
搅拌桨安装定位分析及加工路径优化
2016-12-14 02:04:51段美珍王长国
新技术新工艺 2016年11期
段美珍,王长国,李 曼
(1.上海市材料工程学校,上海 200231;2.上海船厂技工学校,上海 200210)
搅拌桨安装定位分析及加工路径优化
段美珍1,王长国1,李 曼2
(1.上海市材料工程学校,上海 200231;2.上海船厂技工学校,上海 200210)
针对搅拌桨加工,分析了搅拌桨的安装定位对加工的影响,计算优化了加工路径,采用合理的加工参数,在避免刀具与工件干涉的同时,提高了生产效率。通过对粗加工和精加工阶段分别进行分析,得出了形成工件轮廓的切入参数。应用MATLAB软件利用数值解法描述了一片切屑的切除过程,为实际加工提供了理论数据参考。
搅拌桨;安装;刀具
本文针对搅拌桨加工,分析研究了其安装定位,优化了加工路径,提高了生产效率。在确定零件安装的方位时,首先应保证刀具与工件不产生干涉,即在对加工区域进行加工时,沿刀轴方向刀具的投影与相邻桨叶和轮毂的投影没有重叠;同时,为保证待加工区域都能被加工到,还应保证在该安装的方位下待加工区域表面各点法矢与Z轴夹角<90°。满足这2个条件的方位很多,在粗加工时,应以增大行切间距为约束条件确定最佳安装方位;精加工时,应以改善球头刀的切削条件,提高表面质量和加工精度为约束条件,确定最佳安装方位[1]。
1 粗加工
粗加工以提高金属切除率为目标,因此,在刀具和机床允许的情况下,应尽量提高切削深度、进给量和行间距;同时应避免刀具和工件产生干涉。
1.1 搅拌桨叶面加工
叶面安装定位和加工区域如图1和图2所示。在该安装方位下,刀具与相邻的桨叶和轮毂不产生干涉,且叶面(区域Ⅰ)都能加工到;在该安装方位下,工艺系统刚度最好,有利于刀具切削条件的改善。

图1 水平安装图
1.2 搅拌桨叶根加工
叶根安装定位和加工区域如图3和图4所示。沿Y轴旋转角度α,以提高加工效率为优化目标确定最佳安装角度α。
三坐标曲面的加工可以逐行加工走刀完成,行距大小是影响曲面加工质量及效率的重要因素。行距过小,会使加工时间成倍数增加,还会导致零件程序膨胀;反之,表面残余高度就会增大,后续的加工量大,整体效率降低。为了既满足加工精度与表面粗糙度要求,又能提高生产效率,应在符合残余高度要求的情况下使走刀行距尽量大。

图3 绕Y轴旋转角度α安装图

图4 绕Y轴旋转角度α安装时沿刀轴方向的投影图
粗加工时采用平底立铣刀(见图5),刀轴矢量u在曲面法矢n上的分量un对加工带的形状有着重要的影响。un= (0,0,1)·n,它的大小不仅取决于零件的表面本身几何形状,而且还取决于零件的安装方位。设螺旋桨绕Y轴旋转角度α的旋转矩阵为:

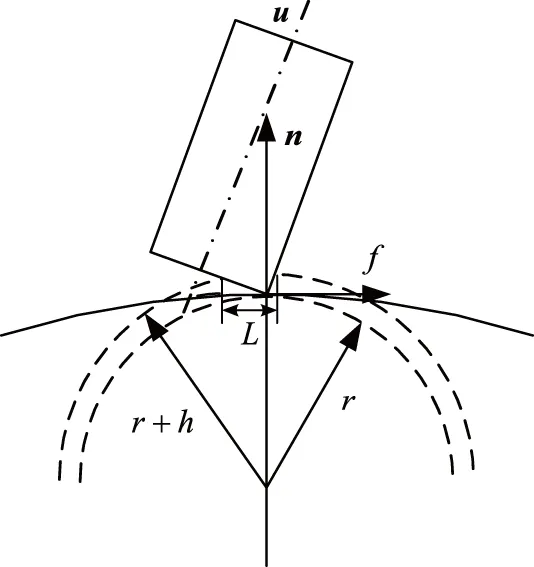
图5 平底立铣刀加工示意图

2 精加工
精加工时采用球头立铣刀,以改善切削条件和提高球头刀的耐用度为目标优化安装方位。由于球头刀切削刃上各点切削情况不一,越接近球头刀的底部其切削条件越差(切削速度低,容屑空间小),应尽量避免使用球头刀底部周边进行切削,利用刀轴倾角可改善不利的切削条件。在切削过程中,倾角影响着刀刃通过工件的轨迹[2-3]。采用切屑的截面积A(见图6)来近似描述刀具切削刃上一点的负载,可以得出负载与刀具倾角的关系,从而确定最佳刀轴倾角。球头刀切削时的切入参数(切削刃上进行切削的一点的刀刃角k和切入角φ,l为切削轨迹长度)可用工件和刀具几何形状的参数矢量描述来确定。
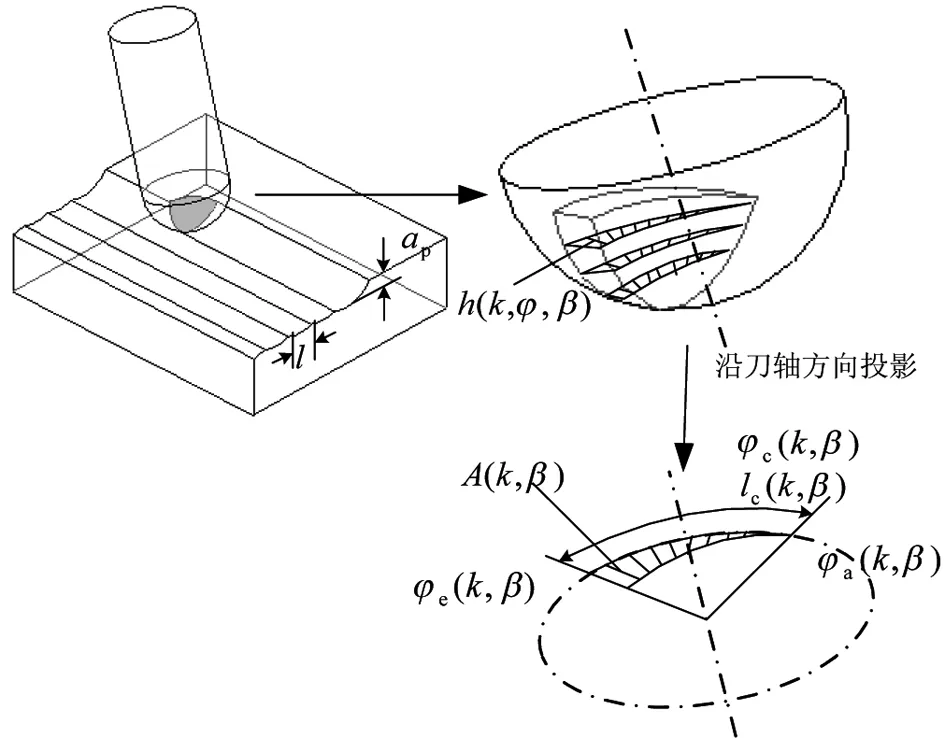
图6 有倾角时球头立铣刀的切入参数
2.1 刀具几何形状的描述
具有半径R的球头立铣刀的几何形状(见图7)可描述成参数u(实际半径系数)、k(刀刃角)和φ(切入角)的函数:

式中,0≤k≤π/2, 0≤φ≤2π,0≤u≤1。
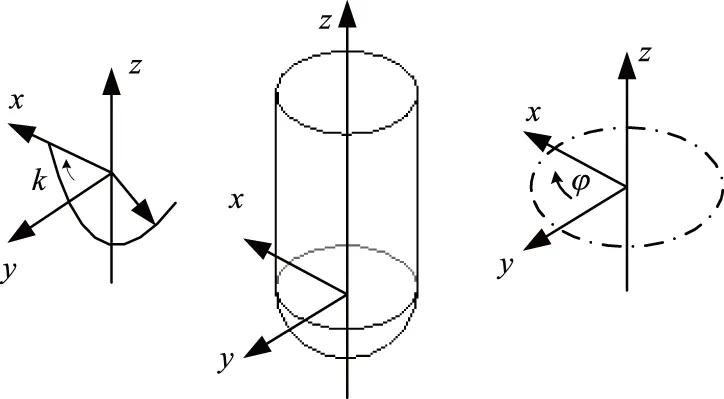
图7 刀具几何形状参数描述
刀具的倾角可通过刀具表达式的旋转来实现。βf表示由进给方向和工件曲面法矢量所确定的平面中刀具的倾角,βn表示垂直于上述平面中的刀具的倾角(为简化,令其等于0),则旋转矩阵为:
式中,D是旋转矩阵;Df是切向矩阵;Dn是法向矩阵。
倾斜后球头立铣刀可按下述矢量计算:
2.2 工件几何形状的描述
为了确定切入参数,需要描述工件的几何形状。工件轮廓几何形状参数描述示意图如图8所示。图中ap是背吃刀量。
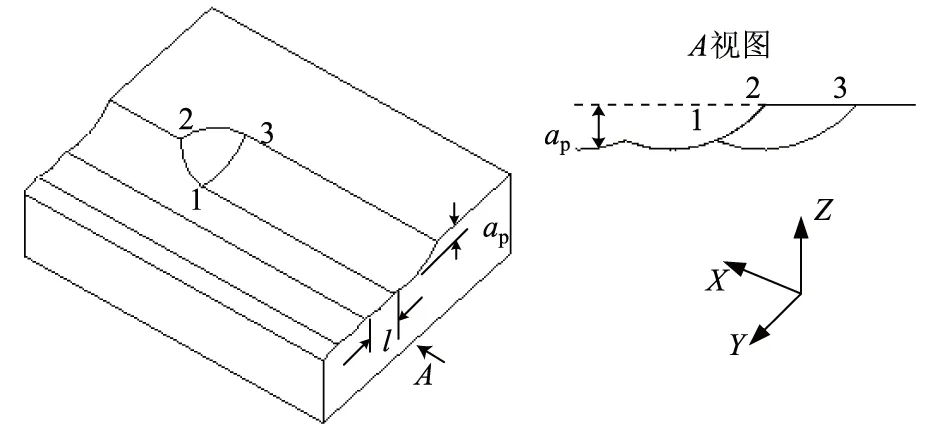
图8 工件轮廓几何形状参数描述示意图
对于每一切入角φ,产生刀具轨迹轮廓的点,即工件表面由刀刃角度产生,刀具几何的法线在刀刃上垂直于进给方向。
2.3 形成工件轮廓的切入参数的计算
用球头立铣刀切削时,当切除一个切屑时,刀刃的不同部位切入工件。工件轮廓由3条边界线确定。对于给定的切入角φ,边界曲线1、2的刀刃角度k1,2可由下式方程组计算:
对于给定的切入角φ,边界曲线2、3的刀刃角度k2,3可用下式计算:
边界曲线3、1的刀刃角度k1,3可用相邻的两切屑比较得到:
式中,fz是Z方向进给量。
应用MATLAB软件利用数值解法解上述方程,可得到形成工件轮廓的切入参数,这些计算参数描述了一片切屑的切除过程,得到的切入参数特征曲线如图9所示。
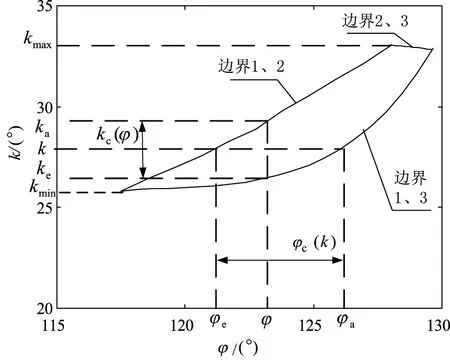
图9 刀具切入参数特征曲线
[1] 吴健生,易楠.不锈钢搅拌桨的数控加工[J].金属加工,2010(4):66-68.
[2] 宁晓光, 汤赫男, 赵晶, 等.矿浆搅拌过程中不同位姿搅拌桨叶的磨损状况分析[J]. 机电产品开发与创新, 2016,29(1):12-15.
[3] 于超,郭建烨,李景奎. 叶片锻模曲面数控加工程序编制[J]. 制造技术与机床,2010(2):120-121.
责任编辑 郑练
Design and Optimization based on Feature Mapping Impeller Crafts of Numerical Control Machining
DUAN Meizhen1, WANG Changguo1, LI Man2
(1.Shanghai Material Engineering School, Shanghai 200231, China; 2.Shanghai Shipyard Technical School, Shanghai 200210, China)
Through the optimized impeller installation location by calculation, the path of machining process, and adopting reasonable processing parameters, avoid the interference cutter and work piece. According to different stages of processing, for the roughing and finishing analysis respectively, and finally it is concluded that formation of the workpiece contour cutting parameter describes the numerical methods using MATLAB software with a piece of chip removal process. The results provide the theoretical reference data to the actual processing, and improve the production efficiency.
impeller, installation, the cutting tool

TQ 051.7
A
段美珍(1980-),女,大学本科,讲师,主要从事数控教学等方面的研究。
2016-06-24
猜你喜欢
——分清“主”和“次”
小学生优秀作文(高年级)(2023年4期)2023-05-09 02:18:54
金属加工(热加工)(2021年8期)2021-08-26 06:15:14
装备制造技术(2020年2期)2020-12-14 03:09:32
计量学报(2020年7期)2020-08-07 02:55:36
制造技术与机床(2019年12期)2020-01-06 03:18:06
当代陕西(2019年16期)2019-09-25 07:28:28
汽车实用技术(2019年7期)2019-04-18 07:55:52
金属加工(冷加工)(2018年3期)2018-03-26 09:37:07
电气化铁道(2016年2期)2016-05-17 03:42:34
统计科学与实践(2016年4期)2016-03-01 02:55:58
