学习PDCA循环,降低POY退丝率
2016-11-28 03:20龚剑兵
纺织报告 2016年10期
刘 蓉,龚剑兵
(江苏文凤化纤集团有限公司,江苏海安 226000)
学习PDCA循环,降低POY退丝率
刘 蓉,龚剑兵
(江苏文凤化纤集团有限公司,江苏海安 226000)
本文以锦纶POY为例,通过PDCA循环方法,对降低POY退丝率进行实践。通过数据调查,分析了锦纶POY退丝,从退丝现状、车间现场、原丝现状进行目标可行性分析,认真查找原因;并通过PDCA实践,从制定对策、对策实施、效果检查进行实践,取得经济效益、技术效益、质量效益和社会效益。
纺织品;萃取液;pH值;测定;影响因素
目前生产锦纶长丝的企业在加工过程中出现大量POY退丝的情况。本文以作者所在江苏文凤化纤集团有限公司为例,进行调查研究。根据公司对车间承包的合同要求,前纺(文凤车间)AA率要求≥90%,消耗控制在0.99∶1;后纺(鹏发车间)AA率要求≥88%,消耗控制在0.98∶1。如果在后纺存在着比例较大的退丝,则考核指标就一定会出现失真;况且锦纶原料产品价格是涤纶的两倍多,退下来的POY长丝仅仅卖到废丝的价格,公司的年损失在20万元之上;车间承包的合同指标由于其退丝量在5%而实际完不成承包计划,这将导致除了公司损失外,还直接影响着工人的月度工资分配,平均考核到每人的工资在200元左右。如果由于非工人本身主要原因的扣除工资达到200元,则将引起工人的人员外流。因此,退丝问题不解决,不仅仅是经济损失的问题。
根据公司锦纶POY生产现状和前后道工序特点,前道工序在文凤车间,后道工序在鹏发车间。而经济核算是独立的两个车间。所以往往为了各自的工资总额而在退丝问题上互相推诿,解决的难度很大,必须采取公司联合攻关。
1 现状调查
1.1 退丝现状
我们从财务调查有关数据,了解到自2015年9月至2015年12月,鹏发车间的退丝情况,见表1。

表1:4个月的鹏发退丝数据
1.2 车间现场
对于退丝,车间也比较重视,尽管采取了退丝登记制度,无故退丝进行罚款,但是退丝还是克服不掉。到了月底,车间办公室门口几乎堆满了需要处理的丝饼。机台现场档车工也怨声载道,有时候一个丝饼里卷着叠丝、散股毛丝3-4处,8kg的满卷断几次做成4-5个小卷。前道AA级已经统计进去了,后道鹏发的AA率就是做不上来,直接影响着一线工人的情绪:工人做得辛苦,工资反而下降。
1.3 POY原丝现况
前道工序落下的丝饼表面一看不错,但是到了后道就会自然露馅了。我们看到前纺有的卷绕头机头压力不够,竟然用废旧的组件放上机头上面作为增压的工具,而不是从气路压力上找找原因。
1.4 目标可行性分析
退丝率直接影响承包合同消耗定额的完成,人员的工资,人心所向解决退丝;公司成立项目领导小组,副总经理任组长,从组织上得到保证,还可以集中公司有关技术资源组织攻关;公司已经成立QC小组,本小组成员素质较高,具有多年的锦纶6长丝技术攻关经验,知识面丰富,技术水平高,有一定的技术保障;以点带面的实践可以借鉴,前纺拿出一个小线6个位,后纺腾出108锭作为样板试点,借鉴成功的实践,可直接在全项目上推广使用。
因此,根据以上的可行性分析,只要我们按照PDCA步骤踏踏实实地去实践,目标完全可以实现。
2 原因分析和要因确认
2.1 原因分析
我们从前纺的“卷绕头”、“工艺数据”、“检验漏检”和“工人素质”,从后纺的“原丝保护”和“锭位问题”等原因分析,得到其关联图见图1。
2.2 要因确认
我们列出原因关联的8个方面“末端因素”和相对应的“要因确认”,找出三个主要原因。见表2中带“★”。

表2:要因确认表
3 PDCA实践
3.1 制定对策(P)
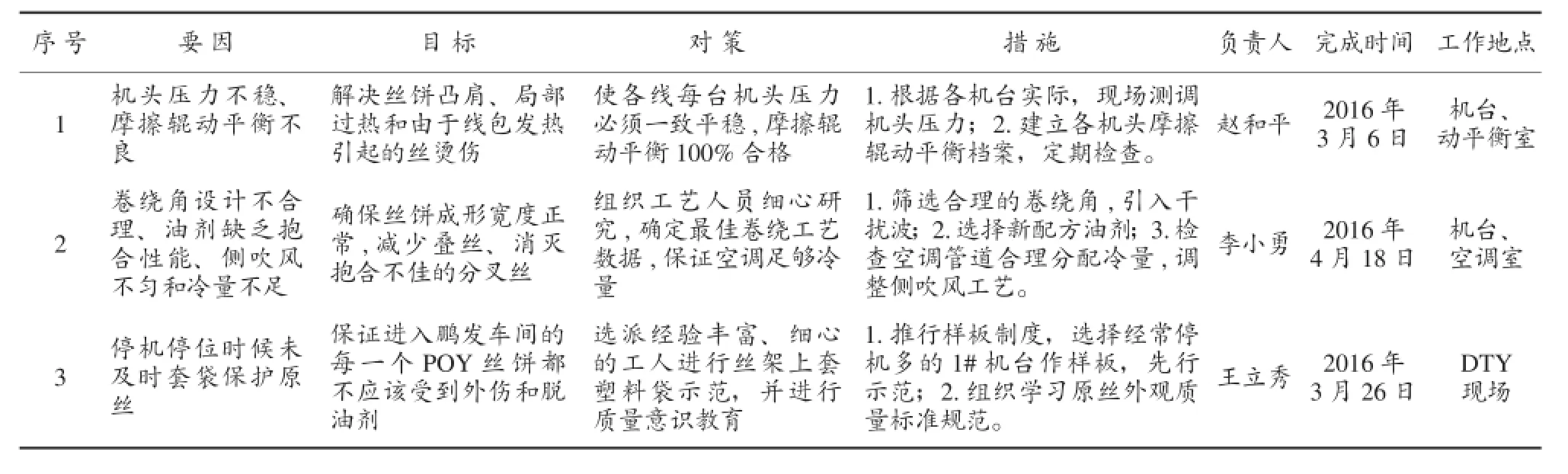
表3:要因对策表
3.2 对策实施(D)
(1)由李小勇负责,通过现场各机台实测,并结合卷绕头接触压力与气源P1-P3的关系,选择合理的P值,再通过各种办法实现P1-P3,特别是P2的压力稳定,确保接触压力N3的稳定,达到了防止丝饼凸肩和局部过热的目的。按照丝饼生头20-30mm丝层后,N3与P2的关系:
N3=W-2P2(πdH2/4) W…机头重量; d、H是气缸直径和缸高
我们对现场各机台P1-P3实测数据进行筛选,得出该气源压力的合理范围是:
P1=0.64-0.68MPa; P2=0.275-0.276MPa;P3=0.276-0.278MPa。
特别保证P2值的波动在0.001MPa之内,才能使接触压力N3稳定。有关原理见下面的示意图图2、图3。
(2)既然摩擦辊动平衡一旦破坏,化纤机械24hr运转将导致摩擦辊电机线包升温,传到摩擦辊表面,则会烫伤丝饼层层表面。多耗掉电力不算还把丝层烫成黄焦色,影响退卷。小组决定将各机台摩擦辊电机的动平衡进行个个过堂,达不到动平衡标准≤11g一律不上机。而且规定动平衡校验的周期为30天,杜绝等出现了黄焦色丝饼才去校验的坏习惯。
(3)在副组长赵和平的带领下,经过小组人员多次筛选,确定了具有理想丝饼宽度和卷绕密度的卷绕角,详细见表4。

表4:比较理想丝饼宽度及卷绕密度的卷绕角
(4)通过对卷绕头驱动变频(日本三垦牌)自带的“扰动运转动作”的研究,要使丝饼避免产生中间层内的“叠丝”现象,就必须在横动的摆频上引入“扰动运转”功能(见图4),增加一种干扰振幅和干扰频率。经过多次的反复试验,下面的“三角波”能够有效改善丝饼的“叠丝”。具体由李小勇负责。
在李小勇工艺员的努力下,经过上百次的调试、比较,终于在15天后找到了改善叠丝最佳的干扰振幅和频率。具体数据是:干扰振幅: 0.8%;干扰频率: 8.0S。
(5)影响鹏发正常加捻的另外一个主要疵点是“散股”,即丝束的抱合性能不好。详细见图5。
我们经过讨论决定,分别先从纺丝油剂采取措施。即通过与日本竹本公司联系,帮我们专门设计增加了抱合添加物的油剂 HF-001。由组长龚剑兵落实。详见图6。
(6)经过油剂的改变果然能够改善了一点丝束的抱合,但效果不十分明显。我们小组又进行了十多次的反复实验,终于找到“散股”主要原因在于丝束的单丝冷却不匀。所以,我们又着手从空调的冷量配置和侧吹风工艺出发,解决丝束的单根丝之间冷却的均匀问题。
2016年3月,我们利用天气还没有转暖的时间,对空调进行了改造。目的是在不增加投资的情况下,环境空调的风量让路于工艺空调:原来的环境风量2.5万调整到1.5万,原来的工艺(侧吹风)风量3.5万增加到4.5万。改造后的一体化空调结构图见图7。
再调整侧吹风工艺数据:具体办法是降低侧吹风风温、增加风速。风温由过去的20℃调低为:18 ℃;风速由过去的0.35m/s调高至:0.43m/s。
(7)后纺车间除了对上机容易断头的丝饼进行交叉假捻锭位,排除由于加捻锭子的问题导致生不上头,避免不是原丝内在质量问题而造成错误退丝外,还必须在保护原丝上加强力度。对于半小时内不生头的、还在机架上的丝饼一律采取卸下包好放入纸箱,或在机架上套上塑料袋,以防止油剂的散失。在实施中推行样板制度,选择经常停机多的1#机台作样板,进行示范(见图8)。由王立秀负责。
(8)在退丝的具体实施过程中,由于退丝影响着合同指标的完成好歹,直接与该车间的工资挂勾,所以总是存在着前纺和后纺对个别丝饼的判断上有着过松和过严的两个极端。趁这次QC小组的活动期间,我们组织前后纺检验人员和有关档车工学习POY原丝外观质量标准规范(见图9),让她们统一目光;以后如果再发现前纺有故意放任问题丝饼定高等级,或后纺有不经过交叉试验就进入退丝程序的,严格按照每管十元考核到具体责任人。此项工作有组长龚剑兵负责贯彻。
3.3 效果检查(C)
(1)经过大家活动以后,生产POY长丝的11、12、14、15和16号生产线的SW46型卷绕机头压力(P2)平稳,最大值与最小值之差的波动≤0.001MPa的机台符合率在98.3%。前后的比较数据见表5。

表5:POY机台活动前后P2气压高低值差0.001符合率
备注:符合用“1”来表示;波动超过0.001MPa用“0”表示
(2)SW46型卷绕机摩擦辊动平衡合格率达100%,彻底消除了由于摩擦辊线包发热而殃及丝饼的现象。活动前合格率只有81.6%,详细见表6。

表6:SW46型卷绕机摩擦辊动平衡合格率活动前后比较
(3)由于卷绕角正确选在7.0-7.8之间,加上择优筛选干扰振幅0.8%,干扰频率8.0S后,使叠丝现象大大减少,叠丝降低了72.3%(见表7)。

表7:活动前后的“叠丝”现象统计比较
(4)当侧吹风冷却工艺调整为丝窗温度:18℃,风速:0.43m/s,风道冷量分配调整为侧吹风对环境风比例为3:1时,加上油剂增加了抱合性成分后,“散股丝”几乎找不到了(见图10、图11)。
(5)退丝率下降明显
从财务统计科的活动前后退丝数据对比看出:退丝率下降明显,-80.7%(详细数据见表8,直观柱状图见图12)。
(6)车间加强了对POY原丝的爱护责任心
这次活动主要是对前纺POY长丝出现的“凸肩”、“叠丝”和抱合力欠佳的“散股丝”而开展的,但是在2016年2-3月份的一度时间,鹏发车间“凡是上机断头,即卸下丝饼作为退丝打包”的做法也是一种不负责任的行为。所以通过本次QC活动,我们针对后纺车间的退丝操作手法也进行了规范。一是在停机或改纺时及时将原丝套塑料袋,防止油剂挥发;二是制定严格的退丝管理制度,将成形较好,无明显问题的原丝再次上机调试,换锭试验,并实施考核。
经过以上措施,鹏发挡车工的责任性加强了,鹏发的退丝比例下降了,工人的工资也提高了。
(7)QC小组的活动取得的“四个效益”
经济效益:由于调整了前纺关键工艺,改善了“凸肩”、“叠丝”和“散股”现象,使退丝率明显下降。经测算,少退丝带来的经济效益为6500元/吨,则全年退丝按33.12吨计算,小计减少损失215280元。
技术效益:此次QC小组活动,成功解决了前纺工艺的基础性问题,退丝在后纺,根子在前纺。
质量效益:由于退丝问题涉及到前后纺两个车间的切身利益,面广而量大,本次初定的退丝标准,一方面给退丝提供了依据,另一方面把退丝标准写进了公司的有关质量技术规范。
社会效益:本次QC小组活动的成功,QC小组人员和有关机台的档车工一起发挥了积极作用,体现了我公司先进的管理水平和能力,也给一线的员工受到了与自己的工资紧密相连的质量意识教育,为“文峰牌民用长丝”争创中国名牌,为把锦纶长丝培育成为“海安地区产业特色群”作出了积极的贡献。
4 总结
(1)通过PDCA循环实践,提高了应用PDCA循环分析问题和解决问题的能力,在以后对质量问题的处理将发挥积极的作用。
(2)如何抓住工艺主线这个纲,围绕工艺技术数据解决“叠丝”、“散股”和“凸肩”等质量疵点的成功经验,完成了详细的技术交底,用以指导工艺实验。
(3)制定了《锦纶POY长丝外观标准及其检验技术规范》,形成了公司《退丝程序作业指导书》。
随着国家对纺织产业结构调整政策的落实,我们在锦纶民用长丝的生产实践中还会遇到新的问题和难题,针对化纤生产的新难题,我们将组织不断学习、探索、实践,进一步提高组员分析问题解决问题的能力,不断攻克纺丝及管理中的难题、怪题和偏题。下一步,我们将《摸索POY成形规律 ,彻底解决“叠丝”难题》作为下一个研究课题,解决“叠丝”给我们前纺带来降等,给后纺带来消耗等一系列难题,使我们的活动能深入持久地开展下去,为企业的发展出力。
[1] 王刚强,陈立军,王 其,陈 龙.多功能抗菌导湿竹炭聚酯纤维及面料生产[J].纺织导报,2012:3.
[2] 戴晋明.载银多壁碳纳米管抗菌剂及其在纤维中的应用[D].太原理工大学,2010.
[3] 朱汇中.超细旦纤维纺丝模拟系统的设计与开发[D].东华大学,2011.
Study circulation of PDCA,reduce POY rate of return
LIU Rong,GONGJian-bing
(Jiangsu Wenfeng Fiber Group, Jiangsu Hai’an 226000, China)
In this paper, nylon POY as an example, through the PDCA cycle method to reduce the practice of POY wire back rate. According to the survey data, analysis of the nylon POY back wire, target the feasibility analysis from the status quo of back wire status, workshop, raw silk, carefully to find the cause; and through PDCA practice, practice from the development of countermeasures and the implementation and effect of examination, obtain economic benefits, technical benefits, quality and social benefits.
POY;PDCA;rate of return
TS107
A
投稿日期:2016-07-28
刘 蓉(1976-),女,助理经济师,江苏文凤化纤集团有限公司财务部副经理,一直从事公司技术攻关、新品研发和考核工作。
猜你喜欢
电脑报(2022年12期)2022-04-06
福建轻纺(2022年1期)2022-02-18
纺织科学研究(2021年6期)2021-12-02
当代水产(2021年8期)2021-11-04
纺织科学研究(2021年9期)2021-10-14
纺织科学研究(2021年9期)2021-10-14
动漫界·幼教365(大班)(2021年10期)2021-10-13
纺织科学研究(2021年7期)2021-08-14
时代汽车(2021年4期)2021-04-02
股市动态分析(2018年47期)2018-12-12