
内孔横槽倒角的结构工艺性改进研究
2016-12-08 02:15王郡良沈馨娥
中国新技术新产品 2016年22期
王郡良 沈馨娥
(1.沈阳黎明航空零部件制造有限公司,辽宁 沈阳 110043;2.沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
内孔横槽倒角的结构工艺性改进研究
王郡良1沈馨娥2
(1.沈阳黎明航空零部件制造有限公司,辽宁 沈阳 110043;2.沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
本文所研究的内孔横槽倒角是航空发动机中小型结构件比较常采用的结构形式之一,主要应用于孔探仪堵盖类零件,避免零件装配时与孔探仪堵头发生干涉。由于该类倒角结构位于零件孔内,加工过程中受刃具回转直径影响,必然会存在接刀台和转接圆弧。本文主要对内孔倒角结构的接刀台和转接圆弧的尺寸选择进行研究,以保证该类零件结构设计的合理性及加工工艺的可行性。
内孔横槽倒角;孔探仪堵盖;工艺性;转接圆弧;接刀台
零件的结构工艺性是指在满足使用性能的前提下,是否能以较高的生产率和最低的成本方便地加工出来的特性,它是零件结构设计必须考虑的一个重要部分。因此,我们判断一种零件结构的优劣不能单纯地依据其满足设计功能的程度,还要考虑它的结构工艺性。
1.零件简介
孔探仪堵盖为典型的回转堵盖类零件结构(如图1所示),零件内孔底面与横槽侧面之间为倒角结构,倒角面与零件内孔圆柱面相贯形成,一般情况下,均未给出接刀台与转接圆角,零件结构工艺性较差,实际加工过程中常采用手工打磨的方式进行加工,零件表面质量较差(如图2所示)。
2.零件结构工艺性的理论分析
零件采用铣加工倒角时,由于刃具直径影响,为避免加工干涉,产生过切现象,必须存在接刀台,接刀台理论计算如图3所示。铣刀角时采用45°倒角刀,刀具直径为φ6,为减少接刀台,需尽量采用靠近最大直径处的切削刃进行切削,但是不能超过切削刃部分。由于刀具磨损的情况,必然存在对刀误差,对刀误差示意图如图4所示。
考虑实际加工情况,刀具对刀误差按0.1mm计算,由于内孔直径公差为+0.1mm,则半径方向上误差为+0.05mm,因此接刀台至少需要0.0896mm+0.1mm+ 0.05mm=0.2396mm,同时,考虑零件装夹定位误差等因素影响,接刀台尺寸应有一定裕度,因此,零件接刀台允许最大为0.3mm,转接半径R3max。
3.零件结构工艺性改进的合理性分析
孔探仪堵头按最大实体计算时,仅要求孔探仪堵盖在堵头范围内有0.0042mm的避让深度,宽度范围最大为9.1mm。对孔探仪堵盖进行铣加工时,采用φ6mm的倒角刀,倒角与孔探仪堵盖的内孔面的转接圆角为圆锥面,锥面与柱面的接刀台按0.3mm计算,避让深度按0.1mm计算,则孔探仪堵盖倒角符合要求的区域范围为12.0591mm,远大于9.1mm。因此不会对装配产生影响,具体理论计算图形如图5所示。
4.零件结构工艺性改进的结论
综合上述情况,孔探仪堵盖内孔横槽倒角的结构工艺性改进方案是增加转接圆角R3max,接刀台不大于0.3mm,以便于零件倒角的铣削加工,保证零件结构的工艺可行性(零件加工实物图如图6所示)。
[1]王先逵.机械制造工艺学[M].北京:机械工业出版社,1995.
[2]黄华.数控铣削编程与加工技术[M].北京:机械工业出版社,2010.
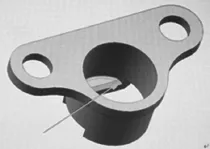
图1 孔探仪堵盖模型图

图2 孔探仪堵盖加工实物图

图3 接刀台理论计算示意图
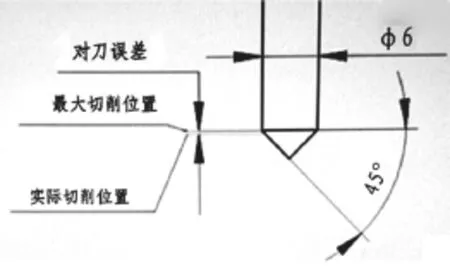
图4 对刀误差示意图

图5 避让区域理论计算示意图

图6 改进后加工实物图
TH16
A
猜你喜欢
工程技术研究(2021年7期)2021-05-30
初中生学习指导·中考版(2020年10期)2020-09-10
江苏教育(2020年5期)2020-04-26
金属加工(热加工)(2020年12期)2020-02-06
数理化解题研究(2018年8期)2018-04-21
时代农机(2017年2期)2017-04-02
新课程·小学(2017年2期)2017-03-25
山东工业技术(2016年15期)2016-12-01
上海金属(2016年2期)2016-11-23
现代工业经济和信息化(2016年12期)2016-05-17
