
数控转塔冲床模具磨损在线监测装置的研发
2016-12-06 10:15胡金龙张小卫陈亮
锻压装备与制造技术 2016年5期
胡金龙,张小卫,陈亮
(江苏扬力数控机床有限公司,江苏扬州225127)
数控转塔冲床模具磨损在线监测装置的研发
胡金龙,张小卫,陈亮
(江苏扬力数控机床有限公司,江苏扬州225127)
研发了一种数控转塔冲床模具磨损在线监测装置。通过设置在冲头上的压电式传感器对冲裁力进行实时监测和记录,并与标准的冲裁力曲线进行对比,当模具发生磨损、冲裁力出现异常并超出设定偏差时,系统发出故障报警信息。该装置能够在数控转塔冲床工作过程中实现对模具磨损情况的自动化监测。
数控转塔冲床;模具;磨损;在线监测;传感器
金属板材加工是机械制造领域的重要组成部分,在汽车、电器、自动化仪表以及通信等行业具有重要地位。目前,国际上金属板材加工装备正向柔性化、自动化、成套化方向发展,金属板材加工自动化柔性生产线已在众多金属板材加工领域得到广泛应用,且随着制造业的发展,市场规模在不断扩大。数控转塔冲床作为生产线中的核心加工设备,长时间使用后会出现磨损、折断、裂纹等现象,如不能及时发现,会导致加工质量异常并造成大量的废次品产生,从而造成浪费。
针对此问题,国内学者在模具磨损及监测方面进行了一些研究工作。曲卯林[1]利用DEFORM有限元分析软件对板料冲裁过程进行数值模拟,并利用不断变化的模具间隙和刃口半径来模拟模具的磨损情况,得出毛刺在冲裁过程中的变化规律,能够用于预测模具的使用寿命。何军[2]从冲压模具的受力特点出发,说明了模具在冲压过程中的失效类型和特点,并对冲压过程中影响模具寿命的主要因素进行了研究。陈炜[3]对薄板冲裁过程中的模具与板材间的摩擦进行了分析,并推导出凸模侧壁的摩擦力公式,获得了板料剪切面光亮带与凸模侧壁磨损间的量化关系。刘天聪[4]对精冲模具的磨损机理进行了认真研究,并从磨损形式和模具间隙等方面,提出了减少模具磨损的防护措施和提高寿命的途径。上述的现有研究工作卓有成效,为今后模具磨损及监测方面的研究奠定了基础,具有重要指导意义。但是,这些研究仅仅停留在理论研究的层面,未能从实际应用出发研发出一种模具磨损在线监测装置,并取得实际应用。
本文结合江苏省科技成果转化项目“可重构全自动数控金属板材加工柔性生产线的研发及产业化”成功研发了一种模具磨损在线监测装置,该监测系统为国内首创,采用力传感器采集冲床工作过程中冲压力信号,并通过对冲压力曲线的比较来完成模具磨损状况的判断,一旦冲裁力曲线出现异常,超过标准曲线的容许值,立即报警并停机,尤其是将该装置应用于自动化生产线时,生产线的自动化和智能化程度显著提升。
1 系统设计
1.1 系统构成
该系统构成如图1所示,系统主要由测力传感器、信号调理与采集、信号分析与处理三部分组成。采用嵌入式工控电脑为主控单元,并且采用工业级高速数据采集卡作为信号采集单元,使用力传感器采集冲头的冲压信号,同时提供I/O信号和数控系统通讯。

图1 模具磨损在线监测系统组成图
1.2 动态力传感器
由于打击头在冲裁过程中,应力状态最为简单,主要为单轴的压缩应力状态,为最适合安装压电式传感器的位置,因此将传感器同轴设置于滑块与打击头之间来完成冲裁过程的力的测量。通过对整个加工过程中冲裁力的监测和记录,来反映冲头的磨损和损坏情况。传感器的安装位置如图2所示,安装结构如图3所示。压电式传感器主要技术指标如表1所示。

图2 压力传感器安装位置照片
1.3 信号调理与采集
对来自动态力传感器的信号进行调理,并变成数字信号,供分析系统进行记录和分析,主要由信号调理仪(含阻抗变换器和ICP恒流适调器)构成。主要技术指标如表2所示。

图3 传感器安装结构示意图

表1 压电式传感器主要技术指标

表2 恒流适调器主要技术指标
1.4 信号分析与处理系统
该系统如图4所示,采用嵌入式工控电脑作为主控单元,并且采用工业级高速数据采集卡作为信号采集单元,使用力传感器采集冲头的冲压信号,同时提供I/O信号和机床数控系统进行通讯。
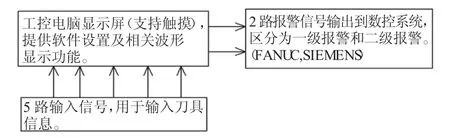
图4 信号分析与处理系统框架图
2 主要功能及技术指标
该系统的用户界面如图5、6所示。其中图6为冲裁板厚6mm、直径ø46mm的Q235A冷轧钢板,当模具发生磨损,系统产生报警时的用户界面。图中,模具发生磨损后,冲裁力信号产生异常,超出设定的一级报警容差范围,系统产生一级报警信息。

图5 系统的用户界面

图6 模具磨损时系统发出报警的界面
该系统主要具备如下功能:
(1)能够准确采集并记录每次冲压过程中的冲压力曲线;
(2)监测系统具有模具专家数据库,数据库具有冲床标配模具在常见工况下测得的标准冲压力曲线及相对应的容差范围;
(3)模具专家数据库并具备扩展功能,可以实现新工况下的标准冲压力曲线的补充;
(4)根据正在工作的模具和加工板材型号,系统能够准确地去数据库寻找相对应的标准冲压力曲线并实现比较;
(5)监测系统具有自学习功能,能够自动学习不同工况下第一次冲压过程中冲压力曲线并记录到自学习数据库中作为模具磨损的评价标准;
在完善硬件平台的基础上,软件系统设计选用STC12C5A60S2单片机为中央处理器进行软件设计。系统主控软件流程图如图7所示。
(6)监测系统具备标准和自学习两种工作模式,在标准模式下,系统调用标准数据库的冲压力曲线作为模具磨损评价标准,在自学习模式下,系统调用自学习数据库的冲压力曲线作为模具磨损的评价标准;
(7)监测系统能够实现与机床数控系统的通讯,一方面,能够接收数控系统发送过来的安装模具和加工板材型号的信息,另一方面,能够向数控系统提供模具磨损的判断结果;
(8)监测系统具有图形显示功能,能够实现显示实时的冲压力曲线及相对应的标准冲压力曲线和容差曲线,并给出分析结果;
(9)监测系统具有报警、停机功能,能够根据分析结果做出报警和停机等相应动作。
如表3所示为系统主要技术指标。

表3 系统主要技术性能指标
3 总结
本文成功研发了一种基于冲裁力监测的间接式模具磨损在线监测装置,通过设置在打击头上的压电式传感器对冲裁力进行实时监测,当实际监测到的冲裁力与参考值的偏差超出一定范围时产生报警信息,不仅可避免模具过度磨损而产生批量的废品,还能够避免安全事故的发生。当将该装置应用于自动化生产线时,可以大幅提升生产线的自动化和智能化程度,为生产线实现无人操作奠定基础。
除此之外,由于该装置能够实现加工过程中加工力实时检测,因此可以基于该功能对数控转塔冲床的闭环柔性加工技术进行进一步深入研发。比如,控制系统可以根据加工力的反馈信号对冲头加工特性曲线进行实时调整,一方面可减小加工过程中的冲击载荷,起到减振降噪、减少能耗的作用;另一方面,还能够使加工力特性曲线与材料成形特性更好地吻合,对于提升设备的滚筋、拉深、翻边、弯曲等成形加工极为有利。
[1]曲卯林,高惠明,王通.冲裁模具磨损及使用寿命的毛刺预测法[J].现代制造工程,2014,(4):72-76.
[2]何军.冲压模具失效形式分析及预防[J].湖北工业职业技术学院学报,2014,(4):103-106.
[3]陈炜,谷维亮,戴封泽,等.基于剪切面分析的冲裁磨具磨损预测[J].塑性工程学报,2009,(6):81-84.
[4]刘天聪.精冲模具的磨损及其防护[J].精密成型工程,2009,(3):54-57.
[5]王通,曲卯林.基于Co元素含量监测的冲裁模具磨损研究[J].热加工工艺,2014,(1):148-150.
[6]龚立新,胡金龙,吴长明,等.数控转塔冲裁动态特性研究[J].锻压装备与制造技术,2014,49(1):20-22.
[7]吴正刚,龚立新,夏鹏,等.基于ADAMS的数控转塔冲床模具弹簧设计与仿真[J].锻压装备与制造技术,2014,49 (4):28-30.
[8]徐以光.国产数控冲床及模具现状分析[J].锻压装备与制造技术,2007,42(5):31-34.
Research and design of on-line monitoring device for toolwearin CNC turret punch press
HU Jinlong,ZHANG Xiaowei,CHEN Liang
(JiangsuYangli CNC Machine Tool Co.,Ltd,Yangzhou 225127,Jiangsu China)
A kind of on-line monitoring device for toolwearin CNC turret punch press has been researched and developed.The punching force has measured and recorded by the piezoelectric sensor mounted on the punch head.By comparing with the standard punching force curve,when the punching force becomes abnormal to overpass the set deviation since the tool wear,the fault alarm information would be sent out by this system.Thus in this way,the tool wear situation has been monitored automatically by this mechanism during the working process of CNC turret punch press.
CNC turret punch press;Tool wear;On-line monitoring device
TG385.1
A
10.16316/j.issn.1672-0121.2016.05.015
1672-0121(2016)05-0051-03
2016-04-27;
2016-06-11
扬州市科技成果转化资助项目(YZ2015128)
胡金龙(1981-),男,硕士,工程师,从事数控板材加工设备设计及动态优化。E-mail:klhu.se@163.com
猜你喜欢
造船技术(2020年2期)2020-05-18
上海交通大学学报(2019年9期)2019-10-12
模具制造(2019年7期)2019-09-25
——参观CCMT2018成形展品有感
金属加工(热加工)(2018年5期)2018-05-30
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年12期)2017-02-02
中国海洋平台(2016年5期)2016-11-18
山东工业技术(2015年18期)2015-07-16
制造技术与机床(2014年11期)2014-04-23
中原工学院学报(2014年3期)2014-04-01
