
海洋平台桩腿用E690材料焊接工艺
2016-12-15 01:22:16赵瑞辉
焊管 2016年1期
赵瑞辉
(中船圣汇装备有限公司,江苏 张家港215632)
海洋平台桩腿用E690材料焊接工艺
赵瑞辉
(中船圣汇装备有限公司,江苏 张家港215632)
针对海洋平台桩腿常用的高强度低碳调质钢E690材料焊接时具有冷裂倾向,焊缝及热影响区质量难以保证的问题,分别以焊条电弧焊(SMAW)和埋弧焊(SAW)两种焊接方法进行了焊接工艺评定试验。结果表明,焊前进行不低于100℃且不高于150℃的预热,道间温度控制在100~150℃,焊后进行150~250℃热处理,保温2 h,焊接过程中控制热输入量,焊条电弧焊为10.5~16.3 kJ/cm,埋弧焊为16.1~26.4 kJ/cm,采用多层多道焊形式,可以保证焊接接头的力学性能满足相关标准的要求。
焊接;E690;焊接工艺;焊接工艺评定
桩腿是海洋平台中的重要部件,建造中对材料焊接和精度要求较高。海洋平台桩腿常用的E690材料,为低碳调质钢,强度较高,焊接时具有冷裂倾向,热影响区质量难以保证。中船圣汇装备有限公司为某海洋生活平台项目加工制造的4根桩腿,直径为3 000 mm,单根长度约为79 m,壁厚为55 mm。桩腿采用E690材料,经CCS中国船级社认可,E690材料属于高强度船板用钢,调质状态供货。对于该材料焊接,分别进行了焊条电弧焊和埋弧焊两种焊接方法的工艺评定试验,制定了合理的焊接工艺,并应用于产品焊接,取得了较好的效果。
1 焊接性分析
E690材料的化学成分及力学性能见表1和表2。供货状态为淬火加回火,属于低碳调质钢,主要合金元素为Si-Mn-Cr-Ni-Mo-Cu,同时添加V、Nb、Al和Ti等微合金化元素,经计算,Ceq为0.55%,Pcm为0.28%。低碳调质钢中碳的质量分数一般不超过0.21%,在合金强化作用下,焊缝及热影响区的淬硬倾向大,焊后组织为马氏体,该马氏体组织的Ms转变温度较高,在焊接冷却过程中,所形成的马氏体可发生自回火,降低了冷裂纹出现的几率。但焊接过程中如果热输入过于集中或冷却速度过慢,在焊接热影响区易发生软化或脆化现象,若冷却速度较快,焊接热影响区易发生淬硬组织,有出现冷裂和韧性下降的倾向,制定焊接工艺时应注意预热温度及层间温度的控制,注意焊接热输入量。低碳调质钢因为钢中的C和S含量较低,Mn含量和Mn/S较高,所以热裂倾向较小,焊接时注意保证焊缝区域的清洁,焊前应清理坡口内的油污、氧化物等杂质。

表1 E690材料的化学成分%

表2 E690材料的力学性能
2 焊接工艺制定
2.1 焊接方法
桩腿焊接方法主要有焊条电弧焊和埋弧焊两种,埋弧焊(SAW)用于桩腿壳体纵环缝的焊接,焊条电弧焊(SMAW)用于壳体卷制成型后的组对定位焊和焊缝出现缺陷后的返修补焊。
2.2 焊接材料
选用新日铁住金焊接材料,焊条电弧焊选用L-80SN焊条,规格为Φ4.0 mm,埋弧焊选用Y-80J焊丝和NB-250J焊剂,规格为Φ4.0 mm。经CCS中国船级社认可,两种焊接接头熔敷金属的化学成分与母材基本相同,力学性能及冲击韧性符合CCS标准要求。
2.3 坡口形式
工艺评定试验选用与产品相同规格板材,同一批次入厂,经CCS中国船级社认可,焊接坡口形式及尺寸如图1所示,与产品坡口形式一致。
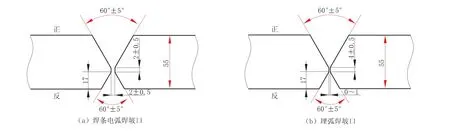
图1 焊接坡口形式及尺寸
2.4 预热和道间温度
为防止冷裂纹的产生,常采用预热措施,但应注意的是,低碳调质钢若预热温度过高,会导致焊接热影响区的冷却速度过于缓慢而产生M/A组元和粗大的贝氏体组织,这会降低焊接热影响区的强度和冲击韧性。根据板材厚度和焊材厂家的推荐,规定焊前应该进行不低于100℃且不高于150℃的预热,焊接过程中道间温度范围为100~150℃。
2.5 焊后热处理
为了降低焊接接头中氢的含量,焊接结束后立即进行150~250℃的焊后热处理,保温2 h,加速焊接接头中氢的扩散逸出,以防止冷裂纹的出现。
2.6 焊接工艺参数
产品焊接接头要求满足-40℃的低温冲击韧性,焊接过程中应严格控制热输入量,采用多层多道焊的形式,埋弧焊采用不摆动直焊道,焊条电弧焊摆动宽度不超过3倍焊芯直径,制定的焊接工艺参数见表3和表4。

表3 焊条电弧焊(SMAW)焊接工艺参数

表4 埋弧焊(SAW)焊接工艺参数
3 焊接工艺评定
按照CCS材料与焊接规范要求,根据以上制定的焊接工艺,选用厚度为55 mm的E690板材,分别进行了两组焊接工艺评定试验。一组采用埋弧焊,评定编号为PQR1503S;另一组采用焊条电弧焊,评定编号为PQR1504S。
试件焊接完48 h后,经100%RT+100%UT+100%MT检测无缺陷后,取样进行拉伸、弯曲、冲击、硬度、宏观等试验。试验结果见表5~表8。硬度检测位置如图2所示,宏观检测试样如图3所示。

表5 拉伸试验结果

表6 弯曲试验结果

表7 -40℃横向试样冲击试验结果

表8 硬度检测结果
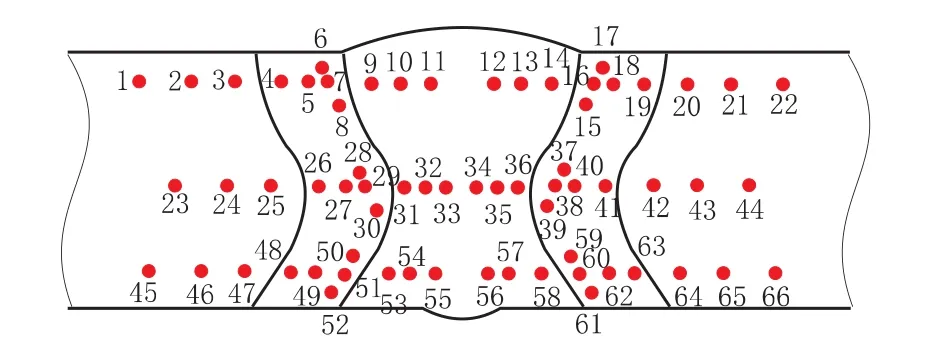
图2 硬度检测位置示意图
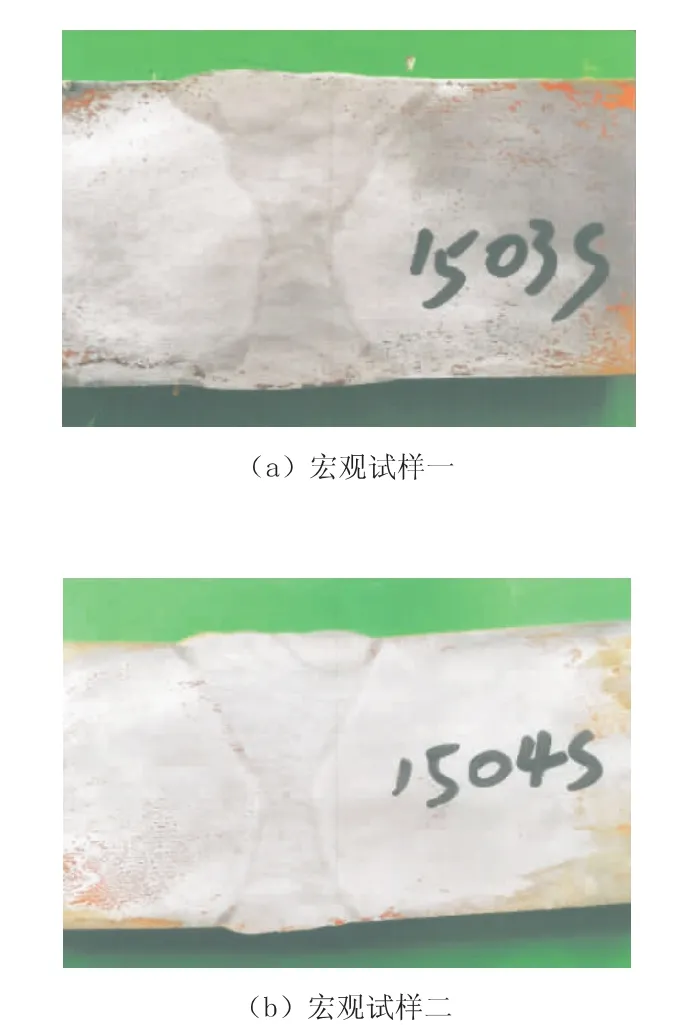
图3 宏观检测试样
从试验结果可以看到,两组评定试验抗拉强度均高于母材E690标准规定最小抗拉强度值770 MPa;弯曲试样受拉表面无缺陷;冲击试样平均冲击功均大于标准规定的最小值46 J;硬度均小于标准规定的最大值HV 420;宏观检测显示焊缝成形良好,完全焊透,无裂纹、未熔合等缺陷,试验结果符合CCS材料与焊接规范要求[7]。证明制定的焊接工艺可以保证焊接接头的力学性能满足标准规范要求。
4 焊接工艺应用
在产品焊接过程中,严格执行焊接工艺参数,加强焊接热过程的控制,是保证焊接质量的前提。但由于焊接工艺评定试验和实际产品焊接条件有一定的区别,在产品焊接工艺应用中,应当注意以下问题。
4.1 定位固定点焊
筒体卷制后的定位固定点焊位置如图4所示。在预热过程中发现筒体外侧有部分焊缝发生开裂,经分析认为,筒体卷制采用冷卷,接头处应力较高,加上部分焊缝点焊时焊缝厚度较薄或焊缝存在气孔裂纹等缺陷,预热时,加热速度较快,应力突然释放,焊缝在拉应力作用下就会开裂。因此,在定位固定点焊时,应保证点焊焊缝无缺陷,当发现缺陷后应及时清除,并增加点焊焊缝厚度,必要时可在筒体内侧增加一层焊条电弧焊的打底焊。
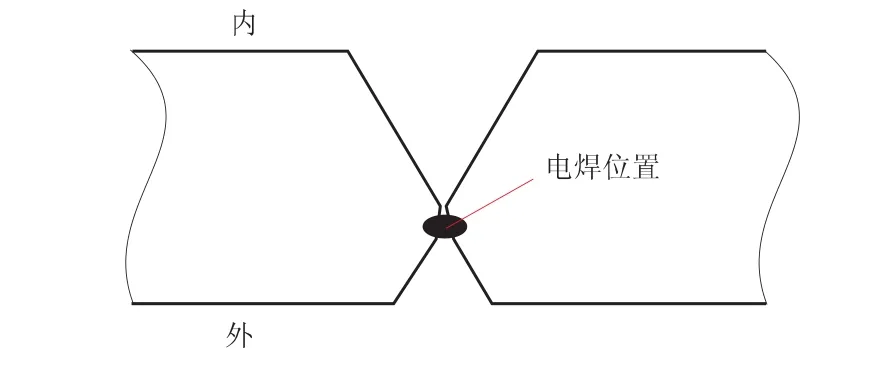
图4 定位固定点焊位置示意图
4.2 产品焊前预热
在工艺评定试验中,采用图5所示的火焰加热方式进行焊前预热。火焰加热时,试板前端和后端的温度差别较大,最大可达20℃。当试板长度为1 200 mm,预热温度会不很均匀,这是因为火焰加热为点状形式加热,气体在加热装置不同位置的流量不同,火焰大小不同,加热量也就不同,从而导致火焰加热装置前端和后端的温度差别较大。如果在产品实际焊接过程中也采用火焰加热,就会导致局部温度过高或过低,有时甚至会超过工艺规定的预热或层间温度。为保证产品焊接过程中温度的均衡控制,应优先采用电加热板对接头整体加热,或采用其他先进的整体加热方法,如果采用火焰加热,应将加热装置中火焰之间的距离减小,增加火焰加热点的数量,并在加热过程中及时监控测量各个位置的温度,避免超过工艺要求的温度。
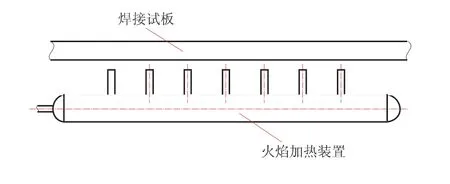
图5 火焰加热装置示意图
5 结 语
焊条电弧焊和埋弧焊用于海洋平台桩腿用E690材料焊接,选用L-80SN焊条和Y-80J+NB-250J焊丝焊剂,焊前进行不低于100℃且不高于150℃的预热,道间温度范围为100~150℃,焊后进行150~250℃热处理,保温2 h,焊接过程中控制热输入量,焊条电弧焊的取值为10.5~16.3 kJ/cm,埋弧焊的取值为16.1~26.4 kJ/cm,采用多层多道焊形式,经工艺评定试验验证,可以保证焊接接头力学性能满足标准规范要求。
焊接工艺在产品焊接应用中,应注意筒体卷制后定位固定点焊焊缝的质量,确保无缺陷,焊前预热优先采用对焊接接头整体加热的电加热方法,保证加热部位在整个长度内温度均匀,不超过工艺要求的温度范围。
[1]薛洪运.起重机铺管船吊机S690QL高强钢焊接[J].船海工程, 2010(2):105-107.
[2]刘飞,端传宝.热输入对S690QL钢热影响区组织和性能的影响[J].焊接技术,2013(7):6-8.
[3]邬丽莲.新钢E690高强钢焊接性能分析[J].江西冶金,2012(6): 28-31.
[4]中国机械工程学会焊接学会.焊接手册 材料的焊接[M].第3版.北京:机械工业出版社,2008.
[5]杨景华,周继烈,叶尹,等.焊接热输入对低合金高强钢焊接热影响区组织性能的影响 [J].热加工工艺,2011(3): 140-142.
[6]邹增大,李亚江,尹士科.低合金高强度钢焊接及工程应用[M].北京:化学工业出版社,2000.
[7]李亚江,邹增大,陈祝年,等.HQ130高强钢热影响区组织及韧性[J].焊接学报,1997(1):25-29.
[8]樊铭林,程尚华.S690QL高强钢焊接工艺的研究[J].现代焊接,2013(8):39-41.
[9]赵瑞辉.钢管桩用Q500C材料焊接工艺[J].金属加工(热加工), 2015(6): 31-33.
[10]CCS—2012,材料与焊接规范[S].
Research on Welding Process of E690 Used for Offshore Platform Pile Legs
ZHAO Ruihui
(CSSC Shenghui Equipment Co.,Ltd.,Zhangjiagang 215632,Jiangsu,China)
The high strength,low-carbon quenched and tempered alloy steel E690 was commonly used in offshore platform pile legs,it possesses the tendency of cold crack during welding,the quality of weld and HAZ was difficult to guarantee.In this article,it adopted shielded metal arc welding(SMAW) and submerged arc welding(SAW) to conduct welding procedure qualification(WPQ)test.The results indicated that some methods can ensure the mechanical properties of welded joint meet the requirements of relevant standards,such as preheating before welding not lower than 100℃ and not higher than 150℃,interpass temperature is controlled between 100~150℃,150~250℃heat treatment after welding,heat preservation 2 h,control heat input in welding process,SWAW is within the scope of 10.5~16.3 kJ/cm,adopting the multilayer multi-channel welding.
welding;E690;welding process;welding procedure qualification(WPQ)
TG44
B
10.19291/j.cnki.1001-3938.2016.01.009
赵瑞辉(1984—),男,工程师,主要从事压力容器和船配产品焊接工艺工作。
2015-09-24
谢淑霞
猜你喜欢
江苏安全生产(2023年10期)2023-12-18 23:48:32
汽车实用技术(2022年5期)2022-04-02 10:04:42
制造技术与机床(2017年7期)2018-01-19 02:29:32
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年5期)2016-02-27 13:04:46
焊接(2016年1期)2016-02-27 12:51:48
焊接(2015年6期)2015-07-18 11:02:24
焊接(2015年8期)2015-07-18 10:59:14
焊接(2015年8期)2015-07-18 10:59:12
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
