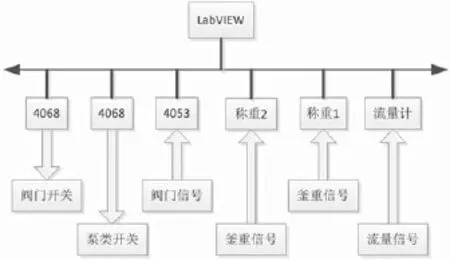
图1 配料系统结构图
配料系统由冷水储藏罐,母液A料罐1#和2#,母液B料罐1#、2#和3#,复配釜1,复配釜2,成品罐。冷水罐带有冷水泵,母液A料、母液B料罐及复配釜下面有电动阀门,电动阀门有完全打开、完全关闭和半开半闭三种状态;装车泵配有流量计,可以控制装车料的重量。配料系统组成图如图2所示。

图2 配料系统组成图
2.1 系统基本原则
配料系统泵与阀在设计过程中要满足具有如下功能:
1)开泵之前要开阀门,关阀门之前要先关闭泵,否则回造成设备损坏。因此本系统在阀门未开之前,泵的输入数灰色不可用状态(如图1所示)。
2)电动阀在完全打开以后才可以打开泵。需要对电动阀进行打开和关闭检查,如果打开和关闭时间超过30s,软件要进行报警。
3)由于流体的运动会导致称重称测试值不能准确反映静态重量,因此需要对主泵和辅助泵进行分级控制。
4)为了节约成本,该系统采用分时复用的设计理念,总体包括五中料的传输,但是在传输过程中,不能同时传输A1和A2;也不能同时传输B1~B3,因此在设计时要针对五种料的开关进行保护限制,防止用户误动作。
5)为了方便操作人员记录配料方式,本系统设计了组合方案。该方案可以自由配比配料方式,并能够进行保存于记录,且每次打入的原料都会在左侧中予以显示。
6)在每种原料配比完成以后,系统会自动关闭泵和阀门。如果为组合方案,系统会对上一次原料清零并自动打入下一种原料。
7)软件需带有密码程序。通过该密码程序管理不同用户的权限。
本系统内部程序采用多线程+状态机的控制方式,针对不同的时序要求,设计不同的程序,用户使用起来友好,不卡顿,各种提示信息齐全,方便操作人员进行操作。
2.2 软件程序设计
该系统上位机采用Labview作为主要设计软件,LabVIEW采用图形化编程语言(G语言),与传统的文本编程语言有显著的区别,许多文本语言的架构不适合LabVIEW[4]。
软件程序主要包括泵阀一体化子程序设计,通讯控制子程序设计,证书子程序设计,显示子程序设计以及组合方案子程序设计五个部分。主程序中利用Labview并行处理的功能,将这五个部分依据不同的采样速率进行分类处理。这样不但可以方便编程,而且可以实现多用户交流无卡顿现象,针对硬件通讯可以采用1 s采样率,针对用户显示子程序可以采用50~80 ms的扫描周期,针对组合方案子程序,可以方便设计延时等待。程序Labview设计如图3所示。
泵阀一体化子程序设计主要是为了实现不同原料之间区分,针对不同的系统,多种原料配比可以通过增加对该子程序的引用数量来完成,方便系统升级和扩展。该程序的输入全部为Labview地址变量,在主程序引用时,只需要将显示或输入控件的引用连接到该子程序的输入即可。改程序内部设置,打入偏差自动检测,瞬时流量检测报警,错误输入报警提示等功能。
通讯控制子程序,主要实现与硬件设备的接口,为了控制打入量的检测精度,一般设置1 s采样周期,设备的延时时间设置为500 ms以内,防止某一个设备出现故障导致通讯时间过长,影响打入原料量的检测,造成打入误差。也可以通过下位机硬件进行打入量的检测,提高系统可靠性及打入精度。
显示子程序主要处理人机交互命令,对用户的输入操作进行命令解析,提示错误,信号状态检查等工作。
组合方案子程序通过状态机进行设计。采用状态机模型编写的LabVIEW程序,具有很好的可读性、扩展性、维护性和代码重用性。LabVIEW程序设计模式总,状态机和生产者/消费者的结构最为普遍,状态机包含三要素:状态(State)、事件(Event)和动作(Action)[5]。对于组合方案设计,该模式十分适用。

图3 泵阀一体化子程序调用图
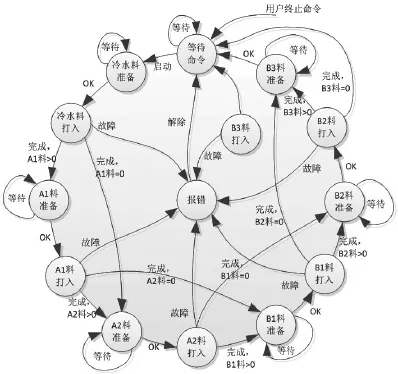
图4 组合方案状态机示意图
首先打入A1料,然后对其软硬件状态进行检测,根据检测的硬件输入信息,决定系统运行到哪一步,本程序针对组合方案控制。具体程序流程图如图4所示。其中准备工作包括重量清零,打入量设置,打开阀门。料打入操作主要包括开启对应泵,检查设备故障,检查打入完成标志。改程序包括状态机程序有两个停止触发源,一是检测到系统故障,立即停止配料操作,二是收到用户停止配料命令,立即停止配料操作。组合方案在程序设计时尽量采用非定时Labview循环,而通讯控制子程序,显示子程序,证书子程序,泵阀一体化子程序尽量采用定时循环,且显示子程序和泵阀一体化子程序循环周期要小于组合方案子程序。
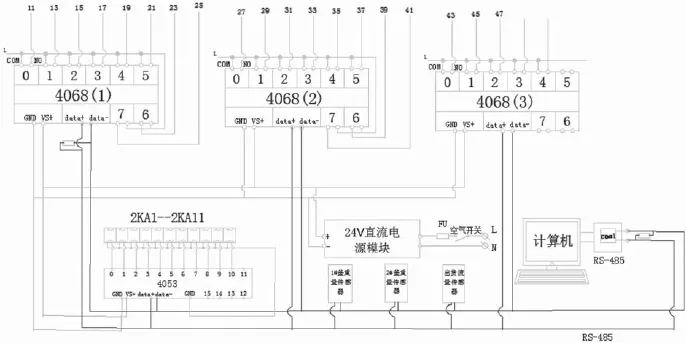
图5 系统硬件设计图
2.3 硬件设计
系统硬件设计图如图5所示。硬件设计采用3块4068作为数字量输出控制,驱动继电器输出,输出数字量包括各种阀门的开关,泵类开关,搅拌电机的开关等。4053模块用来读取对阀门全开和全关数字信号。其中所有模块的通讯都采用RS485总线,采用屏蔽双绞线,单端接地,终端电阻120 Ω。
3 结语
目前该系统已经被某公司成功应用于多家配料企业。实际应用表明,该控制系统在多路复用的情况下,能够十分友好地完成包括冷水在内的六种原料的配比工作。该自动配料系统兼顾了功能和成本的同时,提高了配料精度和效率,方便了操作人员,取得了很好的经济效益。该系统具有广阔的应用前景和很高的实用价值。
[1]赵兴森, 文生平, 徐永谦.基于PLC的自动配料控制系统设计[J].计算机测量与控制, 2013, 21(4):962.
[2]潘宝霞, 贾朝阳.20kt/a聚丙烯挤压造粒装置配料系统的设计[J].化工机械, 2011, 38(1): 46~48.
[3]孟庆祥, 姜永成, 朱光强,等.基于PLC的自动混配料控制系统[J].化工自动化及仪表, 2016(3):321-323.
[4]聂影, 冯向军, 廖璞.基于LabVIEW的状态机模型研究[J].计算机测量与控制, 2007, 15(9): 1166.
[5]叶枫桦, 周新聪, 白秀琴,等.基于LabVIEW队列状态机的数据采集系统设计[J].虚拟仪器与应用, 2010(4):204-206.
Design of Automatic Control System Based on LabVIEW
SHAO Wei-heng, ZOU Wei
(The 5th Electronics Research Institute of the Ministry of Industry and Information Technology, Guangzhou 510610)
Aiming at these problems of the traditional industrial production automatic process, such as poor accuracy, low efficiency, large amount of maintenance, unfriendly man-machine interface, and high cost, combined with the field bus control technology, the time-sharing multiplexing technology, and the precise weighing technology, an automatic control system based on LabVIEW is designed.The communication design, software design and hardware design of the system are presented.The results of the field application show that the system can be automatic, fast, friendly, accurate and reliable.
automatic; LabVIEW; field bus control technology
TP227
A
1004-7204(2016)05-0132-04
邵伟恒(1989-),男,河北围场县人,硕士,助理工程师,从事电子电气产品可靠性及自动化控制及检测技术的研究。
猜你喜欢
小学生作文(低年级适用)(2022年9期)2022-09-28 03:30:16
快乐语文(2021年33期)2021-12-21 07:55:50
北京航空航天大学学报(2019年9期)2019-10-26 02:30:04
中国科技纵横(2015年2期)2015-11-05 02:30:11
机电信息(2015年12期)2015-02-27 15:56:28
科学中国人(2014年16期)2014-11-20 02:50:00
中国新技术新产品(2014年3期)2014-03-24 07:39:08
机电信息(2014年27期)2014-02-27 15:53:47
科技传播(2011年24期)2011-08-29 05:39:46
黑龙江科学(2011年2期)2011-03-14 00:39:36