清远抽水蓄能电站主机设备结构设计及制造工艺修改意见综述
2016-12-02 11:31何少润陈泓宇
水电与抽水蓄能 2016年5期
何少润,陈泓宇
(中国南方电网调峰调频发电公司,广东省广州市 510640;清远蓄能发电有限公司,广东省清远市 511853)
清远抽水蓄能电站主机设备结构设计及制造工艺修改意见综述
何少润1,陈泓宇2
(中国南方电网调峰调频发电公司,广东省广州市 510640;清远蓄能发电有限公司,广东省清远市 511853)
本文简要介绍清远抽水蓄能电站建设过程中,业主方技术人员充分汲取多个抽水蓄能电站安装调试的经验教训,从有利于运行、检修的角度,有理有据地提出了对机组重要部件设计和制造工艺的建设性意见,并与制造厂家进行了深层次的磋商、探讨,而作为设计制作的东芝水电(杭州)有限公司均能予以高度重视,充分体现了与制造厂方密切合作、共同提高的态度。清远抽水蓄能电站1、2、3号机组顺利投入商业运行,机组各项性能性能指标优异,运行质量达到了国内外同类型机组的新高度。
顶盖组合缝;导水机构;转轮;进水阀枢轴;厚环板磁轭;磁极铁芯
0 引言
清远抽水蓄能电站(以下简称“清蓄”)装机容量4×320MW,主机设备由东芝水电(杭州)有限公司(以下简称“东芝水电”)承制。自合同签订以来,通过历次设计联络会议和日常沟通交流,对主机设备结构设计、制造相关环节提出了一系列修改意见,其中大部分东芝水电均予采纳。
1 水泵水轮机部分
1.1 尾水肘管的设计与安装
(1)尾水管支腿设置的修改。由于东芝水电采用椭圆形断面尾水肘管,我们认为原设计的支腿未与环节筋板设置、焊接为一体,会使得支腿处尾水管由于局部应力集中可能产生挠曲变形,容易造成混凝土浇筑不密实而加大灌浆难度。经过沟通和磋商,东芝水电全部进行了设计修正。
(2)在以往多个电站施工中,均出现肘管工地组焊时由于管段接缝周长偏差采取对管口纵向开口的处理措施,既增大施工难度也增多“T形焊缝”的探伤工作量。根据惠州抽水蓄能电站4号机组东方电机厂的成功实践,经与东芝水电协商并取得共识,采取尾水肘管各管段在工厂车间预装的工序。实践证明,无论在施工工期还是施工质量上均收益颇丰。
(3)无论是东芝水电工厂还是现场,尾水管焊接焊缝原设计都仅作MT、PT无损探伤,显然是将尾水肘管的焊缝纳入不属于一、二类焊缝的其他焊缝(三类焊缝)。我们认为:①水电站的尾水肘管、尾水钢衬均须承受一定的水压,尤其是抽水蓄能机组尾水压力均较高,例如:惠州抽水蓄能电站尾水压力达到90m H2O,相当于常规机组的蜗壳压力,理应和引水钢管一样同属于“压力钢管”范畴;②无论是《水利工程压力钢管制造安装及验收规范》(SL 432—2008)还是ALSTOM《STANDARD 028—300》“焊缝分类和检验”的界定,抽水蓄能机组尾水肘管纵、横(环)焊缝均属于二类焊缝,须射线或超声波抽验(焊缝长度至少10%+节点),发现缺陷后自动提高检验百分比。
东芝水电对此高度重视,并对原设计图纸的技术要求进行了全面修正。
1.2 顶盖组合缝紧固标准标定及螺栓紧固工艺
1.2.1 顶盖组合缝间隙标准界定
(1)清蓄顶盖合缝面共有21颗把合螺栓(如图1所示),1号机组顶盖-Y侧的1/4瓣+2/4瓣车间预装时预紧力分别达到80%~100%(另有5颗为50%预紧力)。螺栓紧固后,分瓣法兰的外周即偏离螺栓的位置存在间隙(参见图1中阴影部分)。
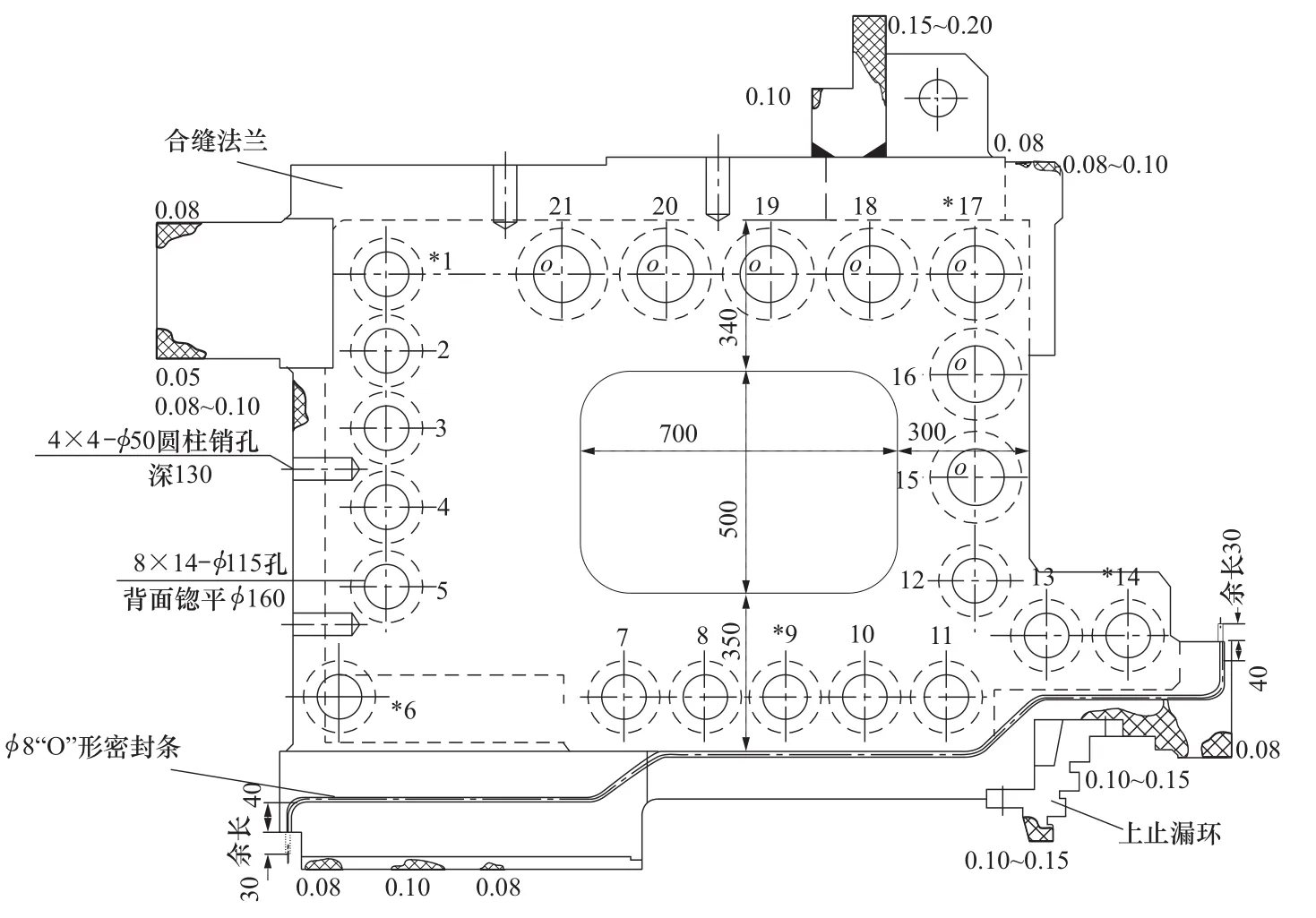
图1 顶盖组合面结构(单位:mm)Fig.1 Head cover joint flange construction
(2)为了验证顶盖组合缝的严密性,东芝水电进行了模拟法兰(参见图2)紧固的验证性专题试验。试验表明,螺栓紧固后螺栓周边由于受到压缩力的作用是贴合紧密的,而偏离螺栓位置的法兰局部区域则会由于压缩力的减小反而会朝着张开方向运动而产生间隙,当预紧力加大后(增加螺栓的预紧伸长量)间隙也会随之增大。
(3)试验证实的贴合和张开的机理如图3所示(σP为组合面压缩应力,Pio为座面的平均面压,红色箭头表示法兰张开方向的区域),螺栓把紧后2R~3R(R为螺栓孔半径)范围内均属于影响圆锥区域,应是必须确认无间隙的,而3R以外区域则会张开出现间隙。
(4)经双方确认,顶盖组合缝标准界定为:①组合缝间隙≤0.04~0.05mm即可认为无间隙;②组合螺栓及销钉周围不得有间隙;③允许有局部间隙,但用0.10mm塞尺检查,深度不应超过组合面宽度的1/3,总长不应超过周长的20%。并以此作为对GB/T 8564—2003中4.7的补充和完善,确定为清蓄机组的验收质量标准。
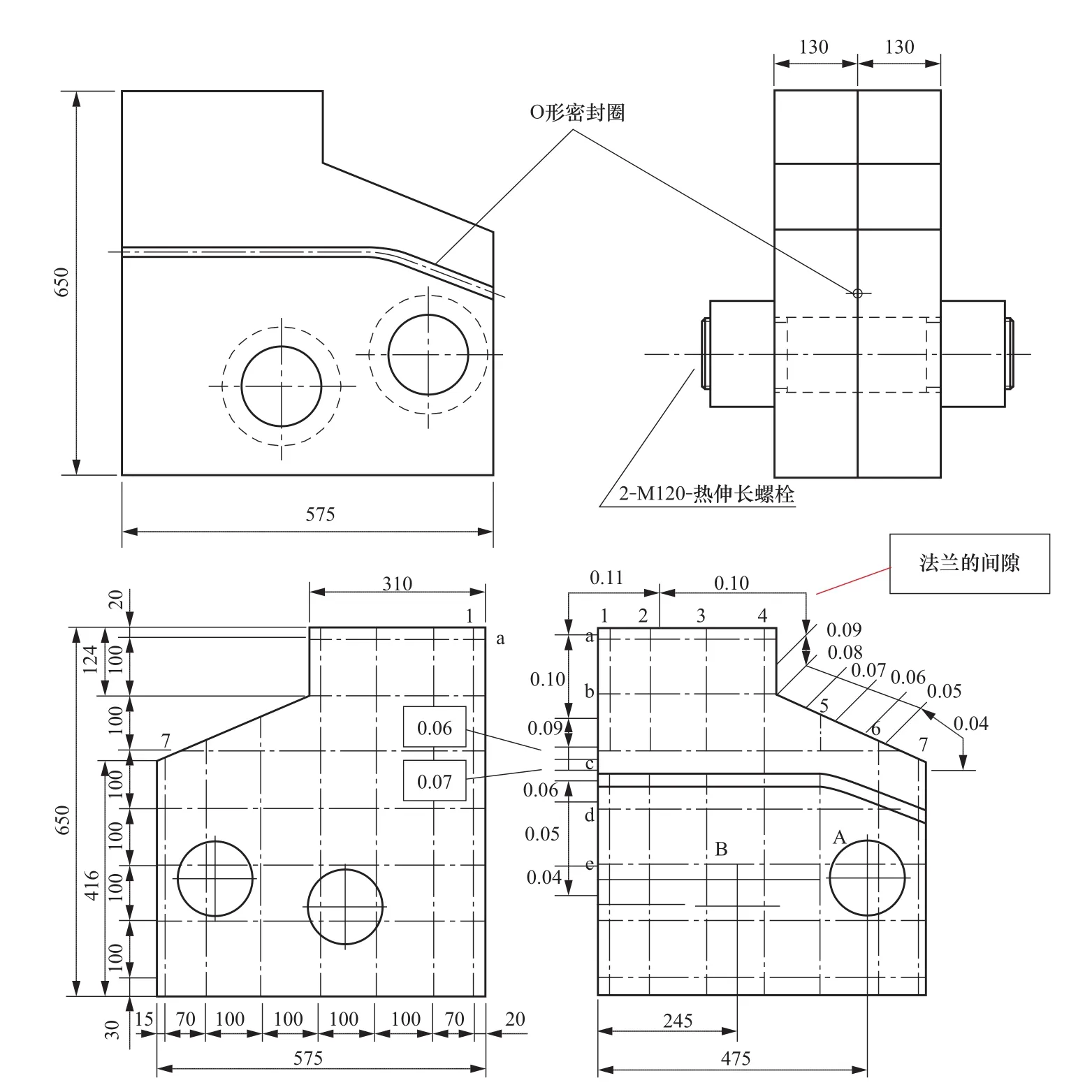
图2 模拟法兰紧固后的间隙测量(单位:mm)Fig.2 The clearance measurement of the imitative flanges tightened
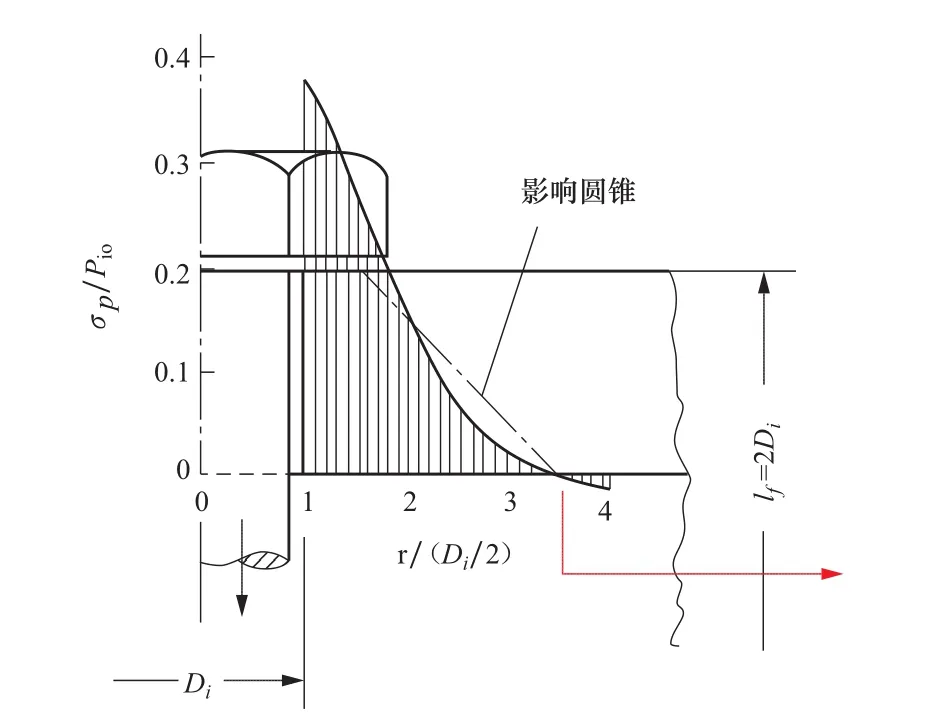
图3 螺栓紧固机理Fig.3 The tightening mechanism of the bolt
1.2.2 分瓣顶盖螺栓紧固工艺
清蓄电站水轮机顶盖外径达φ6550mm,分4瓣到货在工地进行组装,每一合缝面分别采用7-M140×6mm和14-M95×4mm螺栓把合紧固(如图1所示)。在顶盖车间预装时发现,东芝水电采取的是氧—乙炔火焰传统的直接加热工艺。对此,我们针对顶盖螺栓可能存在多次拆装的特点,根据相关规范,如《火力发电厂高温紧固件技术导则》(DL 439—1991)[1]关于“严禁直接把火把插入孔内静止不动地加热”以及“加热时螺栓内孔温度不超过400℃”的规定,否决了氧—乙炔火焰直接加热的施工工艺。东芝水电采纳了我们的建议,改用螺栓电加热棒工艺。
1.3 主轴密封自动监测装置
清蓄主轴密封块磨损量测量装置如图4所示,即密封磨损量的测量须在机组停机或检修时进行,而在运行中缺乏密封块实际磨损量的监测。显然,这是不利于无人值班、少人值守的机组运行的。
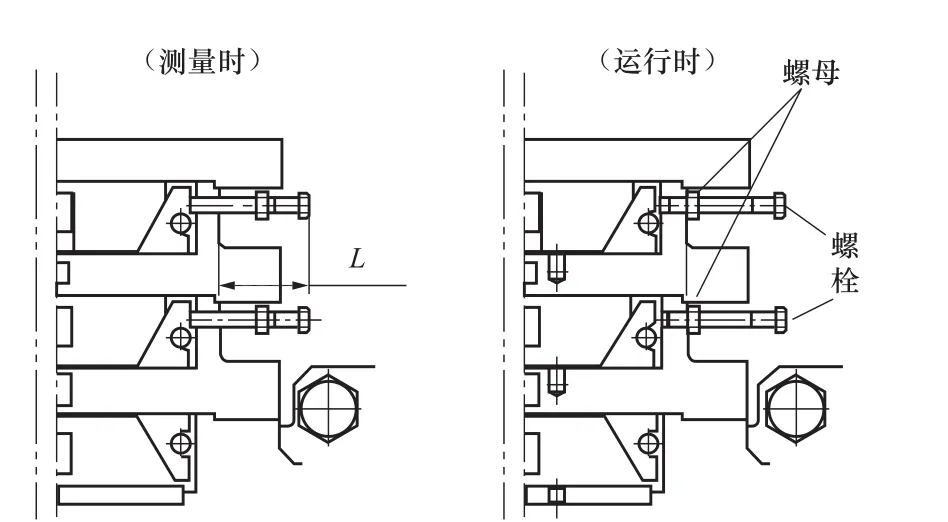
图4 密封块磨损量监测装置Fig.4 Seal abrasion quantity monitoring
对此,我们多次要求东芝水电采取相应措施,使之具备能够自动报警的功能,但东芝水电均以合同条款无明确要求和缺乏自动监测业绩为由而未予采纳。据悉,诸如瀑布沟水电站(GE公司设计)等工程项目的径向式密封[2]所采用的磨损量指示器装置,就是可在机组运行中进行机械、电气双项指标检测的成功方式(如图5所示)。这也是我们在今后其他电站的设备招标中应予以关注的。
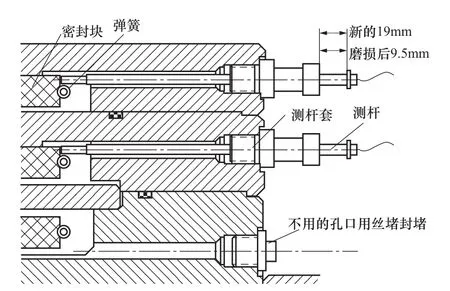
图5 瀑布沟电站主轴密封检测磨损装置Fig.5 Pubugou station shaft seal wear detection device
1.4 机坑起吊设施
东芝水电原设计的环形轨道吊车系安装在下机架的筋板上,其后根据我们的建议和推荐方案重新设计了井字型环状双吊车方案(如图6所示)。
(1)下机坑里衬内壁设置环形轨道。
(2)在水车室装配可沿轨道运行的井字型双吊车梁(2×5t手拉葫芦)。
(3)在1500×2000mm的门洞内安置便于安装和检修时运送小件部件的滑车梁。
(4)在下机架基础部位铺设刚性盖板使水车室形成有防护的封闭施工场地。
这样就可以充分利用机墩混凝土浇筑时段开展水车室的安装调整工作,缓解了工期过于紧张的矛盾,同时也为日后的机组检修工作创造施工条件。
1.5 导水机构车间预组装工艺改进
(1)东芝水电设计的车间预装导水机构时检测导叶轴套孔同轴度的方法是:①使用塞尺检测各导叶两侧大小头端面间隙的均衡度;②使用专用工具转动导叶均应灵活无摩阻状。
(2)我们根据导叶臂扭矩比即导叶轴颈支反力之比的原理,建议使用拉力计检测(参见图7)逐个导叶拉动时的启动力,东芝水电采纳并实施了我们的建议。
1.6 底环起吊设施的改进
(1)东芝水电按原设计在已整体退火进行了消应处理和金加工后的1号机组底环泄流环面焊接吊耳,如图8所示。由于焊接量较大,其所产生的焊接应力、相应变形都是不能忽视的问题。
(2)我们建议,2~4号机组的底环宜参考惠蓄电站底环的吊装设计(参见图9),东芝水电接受了建议并立即采取了设计修改措施。
(3)对于既成事实的1号机组,我们也要求根据GB 150—2011之“8.2.6.5 B、C、D、E类焊接接头……,采用局部热处理的规定并确保温度梯度不致影响材料的组织和性能。”
1.7 提高转轮静平衡标准的实践
我们针对抽水蓄能电站转速高、水力特性(尤其是“S”特性)复杂的特点以及当前水轮机转轮静平衡设备、试验工艺长足进步的实际状况,要求适当提高转轮静平衡的精度使其达到ISO 1940—1 G2.5标准。东芝水电在日本东芝京浜按照G2.5计算的转轮许用残余不平衡量0.885kg(即平衡半径2.163m)进行了转轮静平衡。试验成果表明,以ISO 1940—1 G2.5级作为水轮机转轮静平衡的验收标准是合理的,其在涵盖静平衡系统力矩误差、泄水锥本体及焊接可能达到的不平衡量之后,还能具有一定的裕度。无疑,提高转轮静平衡验收标准对蓄能机组的长期稳定运行是甚为有利的,这也是一个能够充分体现制造厂制作工艺平均先进水平的表征。
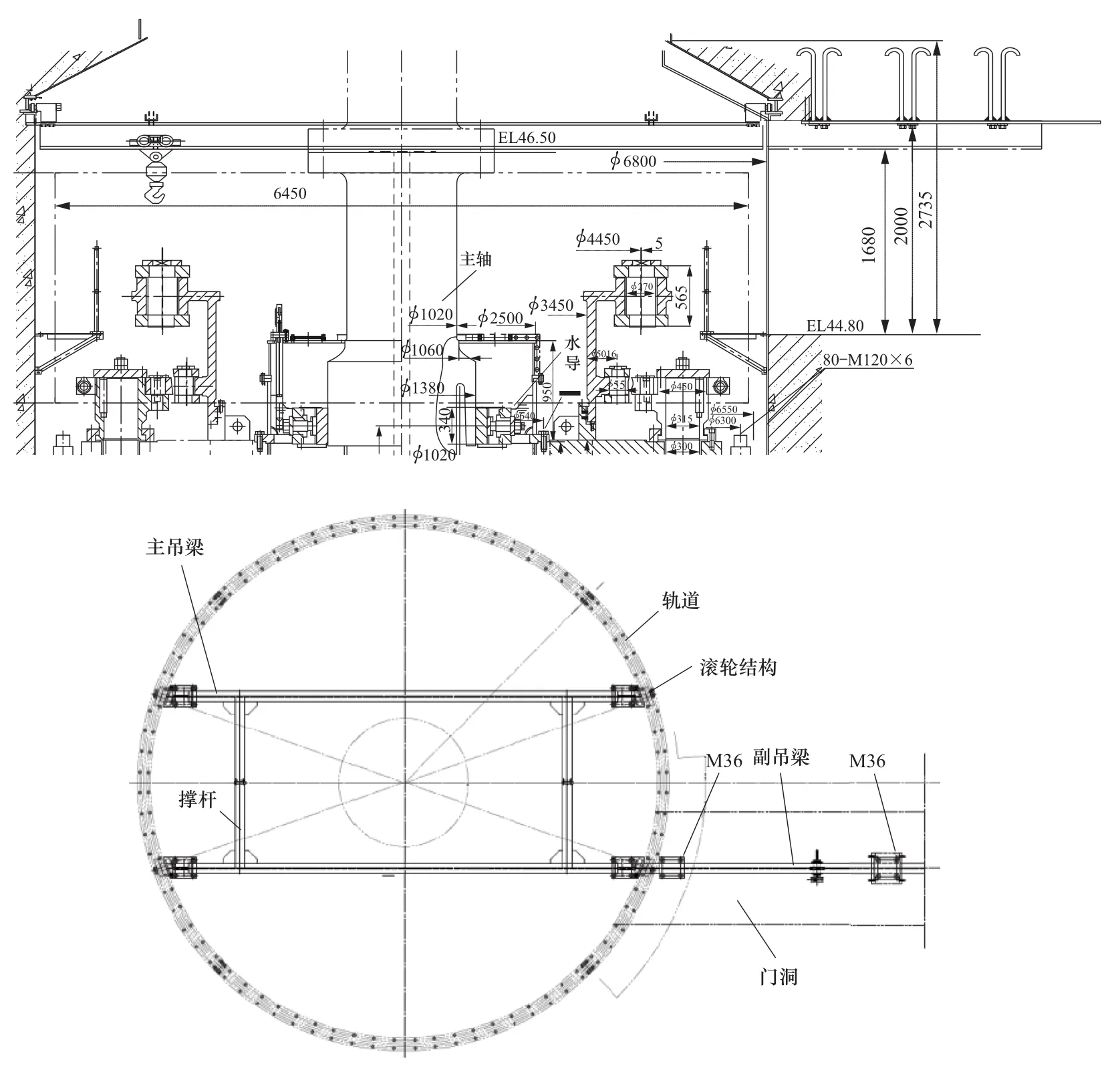
图6 机坑内起吊装置示意图(单位:mm)Fig.6 Machine pit lifting device schematic
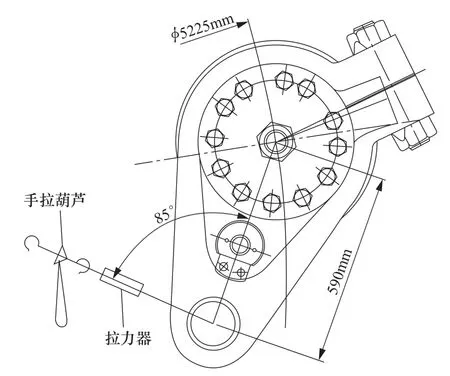
图7 拉力计检查导水叶转动力矩Fig.7 Rotative moment measurement of guide vane using electronic hanging balance

图8 底环吊耳焊接Fig.8 Lift lug welding of bottom ring
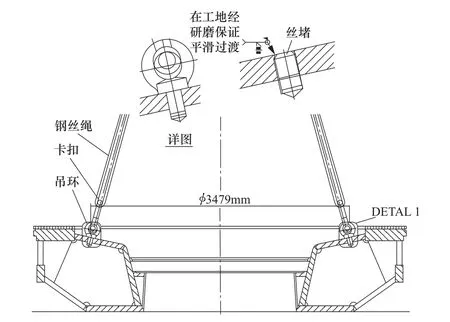
图9 底环起吊设施Fig.9 Lifting facilities of bottom ring
1.8 转轮叶片焊缝探伤标准的改进
(1)在1号机组转轮验收时,发现东芝水电方面只对叶片与上冠、下环全焊透部分进行了UT探伤(见图10、图11之*1各段),而图中的*2各段均未全焊透部分均未进行UT探伤(*1焊缝钝边均为2mm,*2焊缝钝边达20m)。
(2)由于我们不能接受东芝水电以“不完全焊透部位回声大难以判断缺陷”“转轮叶片坡口形状不影响焊接部位的强度”为由,对未全含透部位仅作MT、PT而不进行UT的处理方式,强调了第二次设计联络会根据《混流式水轮机转轮组装焊接工艺导则》(DL/T 5071—2012)所明确的“转轮叶片与上冠、下环焊缝进行100%UT探伤”的规定。
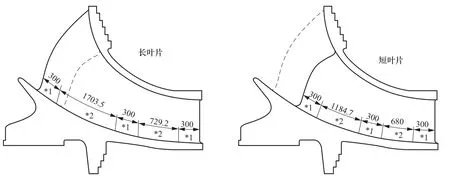
图10 叶片与上冠焊缝(单位:m)Fig.10 Welding seams between runner blade and crwn
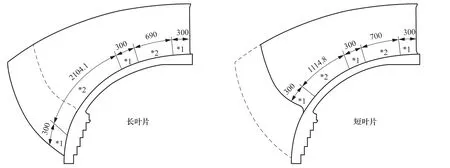
图11 叶片与下环焊缝(单位:m)Fig.11 Welding seams between runner blade and band
(3)东芝水电最终同意从2号机组转轮开始对距离表面大约1/3厚(焊接金属部位)的范围内进行UT探伤检查。
1.9 转轮残余应力测试
(1)东芝水电在第二次设计联络会上承诺:“通过热处理最大残余应力将下降65%而不超过150MPa”,但其以“合同未提出具体要求”“转轮叶片与上冠、下环焊接量不大,其残余应力值是有限的”为由,不进行任何有关转轮焊接残余应力的测定。
(2)东芝水电由于毛坯件热处理温度的缘故,选用热处理温度为550±20℃,略低于DL/T 571—2012《混流式水轮机转轮组装焊接工艺导则》对热处理程序所做的规定。我们根据“低于570℃进行热处理一般需要通过断裂力学分析和适当的试验来证明”的规定,要求东芝水电至少必须对一台机组的转轮焊后热处理前后分别进行转轮与上冠、下环焊缝的残余应力测定,以证实转轮焊接残余应力小于150MPa。
(3)东芝水电委托浙江中能工程检测有限公司采用X射线无损检测技术对清蓄1号机组转轮进行了焊接残余应力测试,测点布置参见图12。测得最大残余应力分别为84.5MPa和–68.6MPa,证实转轮热处理是卓有成效的。
1.10 导叶摩擦套始滑动力矩测定
(1)清蓄导水机构采用剪断销、导叶摩擦装置二者兼而有之的传动系统,如图13所示。
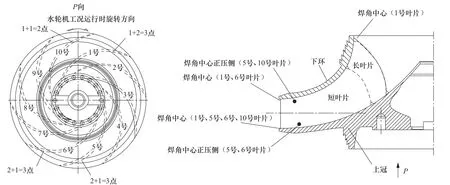
图12 转轮残余应力测点布置Fig.12 Arrangement of measuring points for runner residual stress
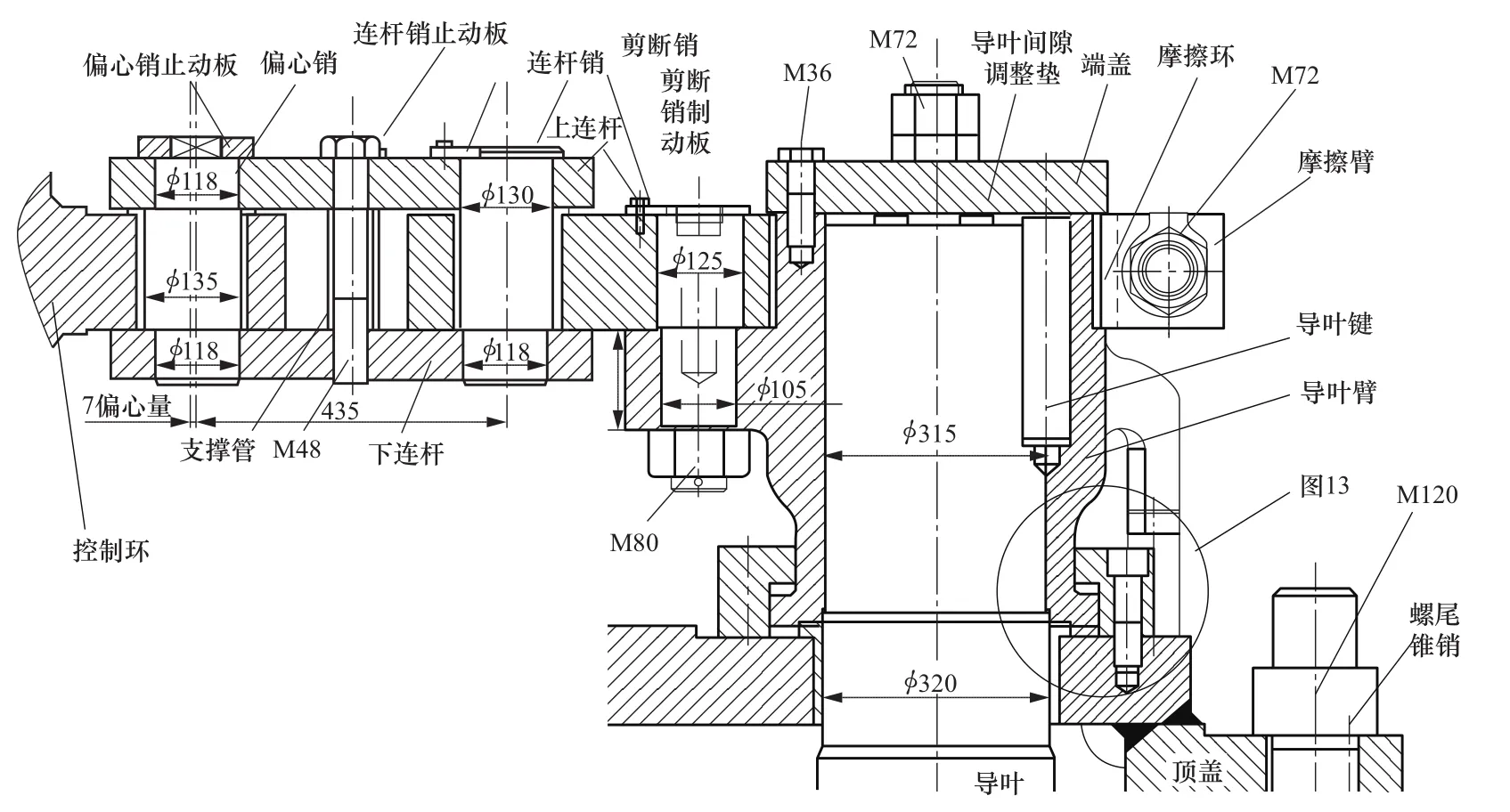
图13 导水机构传动部件(单位:mm)Fig.13 Drive components of G.V.operating mechanism
(2)根据我们的要求,抱轴衬套方式的摩擦环在厂内进行了如图14所示的摩擦试验,共抽取3套导叶保护装置,以导叶摩擦装置设计的起始滑动力矩(导叶最大水力矩乘以一个安全系数)来确定摩擦臂组合螺母的拧紧力矩,并按此拧紧力矩进行导水机构的预装和安装。这样,在导叶出现异常情况剪断销剪断时,摩擦装置仍可以克服导叶所受力矩,防止导叶产生摆动和不稳定运动碰撞相邻导叶和转轮行,从而避免相邻导叶或其传动机构零件的连锁破坏等异常情况的发生。
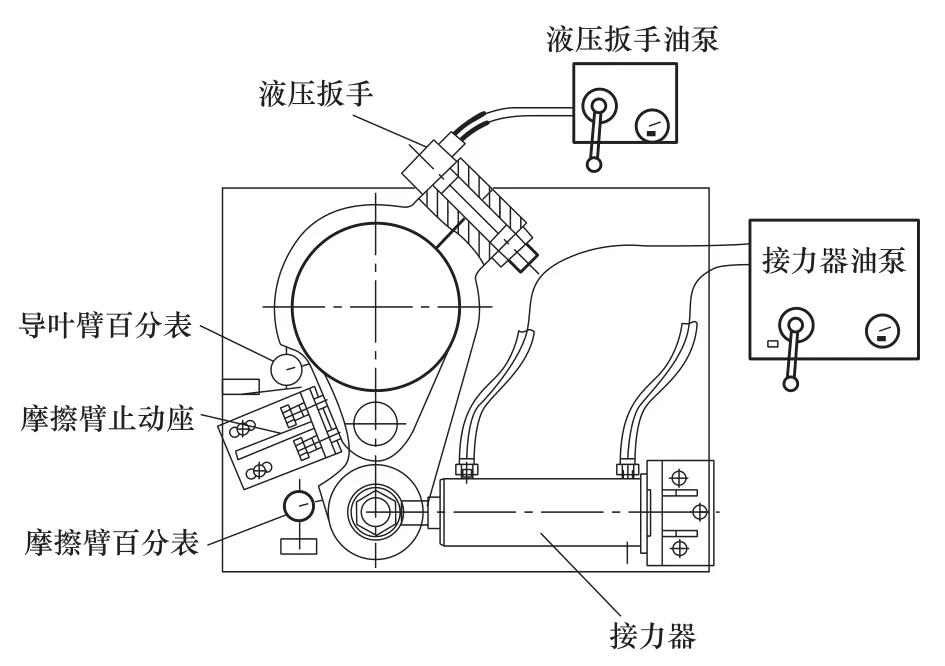
图14 试验装置Fig.14 Test equipment
(3)试验检测,当摩擦臂紧固螺栓扭矩达到设计值3200Nm时,导叶轴颈与摩擦臂发生滑动的扭矩均大于设计值38400Nm,证实了清蓄导水机构采用剪断销、导叶摩擦装置二者兼而有之的传动系统是安全可靠的。
1.11 顶盖顶起检修专用工具
由于东芝水电未能按照合同要求在底环下部设置导叶轴承环形检修通道,设计联络会期间经双方充分协商,东芝水电同意参考业主提出的作业方案,设计制造了一套用于检修抗磨板和导叶轴套的顶起顶盖专用工具。其工作原理是在吊起顶盖准备工作完成后,按照以下步骤进行(参见图15)。
(1)在对称4只导叶顶部装配4×10-M36螺杆(长)、千斤顶底座、上下垫块和100t液压千斤顶系统。
(2)启动油泵顶升顶盖,顶起一个工作行程后,在顶盖上对称拧进8个M100支撑螺杆使顶盖支撑在座环上。
(3)垫入调整垫块,开始下一个工作行程。
(4)当顶盖顶起约1200mm时,可以吊起导叶进行底环抗磨板、下轴套检修。
(5)当顶盖顶起约1600mm时,安装主支撑套管,更换M36千斤顶螺杆(短)。
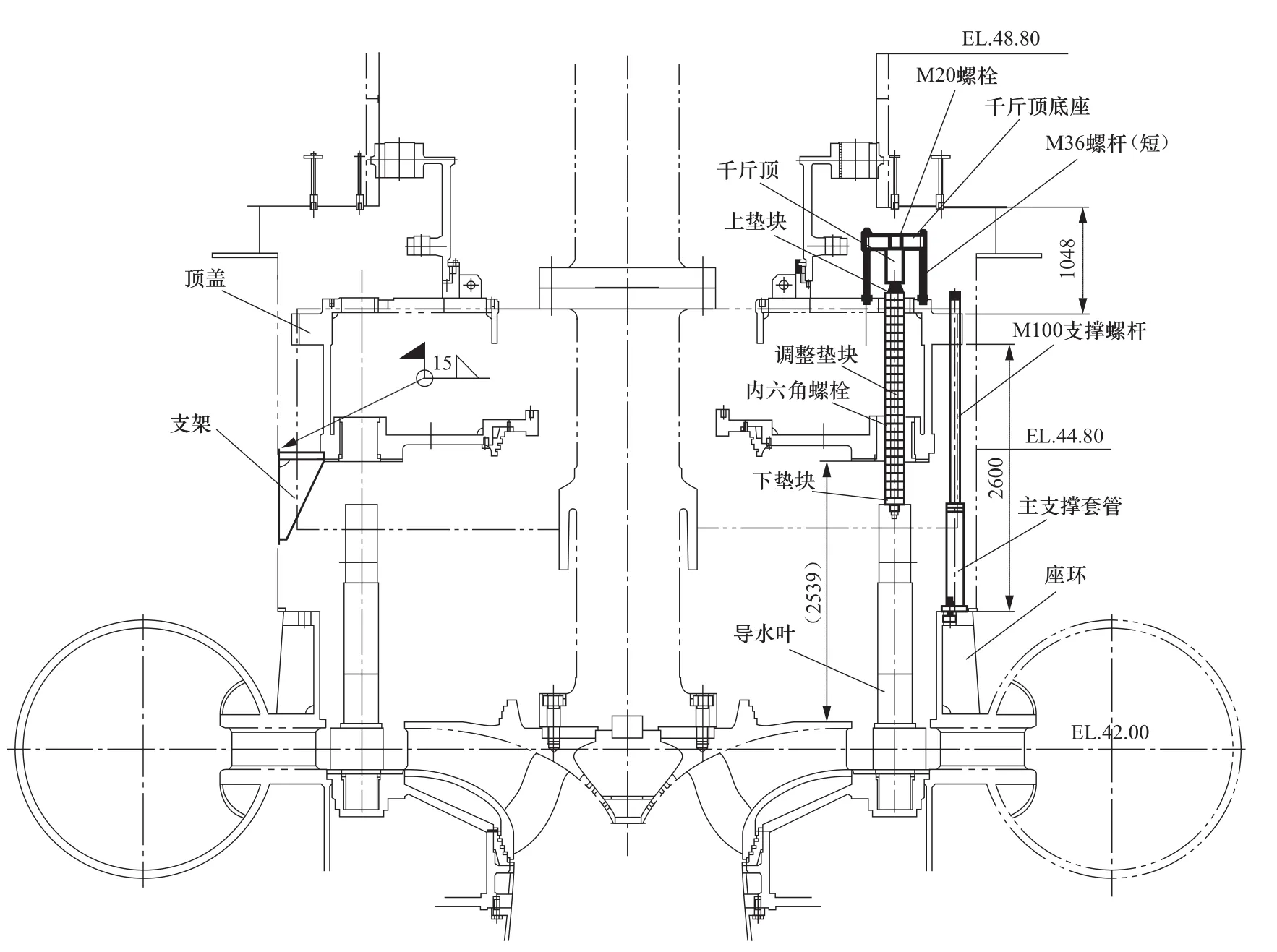
图15 顶盖顶起检修作业示意图(单位:mm)Fig.15 Maintenance operation diagrammatic drawing of head cover lifting
(6)当顶盖顶起约2250mm时,可进行顶盖抗磨板、中轴套检修。
(7)当顶盖顶起约2600mm时,焊接支架并加固顶盖支撑,拆除液压千斤顶,可以吊出导叶进行更换或检修。
在整个顶起过程中,均须调整导叶倾斜度、导叶轴线与顶盖中心线平行度和顶盖水平度等工作要素。
与顶盖顶起专用工具配套的底环轴套拆卸专用工具也由东芝水电设计经业主审核采纳,参见图16。
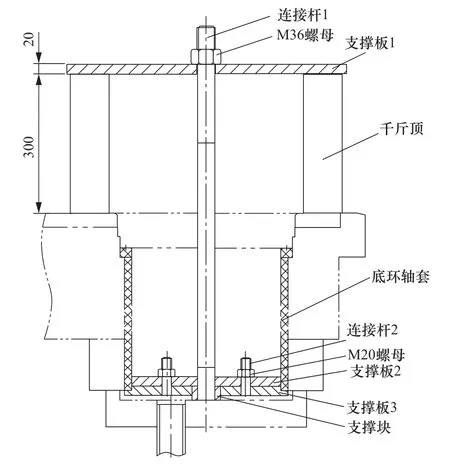
图16 底环轴套拆卸专用工具Fig.16 Remove special tool of bottom ring bush
2 进水阀部分
2.1 上游凑合节安装程序的确定
(1)一联会前,我们曾建议采用惠州抽水蓄能电站的斜法兰安装方式。一联会上,东芝水电针对我们的提议作了解释,由于其球阀检修密封的锁定装置及位置量测装置的结构不适合加装斜法兰,坚持采用东芝水电传统的三段凑合节方式。
(2)在二联会上,东芝水电采纳了我方提出的使用2个1500mm凑合节连接压力钢管与上游延伸管的方案(参见图17)。
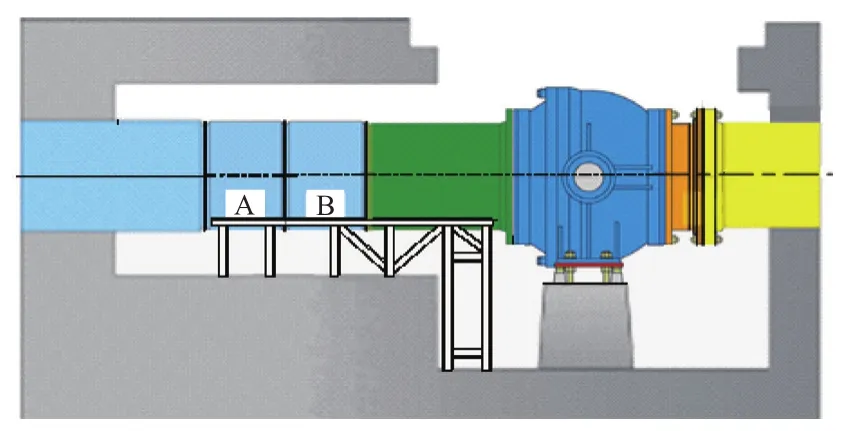
图17 2段凑合节施工方案Fig.17 The 2 section expansion joint construction scheme
2.2 枢轴轴套结构更改
东芝水电原设计的球阀接力器端枢轴轴套结构如图18所示(上部),其轴套凸台在阀体内侧用销钉螺栓固定,这就意味着必须大解体球阀才能更换轴套,这将对检修造成的难度是难以被接受的。经磋商,东芝水电同意修改为如图18所示的下部结构。
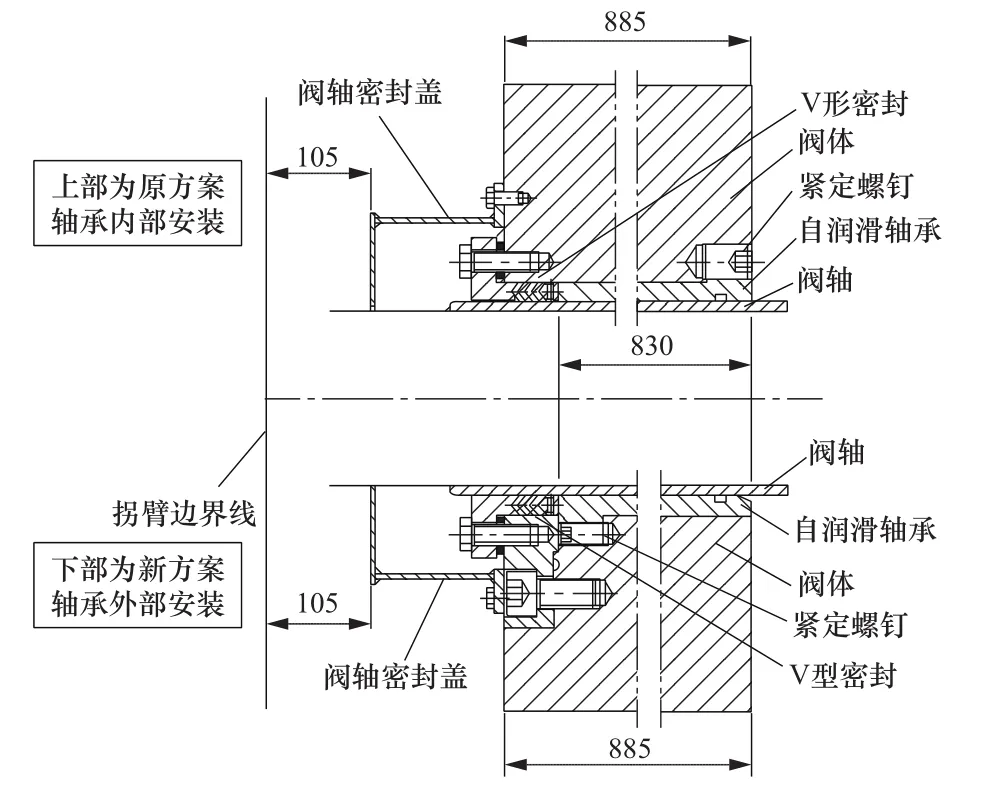
图18 轴套结构新旧方案比较(单位:mm)Fig.18 Shaft sleeve structure scheme comparison between the old and the new
2.3 球阀枢轴轴套材质的选用
(1)东芝水电原设计球阀枢轴轴套采用大连三环生产的FZB053自润滑铜套,由于大连三环制造的FZB053型导叶轴套在GZ-Ⅱ电厂使用效果不佳,对此我们提出了质疑。
(2)我们认为,GZ-Ⅱ美国VOITH设计的球阀耳轴轴套则系采用“OILES 500SPSL-4”(即为日本OILES公司的500号强力黄铜基固体润滑剂镶嵌轴承),使用十多年来运转稳定,未发现异常,可以证明日本OILES公司的铜基镶嵌自润滑产品是值得信赖的。且东芝水电在西龙池球阀用的就是日本OILES公司的产品。
(3)经磋商,并根据东芝水电对大连三环相应于日本OILES#500SP1-SL401的产品与日本OILES的#500SP1-SL401进行的鉴定性比较(参见表1),双方达成一致,决定改用上海OILES公司的产品。
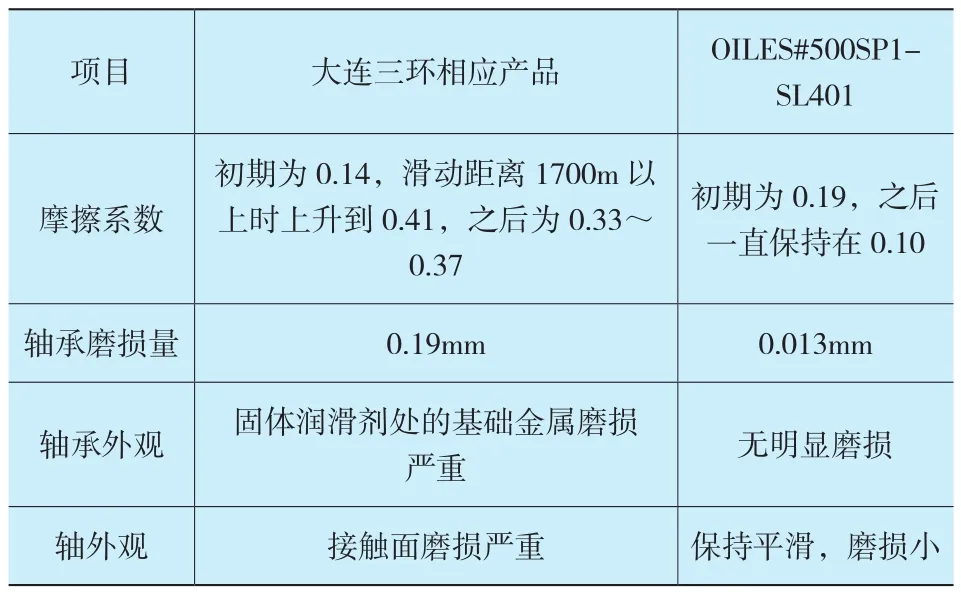
表1 试验对比表Tab.1 The lab test contrast Table of DALIAN SANHUAN and OILES
2.4 钢管排水管道的敷设设计
清蓄原设计中,钢管排水管自针阀排至尾水肘管的管道共计7个90°弯头、2个135°弯头(如图19所示)。我们认为,90°弯头所造成水流在拐弯处产生水流冲击、气蚀和涡流,不可避免地导致不规则的管内水力脉动。由于水为不可压缩液体,故各种局部涡流引起的压力脉动均通过管内水体以压力波的形式传播到整条钢管的内壁,引起钢管产生水力振动,特别是外置管道将产生强烈振动和噪声。
东芝水电认真修改了原设计(如图20所示),90°弯头减少了3个,使流道情况得以改善。
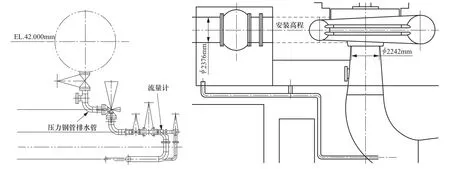
图19 清蓄钢管排水原设计Fig.19 Drainage design of steel pipe
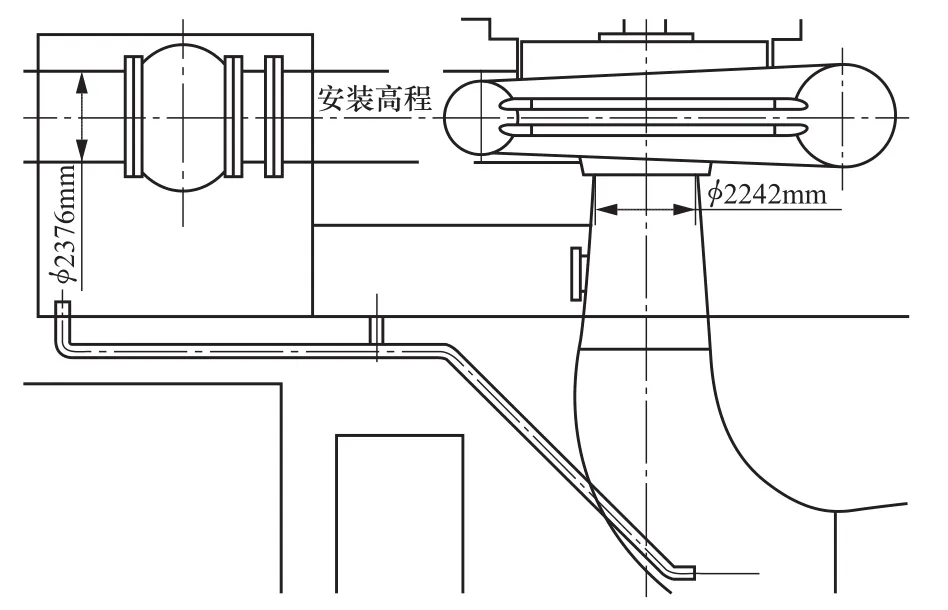
图20 东芝水电的设计修改Fig.20 Design change of DZ
2.5 上游检修密封机械锁定密封试验的探讨
(1)球阀验交时,东芝水电以“避免在锁定投入时,由于上库水位下降较多而使阀芯位置因水压降低而向上游移动压紧锁定螺栓造成螺牙挤压变形损坏的严重事故”“各锁定螺栓受力不均衡时,可能导致其中的一部分螺栓出现螺牙咬合损伤”为由拒绝进行上游检修密封机械锁定密封试验。
(2)我们重申了检修密封锁定装置的功能应为:①当活动密封环投入腔压力突然消失的情况下能锁定密封环在全关位置,并确保检修密封漏水量不会危及其下游检修工作的安全进行;②在上、下库水位变化范围内,能够确保锁定密封环在全关位置,提高下游检修、维护的安全水平;③在引水系统、压力钢管排水放空期间(非下游检修工况),则应采取相应措施既要保证锁定密封环处于关闭位置,又要考虑锁定螺栓的投退安全性。总之,球阀上游检修密封机械锁定的功能是应予切实保障和体现的。
(3)根据我们的经验,诸如广蓄一期、广蓄二期、惠蓄等同类型电站都进行了上游密封机械锁定操作及密封试验,借以检查机械锁定性能及密封投入腔无压条件下上游密封的封水功能,以期全面体现机械锁定的功能。
(4)同时,也引证东芝水电在清蓄项目投标书的《006-TQS09060052 进水阀设计说明书》之“5.3检修密封锁锭装置”中所明确的:“上游检修密封应设有一个机械锁锭装配。该装置应能在密封关侧水压为零和在密封开侧有最大水头水压作用时都能保持检修密封的关闭。该锁定装置是东芝水电的标准结构,以类似机组奥清津第二电站为首,大多数水泵水轮机的球形阀都在应用此结构。”
(5)经磋商,东芝水电同意进行机械锁定的密封试验,并编制了具体程序在4号机组球阀出厂验收时进行了该项试验。最终试验的结果是:①上游侧保压5min期间,实测漏水量为0.13L/min,低于0.21L/min;②机械锁定螺栓装置自身无渗漏;③试验结束后,机械锁定螺栓投退自如。
实践证明,只要设计合理、程序正确、措施得当,密封试验的顺利进行、成功圆满地获得理想效果是毋庸置疑的。
2.6 球阀密封环硬度辨析
(1)清蓄电站的设备合同中明确规定了“固定密封环的硬度高于活动密封环”的条款。
(2)东芝水电设计制造的材质为ZG10Cr13的固定密封环实测硬度为186HB,材质为ZG20Cr13的移动密封环实测硬度为227~232HB,两者的硬度差约45HB。并解释说:①由于活动密封环与铝青铜堆焊后加工的阀体密封环里衬是一对滑动密封副,为防止咬合要求能适当增大活动密封环与铝青铜之间的硬度差,希望多提高一点活动密封环硬度;② 由于固定密封环更便于拆卸、维修的缘故,设计上就拟定了移动密封环硬度高于固定密封环的基调。
(3)尽管东芝水电也承认:当活动密封环为硬度≥HB300的圆锥形不锈钢铸钢件,而固定密封环为硬度≤HB200的球形马氏体不锈钢锻钢件时,曾有过固定密封环的密封面出现压痕、泄漏量增加的事例,但东芝水电制作的球阀全部采用固定密封环硬度低于活动密封环的设计(如西龙池抽水蓄能电站),这业已成为东芝水电的设计理念。因此,东芝水电认为清蓄硬度差的用法虽然有悖于合同有关条款,在致歉的同时仍申请同意采用既成事实的方案。
(4)我们除了重申合同条款的严肃性,强调了以下几点:
1)ALSTOM设计制造的球阀如惠州抽水蓄能电站,明确要求固定密封环的硬度比移动密封环高35HB,多年以来运行一直都很正常;而GZ-Ⅰ电站球阀上下游密封副又几乎没有硬度差,也能长期稳定运行;这都是固定密封环硬度不宜低于移动密封环或者说两者硬度差不宜设置过大的见证。
2)GZ-Ⅱ球阀检修的经验是:当固定密封环硬度低于移动密封环的硬度且差值较大时,其密封面损伤的程度相对要大很多;而固定密封环和移动密封环硬度相近的密封面损伤程度则很小甚至基本无损伤。
3)球阀上下游密封这样的静密封副与摩擦副或动密封副显然是有区别的,因此相关摩擦副或动密封副的规定套用于球阀上下游密封这样的静密封副也是不尽合适的。
综上所述,我们认为适当控制两者硬度差的幅值是完全必要的,并提出控制两者硬度差≤±(20~35)HB的建议供各大设计制造厂商参考。
3 电动发动机部分
3.1 电动发电机磁轭厚环板下料平整度
(1)清蓄电动发电机磁轭采用50mm和75mm两种规格Q690D/WDER650高强度环形厚钢板叠装组成九段,每段磁轭高度300mm(或350mm),分别用42根M48拉紧螺杆(每极3根)紧固成一体。东芝水电原设计要求环板母材的不平度≤3mm,每段环板把合拉紧螺栓后环板之间的间隙≤2mm,但由于多方面原因(导磁块焊接以及通风叶片焊接变形等)环板把合拉紧螺栓后层间仍普遍存在最大甚至达到3.5mm的间隙(参见图21)。由于上部磁轭重量的均压作用使得环板非加工接触净面积产生实质性变化(增大)时,环板层间的压应力P=Fδ/Aδ(式中:Fδ为内压力;Aδ为磁轭环形板受压时接触的净面积)也就会减小,仅有0.17~0.22mm的压紧螺杆拉伸量会变小甚至消失,乃至各段磁轭环板的整体性大大削弱。

图21 磁轭层间间隙Fig.21 Gap between rim layer
(2)为此,我们一再提醒东芝水电高度重视各段(尤其是第一段,参见图22)磁轭环板的刚度,以免在挂装磁极重量作用下使得单层环板产生挠度(如1号机组磁极挂装后第一、二段间导磁块周圈出现0.4~0.85mm间隙)、无规则的环板间隙造成了止落块高度尺寸波浪状、几无规律的沉降等。
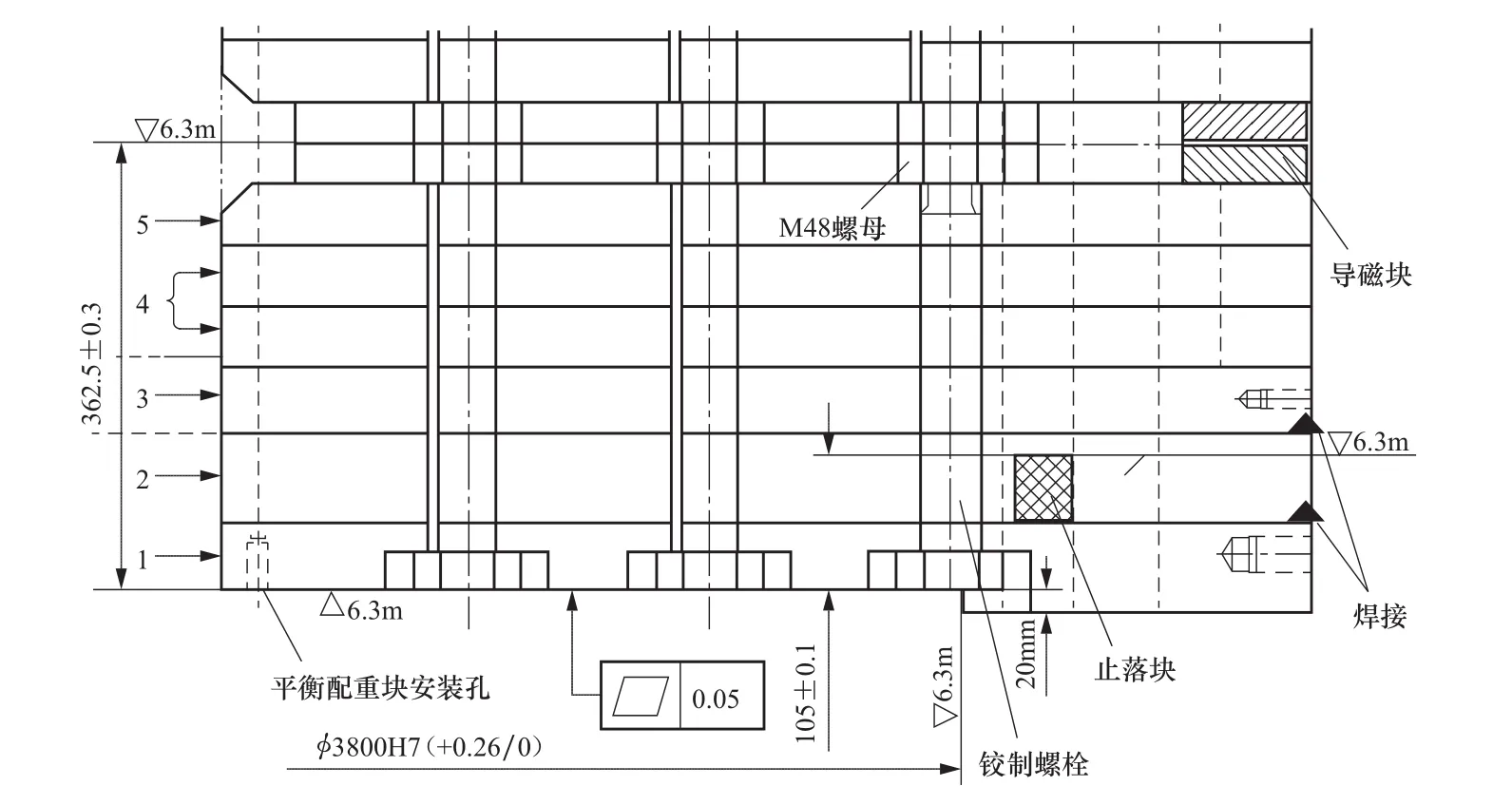
图22 第一段磁轭装配Fig.22 Assemly of the lowest rim block
(3)东芝水电也采取了相应措施进一步强化分段磁轭环板的刚度(参见图22),并修正装配工艺程序来消除非加工面原始不平度造成止落块顶面与该段环板上下加工面的不平行误差,从而减小了止落块高程偏差。
3.2 磁极铁芯叠压工艺的改进
(1)1号机组磁极铁芯车间叠压装配过程中出现施加1680~1790Nm设计扭紧力矩时6根螺杆互相牵制的异常,虽经多次反复调整,其伸长量仍不能控制在设计伸长量(1.756~1.872mm)范围以内。我们根据实地探勘,对东芝水电的设计工艺提出了质疑。
(2)由于东芝水电的工艺与常规不同,其磁极铁芯片间压应力不取决于液压机给定的预压紧力,而是取决于拉紧螺杆施加扭矩的最终伸长值。我们认为,由于摩擦副以及磁极冲片叠压卡阻力等多方面因素的影响,施加扭矩时螺杆因局部拉伸而导致拉伸值会偏离正常值,使得扭紧力矩与其伸长值两者相互之间失去了应有的对应平衡关系。
(3)我们建议改进工艺,使用目前国内外工厂装配磁极铁芯常规使用的双油缸卧式同步压紧装置,其主要优点是:①经过精心设计和调整,可以使磁极铁芯的重心和液压拉伸器的压紧力的中心相重合,压紧装置施加到磁极铁芯的压力均匀,确保磁极铁芯叠装后的形体尺寸达到质量精度;②由于两个拉伸油缸油路并联,同时供油,两个主拉伸螺杆的拉紧力相等,磁极冲片得到均匀压紧、变形小,最终预压紧力能够保证铁芯冲片之间达到了理论上所需的单位压力;③用该压紧装置压紧磁极铁芯,便于加垫片、调整尺寸和形状。
(4)东芝水电经慎重考虑,革新运用了更为先进、可靠、稳妥的施工工艺。当卸掉压缩铁芯预紧力(约280t)时,铁芯内部残余压力使得相应的磁极铁芯的弹性回弹量和螺杆的弹性伸长量都达到0.18cm左右,取得较好的预期效果。同时,也避免了1号机组装配时所出现的拉紧螺杆伸长值失控、拉紧螺栓压力不均从而影响磁极几何形状和整体尺寸的弊端。
3.3 定子叠片制作工艺的完善
(1)东芝水电前期外委制作的定子叠片存在“表面划痕”、少量1mm左右的“裸露亮点”以及漆膜厚度不匀等明显瑕疵。
(2)我们认为,定子叠片目前存在问题不能完全满足DL/T 5420—2009《水轮发电机定子现场装配工艺》相关条款的要求,并经现场探勘,认定漆膜表面存在“点状裸露点”等问题应是热链与冷链上冲片支撑存在的凸起高点或毛刺点引起的。一般,采取刷制两遍漆的工艺方法,便可以使其改善。之所以迟迟未能改善,显然与设备本身的配置质量攸息相关。而划痕则是点接触传输刺网运行不稳或速度不匀且与涂漆辊不同步时发生的划伤现象。因此,有必要从更新设备入手以求彻底改观。
(3)东芝水电陆续对涂漆设备有针对性地进行了完善改造,如在原涂漆辊前端增设软质橡胶涂漆辊、增置0.01Hz变频器控制驱动马达调整输送链网匹配性以及改造原冲片输送带支点并适当调整了输送装置平稳性等,改造后冲片周边冲剪断面已能完全覆盖漆膜、背面划痕及裸露点都有较大改善,漆膜厚度(单面)达到5~7μm,同时进行了冲片漆膜附着力、叠压系数、绝缘电阻、漆膜总厚度等性能试验均满足合同要求。
3.4 定子线棒制作工艺及质量控制
(1)由东芝水电承制的清蓄2号机组定子线棒(VPR)出厂验收时,出现部分线棒介损超出合同允许的性能保证值或接近合同规定的临界值、高阻大外R和线棒小R段表面绝缘褶皱等外观质量和电气性能问题,现场交流耐压试验也出现部分线棒爬电放电和发光现象。
(2)东芝水电认为,由于定子线圈端部呈三维曲线形状,包绕液压固化后难以避免的会出现褶皱,但还是能够满足标准和合同要求的。
(3)我们认为,高阻带搭接边缘的褶皱处,局部电阻偏高,是造成发光的主要原因。目前,采用薄铁皮沿弯线棒曲部位定型以及防晕层的包扎工艺还是必须改进的,如不进行更换可能在日后运行中影响线棒寿命,严重的可能造成线棒和定子烧毁。
(4)东芝水电根据我们的建议和要求,采用与1号机组进口线棒相同的高、低阻带材料重新包绝缘并严格控制工艺:①对端部铁板进行两段方式包扎,增加VPR过程中铁夹板与线棒端部压紧的适形性及高阻部位压力的均匀性;②线棒高阻外层增加热收缩带的包扎,增加高阻部位压力的同时均匀高阻的压力,减少高阻部位表面的横向褶皱,均匀电场分布;③线棒高阻外包一层无碱玻璃丝带,改善线棒VPR固化过程中高阻成分局部流动的不均匀,使线棒端部高阻成分的覆盖尽量均一,以减小线棒耐压发光的可能;④高阻外加包玻璃丝带后能改善高阻带叠包处的微褶皱。
3.5 推力头与镜板分体结构的判定
(1)东芝水电在设计联络会提出下端轴、推力头与镜板同体锻造加工的设计理念。
(2)我们认为,清蓄下端轴采用20SiMn合金结构钢,其钢锭的铸造缺陷一般比碳素结构钢严重,需要较大的锻造比(一般要求>4)。而东芝水电委托上海重型机器厂锻造的下端轴锻压比仅为2.0~2.5,可能达不到《水轮发电机镜板锻件技术条件》(JB/T 7023—2002)关于“锻造时应保证足够的锻比,使整个截面得到充分的锻造。”的要求。同时,若按JB/T 7023—2002和GB/T 8564—2003所要求的“参照GB/T 231用手锤式硬度计或其他硬度计检查硬度。当直径大于1500mm时,在两个平面距外圆圆周100mm和内外圆平均半径处,每隔90°测一处硬度。”“镜板表面任何两点硬度差不大于30HB”来验收,估计也有一定难度。
(3)为了调整下机架、推力轴承滑动面水平和机组检修创造更方便的条件,我们仅同意下端轴与推力头同体锻造、加工,而镜板仍采用碳素结构钢单独加工制造。
3.6 轴系加工的处理和工艺改进
(1)根据规范和合同的规定,我们要求至关重要的控制性工序是:水机轴与发电机下端轴联轴同床车铰各档相关尺寸、转子支架(含上导滑转子)与下端轴联轴车铰各档相关尺寸,并进行检查、见证同心跳动值后下机床解体。
(2)1号机组转子支架与下端轴在卧车联轴过程中内、外止口整圈多处咬伤(最长一处长度为130mm、深度1mm);2号转子支架和下端轴联轴同车分解后其内外止口发现多处不同程度咬伤(最大损伤处长约200mm,深度约0.3mm);3号转子支架和下端轴联轴同车分解后其内、外止口发现十几处不同程度咬伤(最大损伤处长约300mm,深度约1.2mm)。
(3)为了确保轴系的加工过程与加工精度受控,下端轴与转子支架采用的是一卡三托联轴同车,在两轴重量大、止口过盈配合的情况下,其水平组装、分解的难度确实是很大的。东芝水电在共同编制损伤部位处理方案的同时,着手从组装工艺进行改善,由其设计部门结合FEM解析的基础上增设导向销改在地坑内完成直立预装,并重新设定螺栓扭矩进行联轴、分解。
最终,东芝水电付诸实施并取得成功,机组轴线调整(盘车)的实际效果验证了机组轴系加工达到并超过了当前国内外平均先进水平。
4 结束语
由于业主方技术人员充分汲取多个抽水蓄能电站安装调试的经验教训,从有利于运行、检修的角度,有理有据地提出了对机组重要部件设计和制造工艺的建设性意见,并与制造厂家进行了深层次的磋商、探讨。而作为设计制作的东芝水电均能予以高度重视,相应采取专项试验进行验证,并据此主持、制订修正方案、革新运用先进工艺,进一步展现和推动了制造厂设计、制造和工艺的先进水平。综述所及的各项设计修改和技术改造,有的已得到实际调试和运行的考验是成功的,有的还有待进一步考核、验证。同时,也正是由于用户与制造厂方的密切合作、共同提高,清蓄电站1、2、3号机组顺利投入商业运行,机组各项性能性能指标优异、运行质量达到了国内外同类型机组的新高度。
[1]白延年.水轮发电机设计与计算[M].北京:机械工业出版社,1982.BAI Yannian.Design and calculation of generator[M].Beijing:China Machine Press,1982.
[2]李华,项西旺.抽水蓄能转轮组装焊接技术[C].中国电机工程学会水电设备专委会,全国水利水电机电技术信息网,2014水电站机电技术学术讨论会,2014.10.LI Hua,XIANG Xiwang.Technique for Pump turbine Runner Assembly Welding[C].Committee on Professional hydro power equipment CSEE,Academic Discussion on Mechanical & Electrical Technique of Hydropower Station 2014,2014.10.
何少润(1946—),男,教授级高级工程师,主要研究方向:水电站机电设备管理及安装调试。E-mail:248370406@qq.com
陈泓宇(1975—),男,工程师,主要研究方向:电站基建和电厂技术管理工作。E-mail:542120791@qq.com
Review on Amendments of the Main Equipment Structure Design and Manufacturing Process of Qingyuan Pumped Storage Power Station
HE Shaorun,CHEN Hongyu
(CSG Power Generation Company,Guangzhou,510640,China;Qingyuan Pumped Storage Power Co.,Ltd.,Qingyuan 511853)
In the process of Qingyuan pumped storage power station construction,this paper briefly introduces user’s proposed amendments of the main equipment design manufacture process,and the concrete implementation,with manufacturer sitfully embodies the style of the close cooperation and common improvement.The unit 1,2&3 of QPSPS have put into commercial operation,the unit performance index is excellent and the operation quality reaches a highly new level among the same type units at home and aboard.
head cover combined seam; water guide mechanism;turbine; inlet valve pivot; thick annular plate magnetic yoke; thick annular plate magnetic yoke; pole core
TV734.2
A 学科代码:570.352
10.3969/j.issn.2096-093X.2016.05.002
猜你喜欢
工程设计学报(2021年6期)2022-01-10
中国外汇(2019年7期)2019-07-13
模具制造(2019年4期)2019-06-24
成功(2018年9期)2018-11-07
摄影之友(影像视觉)(2017年1期)2017-07-18
摄影之友(影像视觉)(2017年12期)2017-02-08
焊接(2016年1期)2016-02-27
湖北工业职业技术学院学报(2015年2期)2015-12-25
个人电脑(2015年3期)2015-04-13
设备管理与维修(2015年11期)2015-03-16