挤出机螺杆拆装难点及解决方法浅析
2016-11-28 02:03:44顾建
橡塑技术与装备 2016年3期
顾建
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
挤出机螺杆拆装难点及解决方法浅析
顾建
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
主要介绍了挤出机和螺杆的特点,以及拆装施工时遇到的难点,通过实际案例来分析原因及解决办法,总结了螺杆拆装的施工标准流程。
挤出机螺杆;拆装;标准工艺流程
橡胶螺杆挤出机简称挤出机,它是橡胶制品加工过程的主要设备之一,其主要用于胶料的压型,如挤出胎面、胎侧、三角、垫胶等。挤出机一般有如下大型部件组成:电机、联轴器、减速箱、喂料座、主齿套、机筒、螺杆、销钉、机头部分等组成。当螺杆与机筒磨损间隙过大或者螺杆表面有死胶等情况,需要及时进行更换,但在拆装螺杆过程中,容易出现意外情况,本文结合实际案例,对拆装螺杆过程中出现的难度进行了分析,并提出了解决方法,最后总结了标准的拆装流程。
1 挤出机螺杆的特点
螺杆是挤出机的重要零件,对于压型用螺杆的基本要求是挤出量多,温升小,制品致密。螺杆应具有足够的强度和刚度,在一定的温度下不变形,耐化学腐蚀,耐磨性良好。螺杆材料优先选用38CrMoAl,螺杆先调质,硬度达HB250-280,再表面氮化处理,深度0.3~0.7 mm,硬度达HRC60-65。
2 挤出机螺杆在拆装过程中的常见难点及解决方法
2.1 常见难点
(1)螺杆拆卸时,无法从机筒内移出
我公司在一次更换200挤出机螺杆时,保养人员将挤出机的销钉以及螺杆套管全部拆除。在利用工装将螺杆顶出时,螺杆出现卡阻现象,无法移出。后制作工装,利用100 t千斤顶施力,同时每隔一段时间,用榔头击打,重复多次,螺杆慢慢移出。拆卸后,发现螺杆定位部分已经跟减速箱输出轴锈蚀、黏合,从而导致移出困难,如图1所示。在新安装螺杆时,必须在螺杆定位部分涂抹防卡润滑油,避免因锈蚀原因导致的卡阻问题。
(2)螺杆安装时,无法安装到设定位置
在一次春节检修时,我公司需要更换三复合上辅机250挤出机螺杆,在新螺杆往上安装,距离设定位置还有500 mm左右时,螺杆无法移动,于是采用螺杆套管工装,利用50 t的千斤顶施外力,同时在螺杆的头部用实木撞击,但每次施力只能移位2~4 mm,且出现越往上移位移距离越小。后来重新拆下螺杆,检查螺杆表面均无被卡阻的印痕。最后发现,新安装的主齿套因为加工误差,导致内孔尺寸与螺杆花键外径尺寸是过盈配合,而设计配合是间隙配合,于是重新修理主齿套,安装后顺利装配。
(3)螺杆安装时,销钉孔位置与机筒位置错位
新螺杆安装后,需检查螺杆销钉位置与机筒的销钉孔位置是否一致。一旦螺杆的销钉位置有错位 ,螺杆的螺棱会将销钉打断,需重新返工。安装位置可以通过螺杆的调整垫圈进行调整。

图1 螺杆各段名称示意图
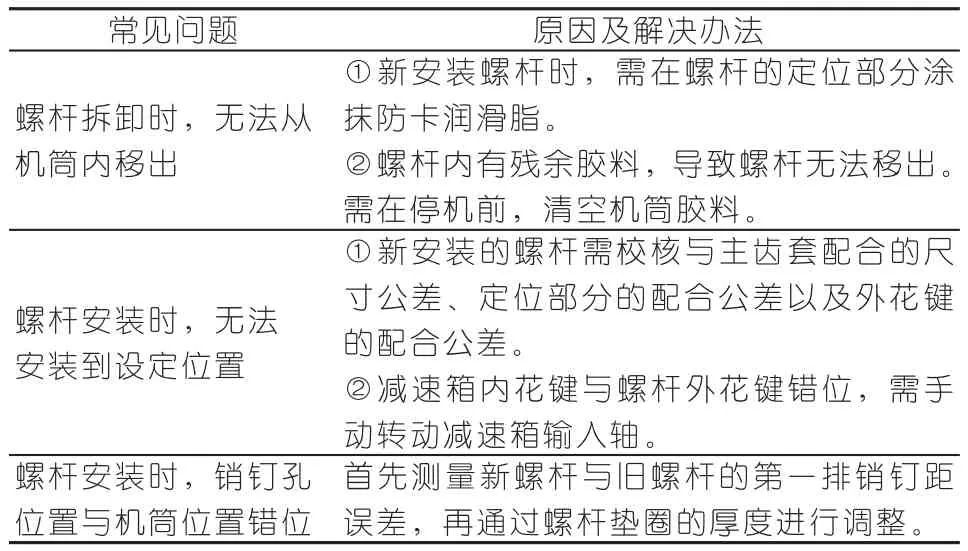
表1 挤出机螺杆拆装难点解决方法
2.2 常见难点解决办法
通过上述案例的分析,我们对挤出机螺杆拆装过程存在的难点提出了相应的解决方法,如表1所示。
3 螺杆的拆装施工标准流程
为能顺利拆装挤出机螺杆,减少拆装过程中出现意外情况,我们结合现场实际情况,综合了以前的拆装经验,对螺杆的拆装施工制定了标准流程,主要包括螺杆拆装前的准备和螺杆拆装流程两个方面。
3.1 螺杆拆装前的准备
校核螺杆尺寸: 拆装前需校验新螺杆与旧螺杆安装尺寸,特别是第一排销钉距和配合主齿套外径尺寸需要特别关注,其他要求如图2所示。
准备好更换螺杆所需的工装:如螺杆顶出器、拔销钉工装等。
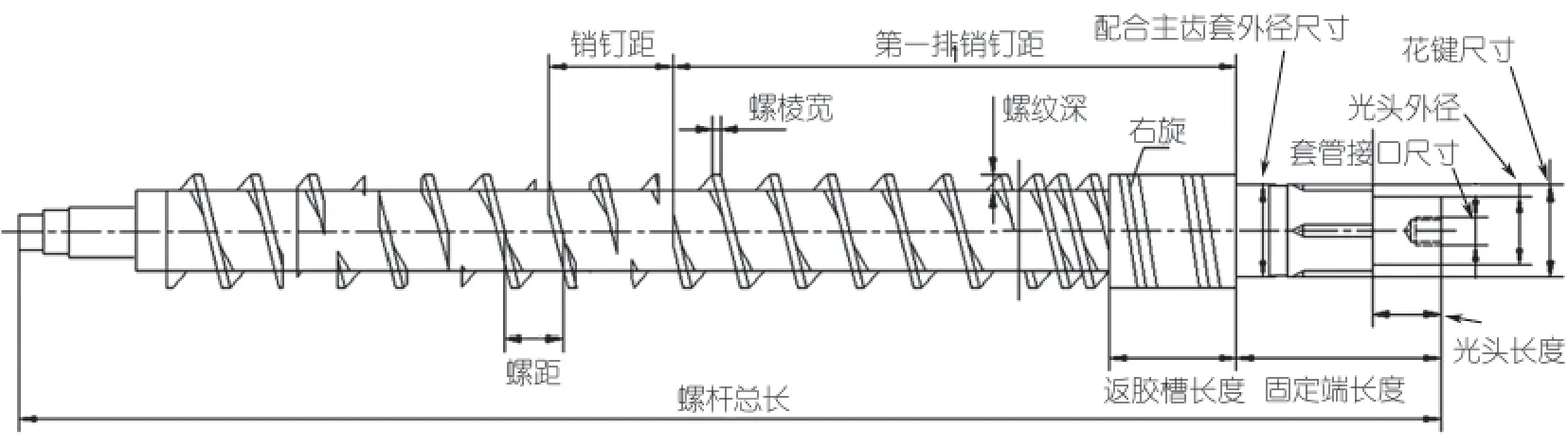
图2 螺杆尺寸详图
3.2 螺杆的拆装流程
(1)打开机头,挤出挤出机胶料,胶料挤清后保持螺杆空转至少5 min,以防螺杆内有残胶,影响拔螺杆。
(2)拆除机头压力传感器,同时打开旁压辊。
(3)拆卸挤出机的销钉:挤出机上每个销钉都用压紧螺母锁紧,拆卸时需按照以下步骤进行:①先用六角扳手拆卸螺母;②将拔销器旋入销钉,再用销钉拔出器拆卸销钉;③不断用滑套击打拔销器的后端部克服销钉紧固力。重复此动作直到销钉被拔出。拆卸销钉时需要注意不要朝身体方向拔销钉拔出器。如果销钉突然拔出,可对人体造成伤害。危及操作者的人身安全。拆卸销钉时,需做好销钉的排布记录,以便安装销钉或解决工艺问题时, 提供理论依据。
(4)在确定所有的销钉全部拔出后,拆开螺杆的套管,塞入螺杆顶出器,利用顶出器的螺纹顶出螺杆。等螺杆的花键全部与挤出机脱开后,从机头将螺杆拉出,如果阻力很大,则需加长内套管,继续用螺杆顶出器顶。在拆装有角度的螺杆时,需要注意:尤其是俯冲式螺杆,在顶出时则需在螺杆头部加起重绳栓牢,以防螺杆意外滑出,造成伤害。
(5)螺杆拉出后,需检查螺杆垫圈的磨损情况,以及与主齿套配合部分主齿套的磨损情况,必要时,需予以更换。
(6)新安装的螺杆需在花键处涂抹润滑脂,在光头处涂抹高温防卡油,同时不要忘记将螺杆垫圈安装上,然后小心地将螺杆从机头方向滑入挤出机。
(7)将螺杆的花键滑入减速器的花键套内,直到螺杆与驱动轴的前端面相接触为止。装配花键时,需要注意手动旋转联轴器,以使螺杆的花键可以平稳地进入输出轴的花键套内。避免花键齿和花键套齿的局部顶锻(即碰撞)。如果安装螺杆遇到阻力,应确定原因并不加外力地消除它。不要敲打螺杆。如果必须敲打,也必须将螺杆先推到驱动轴花键套的末端,能推进去多少就推进去多少。
(8)螺杆塞进后,需用套管将螺杆拉紧,同时检查螺杆的刀口位置与销钉槽位置是否一致,确保每个插入的销钉都不和螺杆相碰。
(9)按照之前销钉排布图,安装销钉,同时接好螺杆的套管,这里需要注意的是螺杆套管一定要做好密封,防止漏水。
(10)手动旋转联轴器,至少一周,检查是否存在较大阻力。
(11)安装旋转接头和联轴器防护罩。
(12)关闭喂料座旁压辊。
(13)安装温度传感器。
4 螺杆拆装经验共享
每次大型检修或发生重大故障时,做好详细的工作日记,记录内容包括:时间、故障问题表述、故障原因、如何解决、测绘的图纸、故障解决时间、有无起重配合等。做好备件的核对工作是减少劳动强度和维修时间的必要条件。 如果条件允许建议两个人一起复核大型备件的尺寸,尤其是比较难复的尺寸。
碱减量加工排液资源化制备多功能橡胶助剂的方法
江苏爱特恩东台新材料科技有限公司开发出一种碱减量加工排液资源化制备多功能橡胶助剂的方法。碱减量废水依次经过平流式沉淀池、活性炭过滤器后,进入酸析池,边搅拌边加入硫酸或盐酸,待废水呈酸性时,析出对苯二甲酸。在反应釜中,加入该对苯二甲酸和硬脂酸,加水和氢氧化钠使对苯二甲酸和硬脂酸溶解为其钠溶液,加入氯化锌溶液,此时结晶析出对苯二甲酸锌和硬脂酸锌的混合晶,离心产品经过滤、洗涤、烘干,即得多功能橡胶助剂成品。该方法以碱减量加工废水为原料,在制备新型橡胶助剂的同时,减少了废水的排放和实现了资源化再利用,具有显著的经济效益和社会效益。
燕丰供稿
Analysis of diffi culty and solution of extruder screw disassembly and assembly
Gu Jian
(Hangzhou Chaoyang Rubber Co., Ltd,Hangzhou 310018,Zhejiang,China)
Main introduced the characteristics of the screw, and the difficulties encountered in the process of dismantling construction, through the actual case to analyze the causes and solutions, summarizes the construction standard of screw disassembling process.
extruder screw; disassembly and assembly; standard process
TQ330.42
1009-797X(2016)03-0051-03
B
10.13520/j.cnki.rpte.2016.03.012
顾建(1985-),男,工程师,从事轮胎设备机械技术及管理工作。
2015-06-26
猜你喜欢
中国铁路(2022年8期)2022-09-22 02:41:24
现代塑料(2022年2期)2022-09-22 00:54:12
轻兵器(2022年3期)2022-03-21 08:37:28
装备制造技术(2020年1期)2020-12-25 05:18:10
制造技术与机床(2019年8期)2019-09-03 01:15:02
制造技术与机床(2018年11期)2018-11-23 01:08:02
机械制造文摘(焊接分册)(2018年3期)2018-08-08 02:11:02
橡塑技术与装备(2018年8期)2018-04-19 02:05:14
中国塑料(2017年2期)2017-05-17 06:13:28
中国塑料(2015年10期)2015-10-14 01:13:23