回风管中废弃棉纤维回收利用工艺
2016-12-09 03:07:58许传禄崔志平毛新燕
中国棉花加工 2016年5期
■许传禄 崔志平 毛新燕
〔山东天鹅棉业机械股份有限公司研发中心,山东济南250032〕
回风管中废弃棉纤维回收利用工艺
■许传禄 崔志平 毛新燕
〔山东天鹅棉业机械股份有限公司研发中心,山东济南250032〕
随着机采棉加工工艺的推广应用,受棉花加工厂大清大排工艺的影响,有效纤维损失很大,导致皮棉衣亏达3%~4%。其中,通过回风管直接排到大气中的有效纤维在1%以上,不仅浪费了棉花资源(全国所有棉花加工厂纤维损失共以万吨计),而且造成了空气污染。同时由于废棉纤维排到大气的过程中先经过风机,废纤维缠到风机叶片上,造成风机振动、磨损,甚至报废,严重影响整条加工线的正常生产。
如何回收有效纤维、减少大气污染、提高整条加工线的正常运转率,便成了当前机采棉加工急需攻关解决的新课题。
为此笔者设计了一种风管式废棉回收机,从卸料回风管中回收有效纤维;该机与高压风机、细网面纤维分离器、原有清弹机配合使用,组成一种全新的纤维回收生产工艺。工艺配置图如图1所示。

图1 纤维回收生产工艺配置图
一、工作过程
轧花机清理部产生的游离纤维进入轧花机飞绒吸风管道,皮清机尘笼漏掉的短纤维进入皮清机吸风管道,两种吸风支管道汇成废棉回风总管,然后进入管式纤维回收机。在回收机高密度滤网的作用下,纤维逐渐聚集在滤网上,含有细小杂质的废风被吸入中压引风机,中压引风机把废风吹入除尘沙克龙,经沙克龙除尘后将干净风排入大气中。纤维在回收机滤网上聚集时引起滤网前后空间气压变化,当气压变化达到一定程度时风压感应器动作,发出控制讯号。这时,交流变频器控制2号风机转速,由工况1(低速状态)转成工况2(高速状态),风机产生的风量、风压相应增加;阀门机构开启,纤维回收小管道打通;管式纤维回收机开启,刮剥机构旋转,将聚集在滤网上的纤维刮剥下来,送入纤维回收小管道,然后汇集到皮清机不孕籽吸风总管道,与皮清机下排不孕籽汇合,经过不孕籽分离器实现纤维与废气分离,最后经三辊排出大杂、清弹机清除细杂、提取有效纤维加以回收利用。
该工艺正常生产需满足以下几个条件:
管式纤维回收机中的滤网有效透风面积大于回风管截面积150%以上;滤网聚集纤维后气压差控制在150 Pa~200 Pa;
2号风机工况1满足吸运皮清机下排不孕籽的需要;2号风机工况2除满足吸运皮清机下排不孕籽的需要外,还要同时满足吸运管式纤维回收机收集的废棉纤维的需要;
工艺中各执行机构和设备的控制有一定循序,风压感应器发出控制讯号后,2号风机先由工况1转变成工况2,阀门机构再开启,最后管式纤维回收机启动运转。经过一定时间的运行后,滤网前后部分气压差减小,风压感应器回位,超过延迟工作时间后,时间继电器发出控制讯号,管式纤维回收机先停止,阀门机构再关闭,最后2号风机由工况2转变成工况1。
二、电气控制原理图

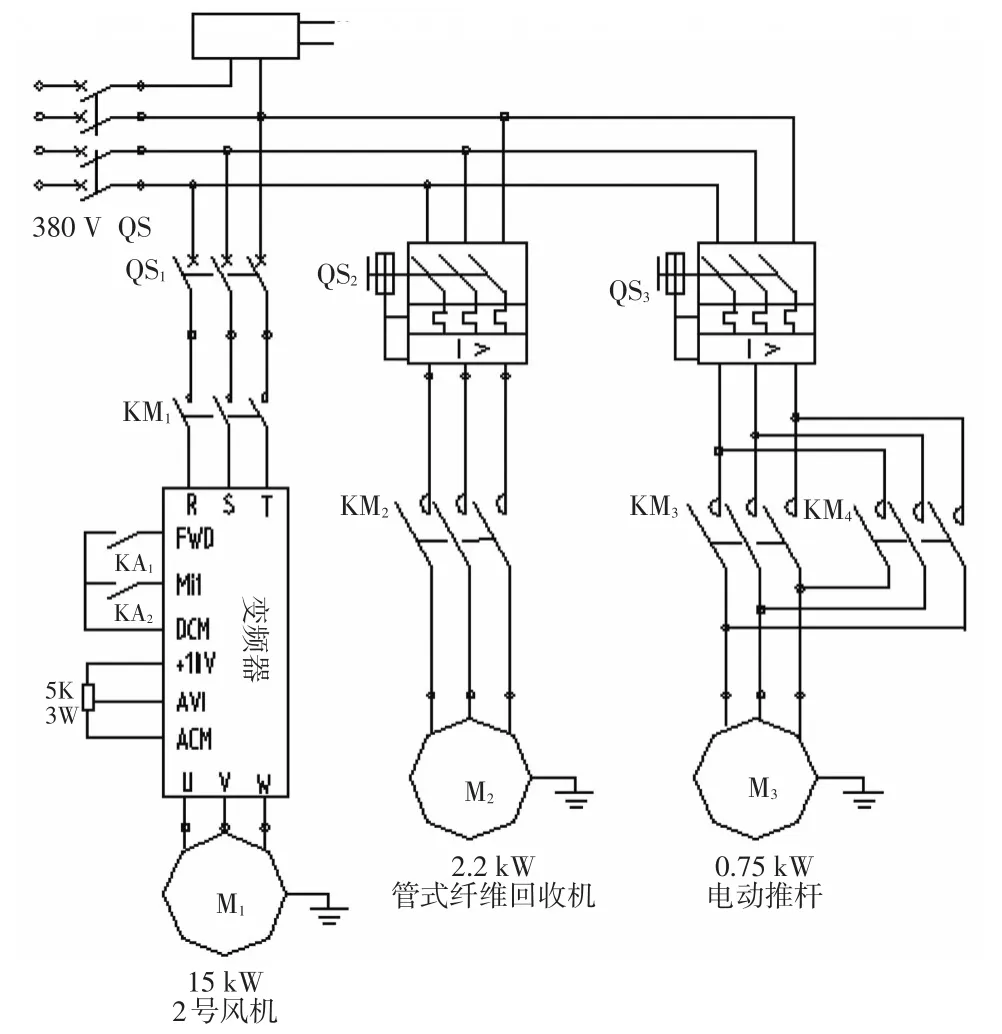
图2 电气控制原理图
三、效率及效益
一台轧花机和皮清机吸风总管风量为28 000m3/h,如果废气中含有2 g/m3的有效纤维,回收率为80%,这支吸风总管每小时可回收有效纤维:28000×2× 80%÷1000=44.8 kg。一条轧花机生产线按4台机组即4支吸风总管计算,每天2班运行20 h,每天可回收有效纤维:44.8×4×20=1792 kg;回收的有效纤维可作为清弹棉销售,清弹棉售价1.2万元/t,每天售棉收入:1.2×1.792=21504元,减去每天电费:2×16.95× 0.55=18.645元,每天增加纯收入:21 504-18.645= 21489.755元,每个轧季按100天计算,一条轧花机生产线一个轧季回收有效纤维可创造:2.1485355× 100=214.9万元。全国共有3 000多家棉花加工厂,平均每家棉花加工厂有2条标准轧花机生产线(4台机组),如果全国有10%的棉花加工厂采用了这种纤维回收工艺,每年可为国家创收:214.9×2×3000× 10%=12.9亿元。
每条回风管纤维回收工艺设备投资10万元,一条轧花生产线有4条纤维回收工艺,共投资40万元,每条轧花机生产线1个轧季回收有效纤维可创造:21 489.755×100=214.9万元,配置回风管纤维回收工艺设备,在不到1个轧季的短时间内可收回投资成本;因此回风管纤维回收工艺是一种投资少、见效快、回报高的项目,值得大家推广使用。
猜你喜欢
疯狂英语·新阅版(2023年3期)2023-11-19 20:09:39
疯狂英语·新悦读(2023年3期)2023-10-10 21:22:02
设备管理与维修(2023年13期)2023-08-29 01:40:32
材料与冶金学报(2022年2期)2022-08-10 09:15:50
今日农业(2020年16期)2020-12-14 15:04:59
环球时报(2020-03-30)2020-03-30 05:16:17
设备管理与维修(2016年7期)2016-04-23 06:51:47
CHIP新电脑(2016年2期)2016-02-26 13:37:33
中国塑料(2015年7期)2015-10-14 01:02:39
电力与能源(2014年2期)2014-04-12 01:25:06