
Dependence of creep age formability on initial temper of an Al-Zn-Mg-Cu alloy
2016-11-24 02:26:23LeiChoYngHeLiHengShiNinFuJinZhnLihu
CHINESE JOURNAL OF AERONAUTICS 2016年5期
Lei Cho,Yng He,*,Li Heng,*,Shi Nin,Fu Jin,Zhn Lihu
aState Key Laboratory of Solidification Processing,School of Materials Science and Engineering,Northwestern Polytechnical University,Xi'an 710072,China
bState Key Laboratory of High Performance Complex Manufacturing,School of Mechanical and Electrical,Central South University,Changsha 410083,China
Dependence of creep age formability on initial temper of an Al-Zn-Mg-Cu alloy
Lei Chaoa,Yang Hea,*,Li Henga,*,Shi Niana,Fu Jina,Zhan Lihuab
aState Key Laboratory of Solidification Processing,School of Materials Science and Engineering,Northwestern Polytechnical University,Xi'an 710072,China
bState Key Laboratory of High Performance Complex Manufacturing,School of Mechanical and Electrical,Central South University,Changsha 410083,China
The initial temper of the material may directly affect the whole creep age forming(CAF)process.In terms of creep deformation and stress relaxation,using the constant-stress creep aging and constant-strain stress relaxation aging tests,the relationship between initial temper and CAF formability is investigated for an Al-Zn-Mg-Cu alloy at 165°C for 18 h.Three tempers are selected as the initial tempers in CAF,viz.,solution,retrogression and re-solution.The CAF formability of this alloy with initial temper of retrogression is the best,and the creep strain of the retrogression tempered specimen after creep aging of 18 h is about 1.21 and 1.34 times than that of the solution and there-solution tempered specimens,respectively.The calculated stress exponents of this alloy with three initial tempers range from 7.3 to 9.5,indicating that the CAF of this alloy is mainly controlled by the dislocation creep.The various formability for three initial tempers are attributed to different inhibitions of the transgranular precipitates on the dislocation movement.For the retrogression temper,the initial fine and uniformly distributed precipitates are seriously coarsened after 6 h of CAF,which minimally inhibit the dislocation movement.While,for there-solution temper,the fine precipitates are re-precipitated in the matrix of the alloy,which observably hinder the dislocation movement and lead to the worst formability.
1.Introduction
With increasing demands of high performance and lightweight in modern aircraft,large integral panel components of high strength and lightweight aluminum alloys present promising application potential in the aerospace industry.Neverthe less,the large integral panel in airfoil has typical dimensions of 33 m in length,2.7 m in width and thickness that can vary from 2 mm to 32 mm.These structural features bring challenge to traditional sheet met al forming techniques,such as the milling,bending and peen forming.1As an advanced manufacturing technology,creep age forming(CAF)has been developed to form large integral panel parts such as the wing skins with complex double curvature aerodynamic surfaces for the A380 passenger aircraft.2Compared with the traditional manufacturing processes,CAF technology presents the most unique advantage,viz.,the components can be shaped by creeping mechanism and can be strengthened via aging simultaneously.Thus,the synergy effect of improving property while shaping may be achieved in one single process,thereby reducing manufacturing costs.
However,the CAF process becomes complicated due to the interaction between creep and aging.For instance,the nucleation and growth of precipitates during the aging process significantly affect dislocation movement,while the change of dislocation density inversely influences the nucleation and growth of precipitates.This coupling makes the control of both forming precision and material performance very difficult.In addition,it is well-known that there are many heat treatment methods suitable for the heat treatable high strength aluminum alloys.The initial temper of the material may have great effects on the formability,such as it was found that the pre-aged 7010 aluminum alloy had smaller creep deformation than the solution treated in the tensile creep tests at 150°C.3,4Thus,different initial tempers cause more difficulty in understanding the interaction between aging and creep.In order to make the formed integral panel that can meet the requirements of aerostructures for high-precision in dimensions and highperformance in properties,it is urgently needed to investigate the dependence of CAF formability on the initial temper for aluminum alloys.
Early researches was mainly aimed at finding out the effects of processing parameters on CAF and developing the constitutive model for CAF process simulation.5–7Jeshvaghani et al.8,9studied the effects of time and temperature on microstructure evolution of 7075 aluminum alloy sheet during CAF,and obtained the transmission electron microscope(TEM)bright field images in the matrix and the vicinity of grain boundary of the formed samples in different forming periods,6 h,12 h and 24 h,respectively.Based on the damage theory of Kowalewski et al.10and the conventional creep damage model,11Ho et al.12proposed a unified creep constitutive model,and simulated the whole CAF process including loading,forming and unloading by combining this constitutive model with the commercial finite element solver ABAQUS.Lin et al.13introduced an integrated process to model stress relaxation,creep deformation,precipitation hardening and springback in CAF.These studies provide beneficial knowledge for the CAF process optimization.However,there are less reports considering the complicated interaction between creep deformation and aging process.
In order to meet the current requirements of the integral panel components in aircraft for precision shape forming while property improving,the strong interaction of creep and aging has been preliminary studied recently.Guo et al.14investigated the influence of elastic tensile stress on aging process in an Al–Zn–Mg–Cu alloy,and found that the external stress promotes the formation of precipitates and shortens the aging period of this alloy.Lin et al.15studied the influence of external factors on the precipitation of an Al–Zn–Mg–Cu alloy in a creep aging process,and discovered that the main aging η′and η phases are sensitive to the applied stress and creep aging temperature.Zhan et al.16investigated the precipitation behavior of 2124 aluminum alloy in a creep aging process and proved that the applied stress promotes the formation and growth of precipitates.It is noted that these studies are concentrated on the effect of creep on aging and the initial temper of the aluminum alloy is solution temper in most cases.6–8,14,16The complicated aging process that results from various initial tempers and their effects on creep deformation have not been reported.
It is known that larger amount of creep deformation represents better formability;meanwhile,the larger relaxed stress results in smaller residual stress and thus smaller springback,indicating better formability.In this work,in terms of creep deformation and stress relaxation,the formability of an Al-Zn-Mg-Cu alloy with various typical initial tempers under CAF conditions is evaluated.First,the specimens with three initial tempers are prepared by different heat treatments.Second,the tensile creep and stress relaxation tests are conducted at aging temperature and the n the formability of the specimens with three initial tempers are compared.Finally,the influencing mechanism of initial tempers on the formability is articulated.
2.Experimental procedures
2.1.As-received material and microstructure characterization
As a widely used material in aircraft manufacturing,a heattreatable Al-Zn-Mg-Cu(7xxx)alloy with high specific strength(1.775X105N.m/kg)was chosen in this work.The experimental material was a hot rolled Al-Zn-Mg-Cu alloy plate with 30 mm thickness,which was provided by Northeast Light Alloy Co.,Ltd.,Harbin,China.As listed in Table 1,the nominal chemical composition(wt%)of this alloy was verified by SPECTRO MAXx direct-reading spectrometer.The yield strength and ultimate tensile strength of this as-rolled Al-Zn-Mg-Cu alloy are 425 MPa and 481 MPa,respectively.Fig.1 shows its grain structure.The as-rolled Al-Zn-Mg-Cu alloy has been certified as containing coarse constituent particles(Al7Cu2Fe and Mg2Si)and fine intermet allics(MgZn2and Al2CuMg).The fine intermet allics can be dissolved by subsequent solution treatment,but the coarse constituent particles are quite stable and insoluble.17,18Fig.2 shows the geometry and size of the specimen machined by the wire EDM cutting along the rolling direction.The specimen has 3 mm thickness and 50 mm gauge length.
The nano-sized transgranular precipitates were observed by TECNAL G2 F30 TEM at 200 kV.A flake was cut from the tensile specimen by wire EDM and mechanically thinned to 60 μm thickness.Then some disks with 3 mm diameter were cut from the flack and twin-jet electro-polished in a solution of 20% perchloric acid and 80%ethanol(in volume)at-20°C and 20 V to prepare the TEM specimens.The size and number density of the intragranular precipitates were statistically measured in the TEM bright field image using the Image-Pro Plus 6 software,and more than five images were counted for each specimen to calculate an average value.

Table 1 Nominal chemical composition of an Al-Zn-Mg-Cu alloy.
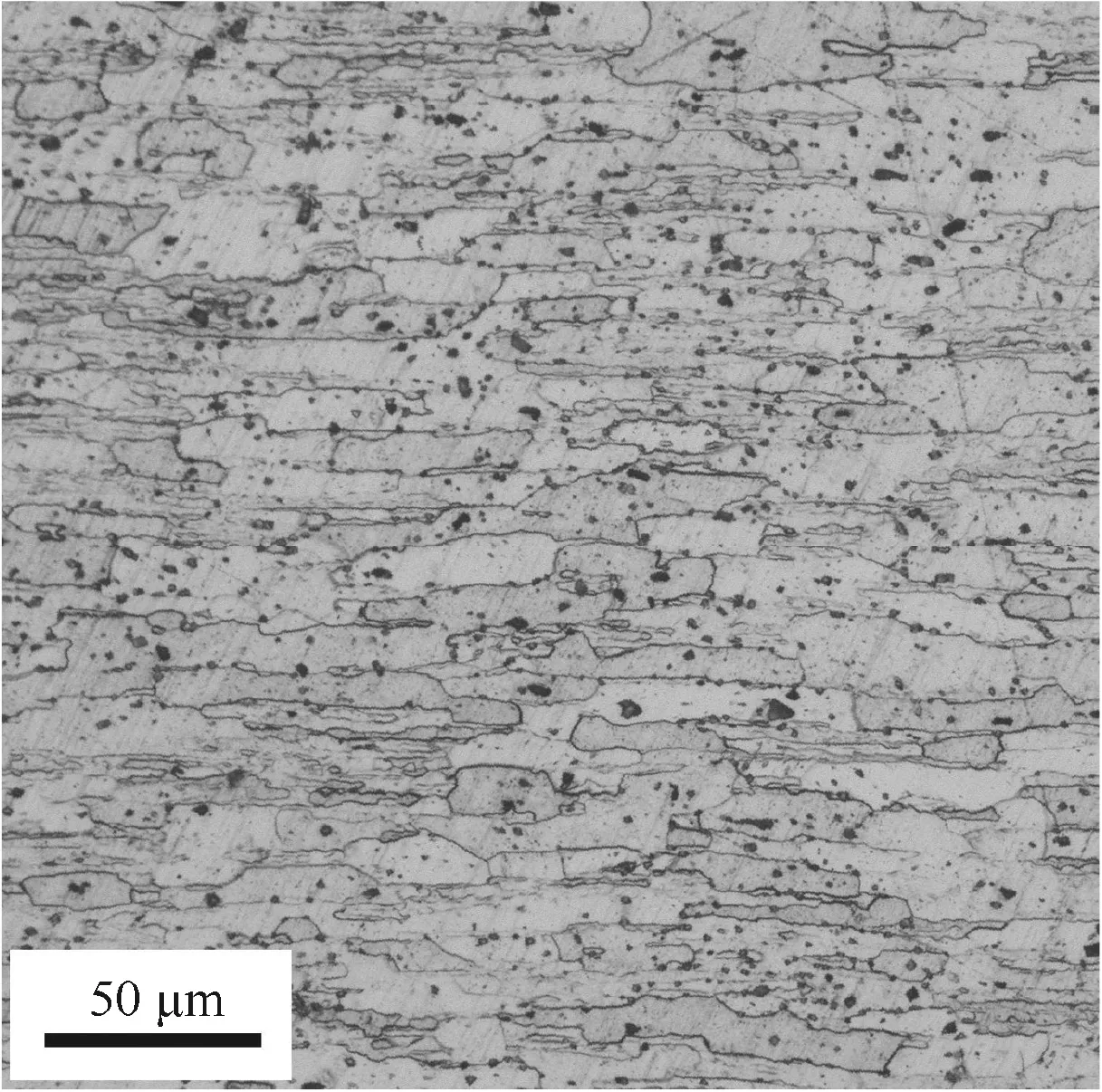
Fig.1 Optical micrograph showing grain structure of as-rolled Al-Zn-Mg-Cu alloy.
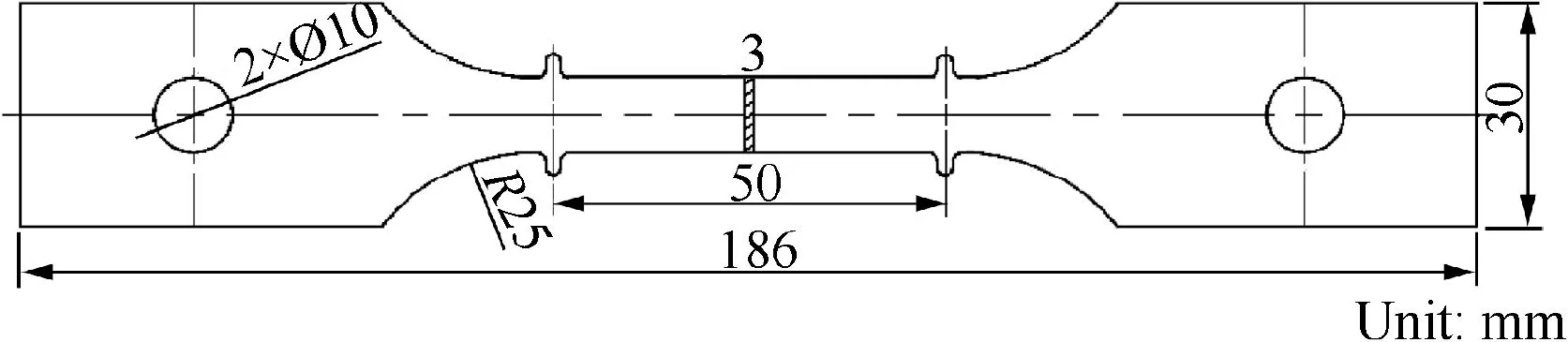
Fig.2 Specimen geometry and size.
2.2.Heat treatments for three initial tempers
Three initial tempers were selected in this work.The first kind of initial temper,solution temper,is the most common material initial temper used in industrial CAF.Choosing retrogression temper for the second initial temper is because that the retrogression and re-aging(RRA)treated aluminum alloy will obtain better resistance to stress corrosion cracking(SCC)than the conventional one-step aging treated aluminum alloy.19,20However,the shorter retrogression duration is generally only a few minutes,which may not be suitable for aluminum alloy thick plates,21such as more than 6 mm according to the GB/T 8005.1-2008.The re-solution temper is the third type of initial temper due to the longer resolution duration.
Fig.3 shows the various heat treatment procedures that were conducted to obtain the desired initial tempers.For the solution temper,the as-rolled specimen was subjected to a solution treatment at 470°C for 50 min and subsequent room temperature water quenching.For the retrogression temper,the retrogression treatment needed the peak-aged(T6 temper)material which was obtained by the peak-aging treatment at 120°C for 24 h,and the n the retrogression treatment was carried out at 200°C for 5 min in a salt bath.This is a developed retrogression method that can bring a significant RRA effect for improving corrosion resistance without losing mechanical properities.20–23The re-solution temper came from the overaged(T7 temper)material.The over-aging treatment used a two-step process for the solution treated specimen at 115°C for 8 h first and the n 165°C for 16 h.Like solution treatment,the method of re-solution treatment is also hot insulation at 470°C for 50 min and rapid water quenching.
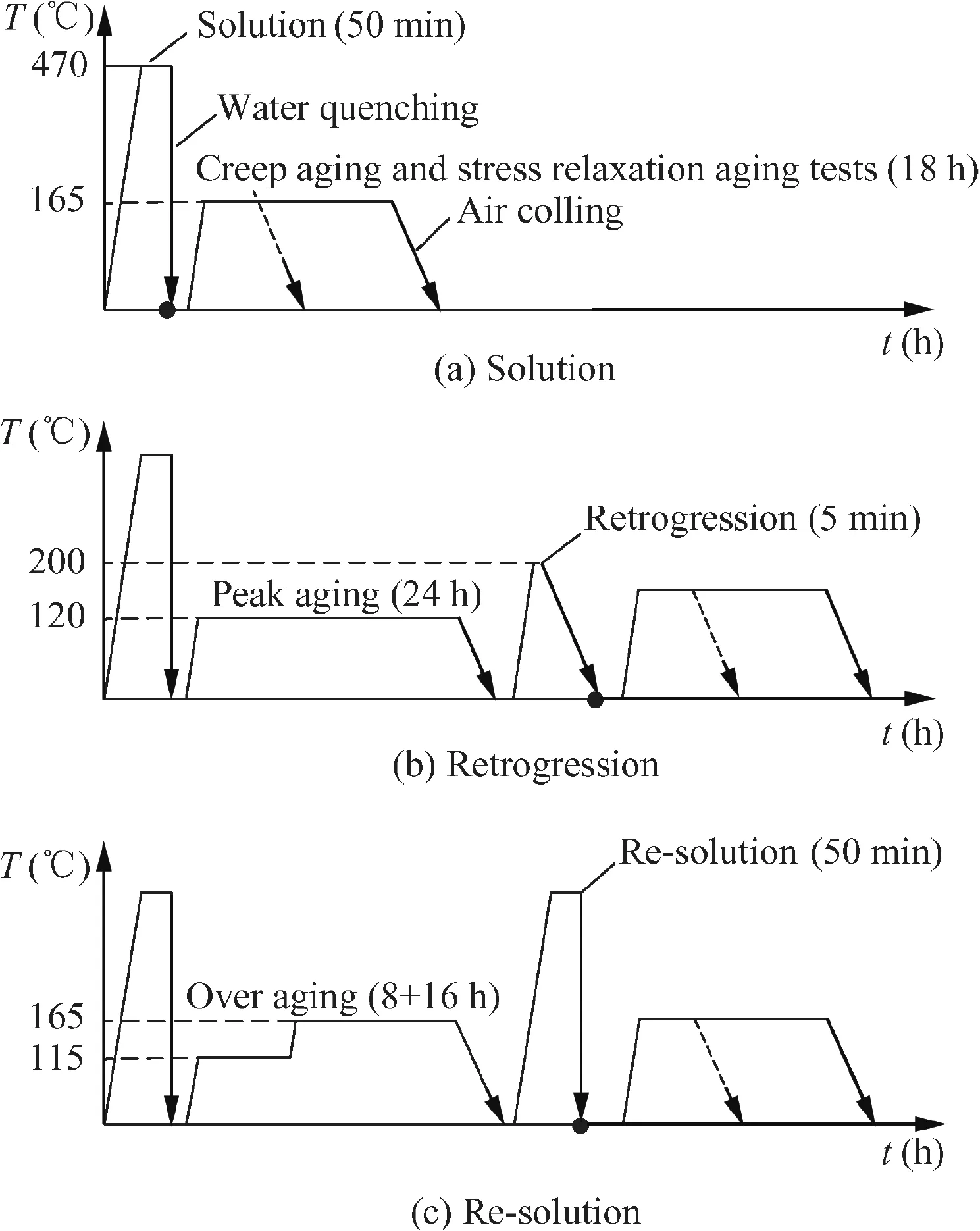
Fig.3 Heat treatment procedures for obtaining various initial tempers.
2.3.Constant-stress creep aging and constant-strain stress relaxation aging tests
The constant-stress creep aging and constant-strain stress relaxation aging tests were carried out using a specified 100 kN electronic creep aging testing machine with thermal environment furnace(see Fig.4).The temperature fluctuation in the furnace was controlled less than 1°C.It is well-known that the creep deformation increases with the increase of temperature.In order to produce more remarkable influences of initial tempers on creep deformation,the higher creep aging temperature of 165°C was adopted in this work.Meanwhile,due to the positive effect of higher temperature on precipitation,the creep aging time was reduced to 18 h from the T6 treatment time of 24 h for avoiding serious over-aging.24The applied stress of 250 MPa is within the typical stress range in actual CAF process.4,11,12

Fig.4 Specified 100 kN electronic creep aging testing machine with thermal environment furnace.
The specimen was fitted and aligned in the middle of the furnace,and heated until temperature reached 165°C.The temperatures were detected in three locations where are the top and bottom of furnace,and the middle of specimen.The specimen was hold for 20 min in the designed temperature before loading.
.In constant-stress creep aging tests,an applied stress of 250 MPa was reached with the loading speed of 0.5 mm/min,and the n the stress remained unchanged during the whole creep aging experimental process with the stress value fluctuation less than the 0.3%of the set value.The creep strains were measured by a probe-type grating line displacement transducer with the accuracy of 5X10-4mm to obtain the creep curves.The total testing time was 18 h except the heating and loading time.In order to investigate the microstructure evolution in CAF process,the interruptive tests were carried out at 6 h in creep aging tests.
.In constant-strain stress relaxation aging tests,an initiating stress of 250 MPa was reached with the loading speed of 0.5 mm/min to obtain the set strain which remained unchanged during the whole stress relaxation aging experimental process.Then the stress values were recorded to draw the stress relaxation curves.The total stress relaxation testing time was also 18 h.
3.Results and discussion
3.1.Creep deformation and formability
Fig.5 shows the curves of creep strains and creep rates of the Al-Zn-Mg-Cu alloy with different initial tempers during creep aging experiments under 165°C and 250 MPa.In these tensile creep tests,the specimens with three initial tempers of solution,retrogression and re-solution all exhibit typical creep behavior including primary and steady stages.The previous primary creep stage is of short duration about 0.5 h corresponding to a decreasing creep rate.At the subsequent steady creep stage,the creep rate becomes stable due to the equilibriums of the strain hardening and the structural recovery.Three creep strain curves almost coincide with each other at the primary stage and the first half of steady stage.The distinction on the curves appears after about 6 h.The largest creep strain is obtained in the retrogression temper and the least creep strain appears in re-solution temper.After tensile creep aging experiments of 18 h,the creep strain of the specimen with retrogression temper is about 1.21 and 1.34 times than that of the solution and re-solution tempers,respectively.By using the amount of creep strain to evaluate the formability,the consequence of the formability of the specimens with three initial tempers during creep aging is retrogressiongt;solutiongt;resolution.
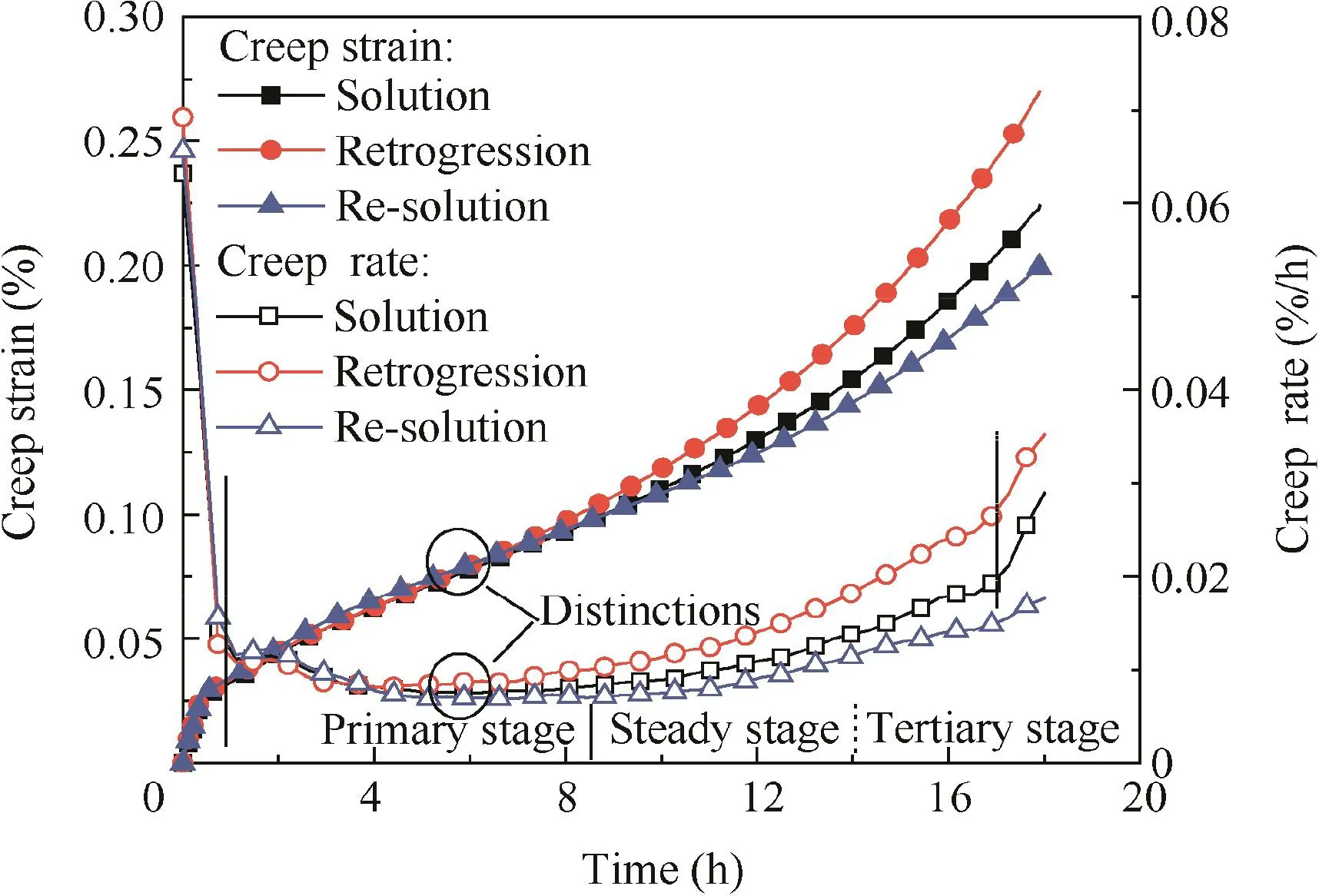
Fig.5 Curves of creep strains and creep rates of specimens with different initial tempers during creep aging under 165°C and 250 MPa.
Similar to the creep strain curves,the corresponding creep rate curves can be obviously divided into two stages.At the primary stage,the creep rates of the specimens with three initial tempers all decline sharply and almost receive a similar critical value at the same time.This shows that the specimens with three initial tempers have very similar creep primary stage.In the steady state,the creep rate curves slowly decline in the beginning and the n turn to mildly rise after reaching each minimum value.The fastest creep rate appears in the retrogression temper,and the creep rate of there-solution temper is the slowest.It is worth noting that the creep rates sharply speed up at the end of creep aging process of the retrogression and solution tempers.This indicates that the creep deformations of the specimens with these two tempers have evolved to the creep tertiary stage,and the corresponding damage failure may make the material no longer applicable to the CAF.Conversely,the longish creep steady stage of there-solution temper is conducive to accumulation of creep deformation in forming process although this temper has the worst formability.
3.2.Stress relaxation
In the classical creep test,the applied stress remains constant and the experimental goal is to study the change of creep strain with time.However,in an actual CAF process,once the workpiece is fixed on the tool surface,its shape will not change.Namely,only part of internal elastic strain turns into plastic(creep)strain so that the stress decreases with time.Therefore,the CAF process is more similar to a stress relaxation process.25At the end of CAF process,the stress cannot be completely relaxed and the n the residual elastic stress causes large springback of unloaded workpiece.As mentioned in the introduction,the large relaxed stress causes smaller residual stress and thus leads to smaller springback,indicating better formability of CAF.
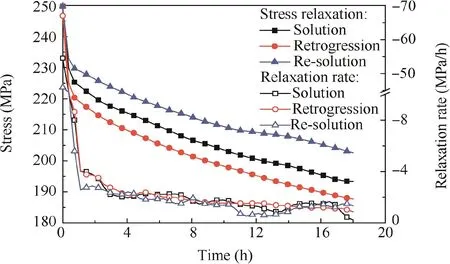
Fig.6 Curves of stress relaxation and relaxation rates of specimens with different initial tempers during stress relaxation aging under 165°C and initiating stress 250 MPa.
Fig.6 shows the stress relaxation curves of the Al-Zn-Mg-Cu alloy with different initial tempers during the stress relaxation aging experiments under 165°C and initiating stress of 250 MPa.The stresses of the specimens with three tempers sharply decrease at the beginning of the stress relaxation aging process.The retrogression temper has the largest relaxed stress,and there-solution temper has the smallest relaxed stress.From the relaxation rate curves,it can be seen that the drastic stress relaxation process takes place at the beginning of stress relaxation aging and the n three relaxation rate curves wholly come into very slowly decline stage,namely the steady stage of stress relaxation aging.At the end of the stress relaxation process,the residual stresses in the specimens with solution,retrogression and re-solution are 193 MPa,187 MPa and 202 MPa,respectively.Using the amount of relaxed stress to evaluate the formability,obviously,the consequence for the formability of the specimens with three initial tempers during stress relaxation aging process is retrogressiongt;solutiongt;re-solution.This result confirms the conclusion of the above creep aging tests.It can be explained that the creep deformation is the root cause of the stress relaxation.
3.3.Deformation mechanism
3.3.1.Creep strain rate equation
In CAF process,the total strain is composed by elastic strain(εe)and inelastic strain(εi),and keeps constant.Thus,the total strain rate is made up of elastic strain rate and inelastic strain rate,and its value is always equal to zero:


where E is the elastic modulus and t the instantaneous time.Form Eqs.(1)and(2),the inelastic strain rate can be inferred as:

where σ is the instantaneous stress.The inelastic strain rate can be described by a creep strain rate equation:26,27

where A,n,Q,R and T are material constant,stress exponent,deformation activation energy,universal gas constant(8.314 J.mol-1.K-1)and Kelvin temperature,respectively.The grain boundary sliding(GBS)dominating creep often takes place in fine-grained materials at high temperature(more than the recrystallization temperature),accompanied with plastic deformation.For example,the fine-grained AA5083 mentioned in Ref.27 is bulge-formed at 450 °C and 500 °C.In this work,the as-rolled aluminum alloy has a larger grain size,and the choice of forming conditions in terms of this alloy is under lower temperature and elastic loading.The GBS hardly occurs under such conditions and it is not a main mechanism for creep deformation.Therefore,a term to account for GBS is not considered in Eq.(4).
3.3.2.Threshold stress
In order to obtain the stress exponent n,using the experimental data on the stress relaxation curves in Fig.6,both sides of Eq.(4)have been taken as logarithm.Fig.7 shows the logarithmic strain rate-logarithmic stress curves composed of three straight lines with different slopes.These three straight lines correspond to the primary,transition and steady stages in the stress relaxation aging process.
In the upper and lower circles,the inflection points appear in the crossings of two straight lines,which correspond to the fact that the threshold stresses present in the transformations of two adjacent stages during creep aging process.25It is known that the threshold stress is the minimum stress required for creep deformation.Thus,different threshold stresses can indirectly reflect the differences of formability for the Al-Zn-Mg-Cu alloy with various initial tempers during CAF,namely,smaller threshold stress corresponds to better formability.Based on Fig.7(b),the upper threshold stresses in CAF at 165°C for the specimens of Al-Zn-Mg-Cu alloys with solution,retrogression and re-solution tempers are about 229.8 MPa,225.1 MPa and 232.9 MPa,respectively.When the stress goes below the upper threshold value,the strain rate reduces quickly and the corresponding CAF process has shifted into the transition stage from primary stage.In Fig.7(c),the lower threshold stresses of the alloy with solution,retrogression and re-solution tempers are about 223.9 MPa,218.7 MPa and 228.8 MPa,respectively.It means that CAF process has entered the final steady stage when the stress is lower than the lower threshold stress.More generally,these calculated results show that under the same external loading conditions,for these three initial tempers,the retrogression temper has the lowest threshold stress in CAF and there-solution temper has the highest threshold stress.This means that there is a consistent result with the creep aging and stress relaxation aging tests,viz.,the formability of retrogression tempered alloy is the best and that of there-solution tempered alloy is the worst.
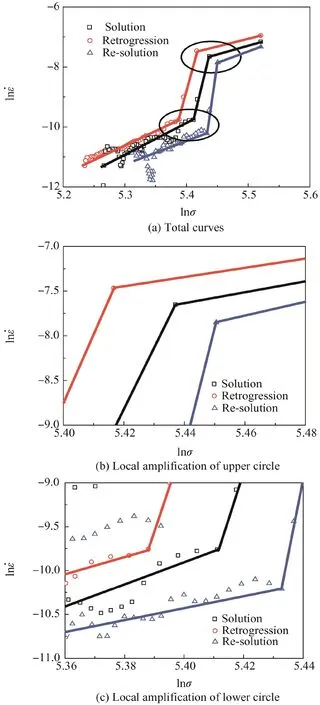
Fig.7 Strain rate-stress double logarithmic curves of specimens with different initial tempers.
3.3.3.Stress exponent
At high temperature,the creep activation process will occur in the material under the action of stress,which is controlled by multiple deformation mechanisms,such as dislocation slip,dislocation climb,gain boundary slip and accompanied thermal diffusion process.The total strain is combined from the individual strain caused by each deformation mechanism.It is necessary to find out the main deformation mechanism and its influence for explaining different formability of three initial tempers.
The deformation mechanisms can be reflected from stress exponent n.28Based on Eq.(4),the value of n can be calculated by Eq.(5),namely the slopes of the strain rate-stress double logarithmic curves in Fig.7(a).
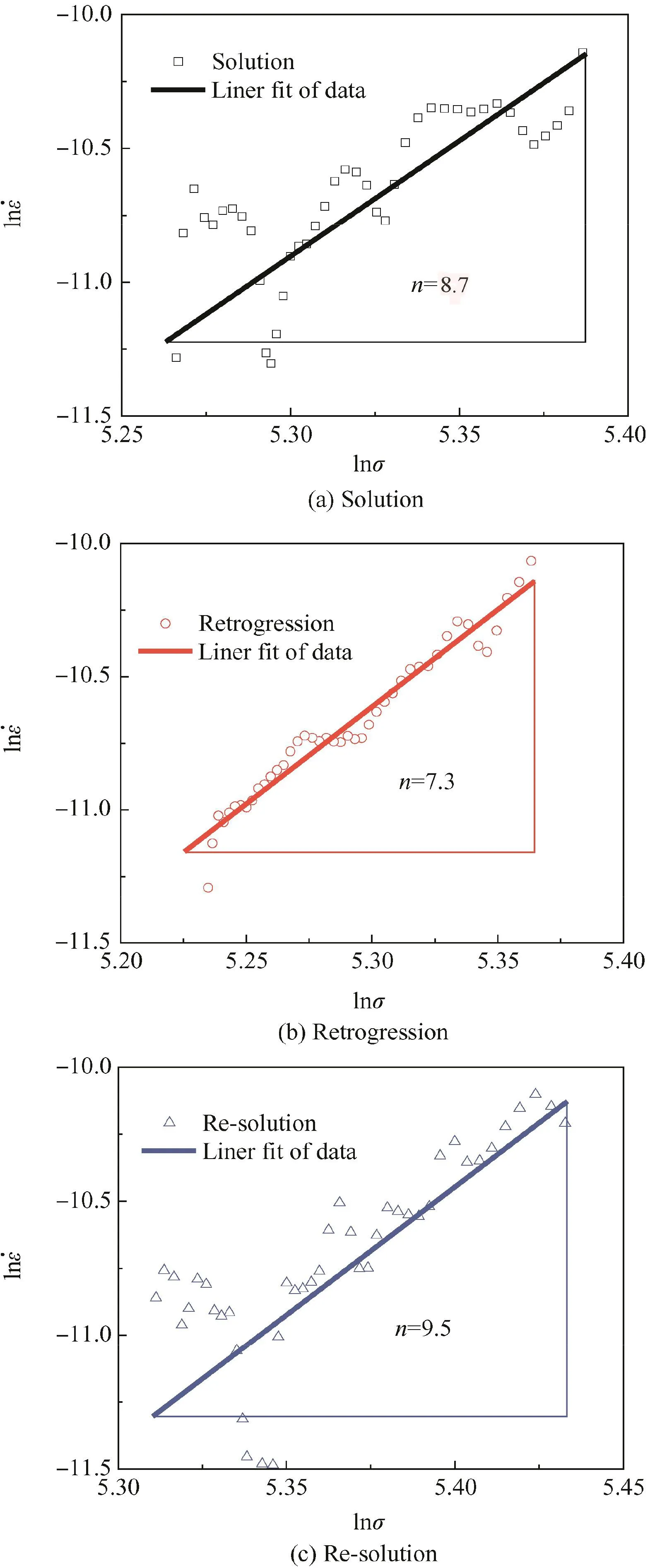
Fig.8 Stress exponent at steady stage of specimens with different initial tempers.

Fig.8 displays that the stress exponent n at the steady stage of CAF at 165°C for the specimens of the Al-Zn-Mg-Cu alloy with solution,retrogression and re-solution tempers are 8.7,7.3 and 9.5,respectively.The stress exponent n=1~2 corresponds to the fact that the creep deformation occurs at high temperature and low stress level,and controlled by the diffusion creep mechanism via the transport of vacancies and atoms.Among this range,the grain boundary sliding leads to the value of n close to 2.At moderate temperature and high stress level,the dominant mechanism is dislocation creep including dislocation slip and dislocation climb,corresponding to ngt;4.29It can be seen that the creep aging process of the Al-Zn-Mg-Cu alloy is mainly controlled by dislocation creep mechanism.The dislocation movement is closely related with the precipitates in the age hardening aluminum alloy.So it is very important to further explore the initial precipitate microstructures of the Al-Zn-Mg-Cu alloy with various tempers and their evolutions during creep aging process.
3.4.Microstructure-formability relationship
Since the dislocation movement is affected by the size and distribution of the transgranular precipitates,there is a direct relationship between the precipitate microstructures and formability of the Al-Zn-Mg-Cu alloy during CAF.It can be seen from Fig.5 that all creep behavior of the specimens with three initial tempers has a similar changing trend.The creep rates first sharply decrease to a critical value and the n turn to be slowly changing,and three creep strain curves are almost overlapping at the early stage of the creep aging process.This indicates that the effect of the initial microstructures on the dislocation movement is not the dominating influencing mechanism at the early stage of the creep aging process or is offset by other mechanisms.Different creep rates appear in about 6 h and the reason can be attributed to different precipitate microstructures of the Al-Zn-Mg-Cu alloy with three initial tempers after 6 h of the creep aging process.It can also be seen that in the creep aging process,the minimum creep rates of three tempers all appear at around 6 h,which indicates that the precipitates have the strongest inhibiting effect on the dislocation movement at that time.
The precipitate evolution of the heat-treatable Al-Zn-Mg-Cu alloys in the aging process has been interpreted by many researchers and confirmed to a precipitation sequence:supersaturated solid solution→GP zones→η′phase→η phase(MgZn2).30,31Different heat treatment methods can be used to achieve various initial microstructures for CAF.The typical initial microstructure is the supersaturated solid solution formed by the solution treatment and rapid quenching.In order to improve the compromise between the mechanical strength and corrosion resistance,the traditional peak-aging treatment has been replaced by the RRA treatment.19,20It should be noted that the retrogression treatment needs to use the under-aged or peak-aged material,but there-solution treatment is useful to deal with the over-aged material.
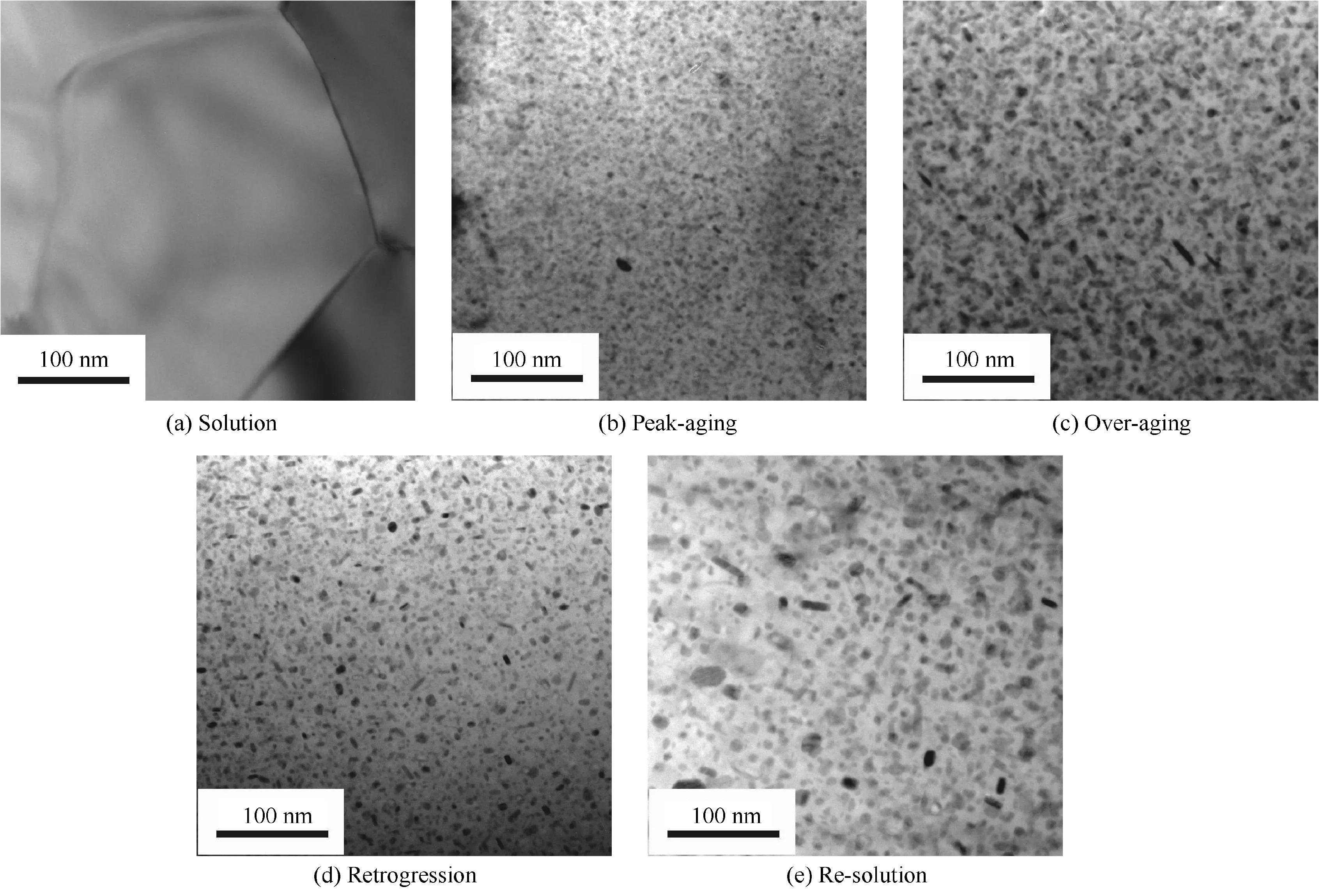
Fig.9 TEM bright field images of specimens with different initial tempers before creep aging process.
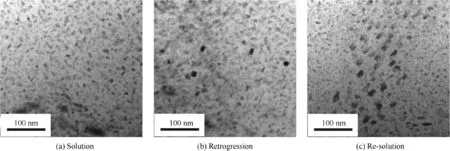
Fig.10 TEM bright field images of specimens with different initial tempers after 6 h of creep aging process.
For the precipitation process of the Al-Zn-Mg-Cu alloy under the CAF condition,the metastable η′phase and stable η phase are main precipitates and formed in the supersaturated aluminum matrix.13Fig.9 shows the TEM bright field images of the specimens with different initial tempers before the creep aging process.Both η′phase and η phase can have an effect on the dislocation movement,so there is not a discussion for distinguishing the kind of precipitates.Fig.9(a)shows no obvious precipitate in the matrix of the alloy with solution temper.One-step aging treatment can take the material into peak-aging temper.Fig.9(b)shows that there are many fine transgranular precipitates with an average radius of 2.8 nm and the number density of precipitate is about 1.7X1018cm-3.Two-step aging treatment promotes material into over-aging temper,as shown in Fig.9(c).The coarse precipitates with an average radius of 4.3 nm uniformly distribute in the matrix,and the number density of precipitate in the over-aged alloy is about 6.3X1017cm-3.Fig.9(d)shows that only part of precipitates of peak-aged material has been dissolved by retrogression treatment.The average radius and number density of precipitate in the retrogression treated alloy are 3.2 nm and 5.5X1017cm-3,respectively.This illustrates that the influence of short-time retrogression treatment on there-dissolution of precipitates is limited.Since the resolution treatment has higher temperature and longer holding time than the retrogression treatment,the precipitates of overaged material can be dissolved largely,and only a little number of precipitates will be remained and coarsened.As shown in Fig.9(e),there are few coarsened precipitates sporadically distributed in the matrix of there-solution treated alloy,and their average radius and number density are 4.8 nm and 7.9X1014cm-3,respectively.
In the creep aging process,due to the precipitation process,the size,amount and distribution of the intragranular precipitates have been greatly changed.Fig.10 shows the intragranular precipitate microstructures of the specimens with different initial tempers after 6 h of the creep aging process.As shown in Fig.10(a),there are a lot of fine precipitates with an average radius of 3.5 nm;obviously,these precipitates in the specimen with solution temper are bigger than those with the peak-aging temper(Fig.9(b))but smaller than that with the over-aging temper(Fig.9(c)).Fig.10(b)presents the microstructure evolution of the retrogression tempered specimen,and all previous intragranular precipitates have been coarsened to an average radius of 4.6 nm.This image clearly shows that after 6 h of the creep aging process,the size of intragranular precipitates of retrogression temper is bigger than that of the solution temper.As shown in Fig.10(c),since most of intragranular precipitates of over-aged material have been dissolved by the previous re-solution treatment,after 6 h of the creep aging process,many new fine precipitates have been re-precipitated in the matrix of there-solution tempered specimen except the previous residual precipitates with big size.In order to quantitatively calculate the size of these fine precipitates,the initial average radius of 4.8 nm,namely of the previous re-solution temper,has been set to a threshold value.Excluding the precipitates which are bigger than the threshold value,the average radius of these new fine precipitates is 2.9 nm.Compared with Fig.10(b),the size of new intragranular precipitates of re-solution tempered specimen is obviously smaller than that of the retrogression tempered specimen after 6 h of the creep aging process.
By comparing the precipitate microstructures of the specimens with three initial tempers after 6 h of the creep aging process in Fig.10,it is shown that the retrogression tempered specimen has the largest intragranular precipitates and there-solution tempered specimen has the most fine intragranular precipitates except few undissolved precipitates with big size.Min et al.32observed the interactions between dislocations and rod-shaped precipitates Mg102.08Zn39.60with a nominal size in the 60–300 nm range.For the precipitates with a radius of less than 10 nm,the TEM observation for the interaction between the moving dislocation and precipitates is very difficult.Although this is not a direct observation of the interaction between precipitates and dislocation,it can be inferred that the specimen of retrogression temper has the best formability because the big sized precipitate has a smaller hindering effect on the dislocation movement.33Since the smaller sized precipitate cannot be bypassed by the moving dislocation,the solution temper and re-solution temper have the poor formability.But there-solution temper has the worst formability due to the fact that its transgranular precipitates have the smallest size.
4.Conclusions
In terms of the creep deformation,stress relaxation and the corresponding microstructure observation,the effects of initial tempers on the CAF formability of an Al-Zn-Mg-Cu alloy have been studied in this work.The main results are as follows.
(1)The initial microstructure observations suggest that the solution tempered specimen has no obvious precipitate in matrix.The transgranular precipitates of the retrogression tempered specimen are a little bigger than those of the peak-aged specimen.The re-solution treatment can dissolve most of precipitates,so there are few precipitates sporadically distributed in there-solution tempered specimen.
(2)The formability of the Al-Zn-Mg-Cu alloy with three initial tempers during creep aging process is investigated by the creep aging and stress relaxation aging tests under simulated CAF conditions.The creep strains and relaxed stresses are verified to describe the formability.Experimental results show that the retrogression temper has the best formability and the worst presents in the resolution temper.
(3)At the steady creep stage under 165°C and 250 MPa,the stress exponents of the Al-Zn-Mg-Cu alloy with solution,retrogression and re-solution tempers are 8.7,7.3 and 9.5,respectively.It can be seen that the CAF of this alloy under given thermal-mechanical conditions is mainly controlled by dislocation creep.
(4)The formability of the Al-Zn-Mg-Cu alloy with various initial tempers during CAF has a close relationship with the corresponding precipitate microstructures.The TEM observations of the specimens after 6 h of the creep aging process show that the retrogression temper has the biggest transgranular precipitates which can minimally inhibit the dislocation movement,thus it has the best formability;the smallest sized transgranular precipitates have the maximum hindering effects on the dislocation movements,so it is the reason for the worst formability of re-solution temper;the solution temper has the middling formability,because its precipitates in the matrix have the medium size between that of the retrogression and re-solution tempers.
Acknowledgements
The research is supported by the National Natural Science Foundation of China for Key Program(51235010),the National Science Fund for Excellent Young Scholars(51522509)of China,Fundamental Research Funds for the Central Universities(3102014KYJD001)of China,the Marie Curie International Research Staff Exchange Scheme(IRSES,MatProFuture,project no:318968)within the 7th EC Framework Programme(FP7)and the ''111quot;Project(B08040).
1.Lam ACL,Shi ZS,Yang HL,Wan L,Davies CM,Lin JG,et al.Creep-age forming AA2219 plates with different stiffener designs and pre-form age conditions:experimental and finite element studies.J Mater Process Technol 2015;215:155–63.
2.Zhan LH,Lin JG,Dean TA.A review of the development of creep age forming:experimentation,modelling and applications.Int J Mach Tool Manu 2011;51(1):1–17.
3.Zheng KY,Zeng XQ,Dong J,Ding WJ.Effect of initial temper on the creep behavior of a Mg–Gd–Nd–Zr alloy.Mater Sci Eng,A 2008;492(1):185–90.
4.Ho KC,Lin J,Dean TA.Constitutive modelling of primary creep for age forming an aluminium alloy.J Mater Process Technol 2004;153–154(1):122–7.
5.Li C,Wan M,Wu XD,Huang L.Constitutive equations in creep of 7B04 aluminum alloys.Mater Sci Eng,A 2010;527(16):3623–9.
6.Zhan LH,Lin J,Dean TA,Huang MH.Experimental studies and constitutive modelling of the hardening of aluminium alloy 7055 under creep age forming conditions.Int J Mech Sci 2011;53(8):595–605.
7.Zhang J,Deng YL,Zhang XM.Constitutive modeling for creep age forming of heat-treatable strengthening aluminum alloys containing plate or rod shaped precipitates.Mater Sci Eng,A 2013;563(7):8–15.
8.Jeshvaghani RA,Emami M,Shahverdi HR,Hadavi SMM.Effects of time and temperature on the creep forming of 7075 aluminum alloy:Springback and mechanical properties.Mater Sci Eng,A 2011;528(29–30):8795–9.
9.Jeshvaghani RA,Shahverdi HR,Hadavi SMM.Investigation of the age hardening and operative deformation mechanism of 7075 aluminum alloy under creep forming.Mater Sci Eng,A 2012;552(9):172–8.
10.Kowalewski ZL,Hayhurst DR,Dyson BF.Mechanisms-based creep constitutive equations for an aluminium alloy.J Strain Anal 1994;29(4):309–16.
11.Lin J,Liu Y,Dean TA.A review on damage mechanisms,models and calibration methods under various deformation conditions.Int J Damage Mech 2005;14(4):299–319.
12.Ho KC,Lin J,Dean TA.Modelling of springback in creep forming thick aluminum sheets.Int J Plast 2004;20(4–5):733–51.
13.Lin J,Ho KC,Dean TA.An integrated process for modelling of precipitation hardening and springback in creep age-forming.Int J Mach Tool Manu 2006;46(11):1266–70.
14.Guo W,Yang M,Zheng Y,Zhang XS,Li H,Wen XY,et al.Influence of elastic tensile stress on aging process in an Al–Zn–Mg–Cu alloy.Mater Lett 2013;106(9):14–7.
15.Lin YC,Jiang YQ,Chen XM,Wen DX,Zhou HM.Effect of creep-aging on precipitates of 7075 aluminum alloy.Mater Sci Eng,A 2013;588(12):347–56.
16.Zhan LH,Li YG,Huang MH.Effects of process parameters on mechanical properties and microstructures of creep aged 2124 aluminum alloy.Trans Nonferrous Met Soc China 2014;24(7):2232–8.
17.Xu DK,Rometsch PA,Birbilis N.Improved solution treatment for an as-rolled Al–Zn–Mg–Cu alloy.Part I.Characterisation of constituent particles and overheating.Mater Sci Eng,A 2012;534(2):234–43.
18.Xu DK,Rometsch PA,Birbilis N.Improved solution treatment for an as-rolled Al–Zn–Mg–Cu alloy.Part II.Microstructure and mechanical properties.Mater Sci Eng,A 2012;534(2):244–52.
19.Oliveira Jr AF,Barros MC,de Cardoso KR,Travessa DN.The effect of RRA on the strength and SCC resistance on AA7050 and AA7150 aluminium alloys.Mater Sci Eng,A 2004;379(1–2):321–6.
20.RedaY,Abdel-Karim R,Elmahallawi I.Improvements in mechanical and stress corrosion cracking properties in Al-alloy 7075 via retrogression and reaging.Mater Sci Eng,A 2008;485(1–2):468–75.
21.Lin JC,Liao HL,Jehng WD,Chang CH,Lee SL.Effect of heat treatmentson the tensile strength and SCC-resistance of AA7050 in an alkaline saline solution.Corros Sci 2006;48(10):3139–56.
22.Viana F,Pinto AMP,Santos HMC,Lopes AB.Properties in Alalloy 7075 via retrogression and reaging microstructural characterization.J Mater Process Technol 1999;92–93:54–9.
23.Feng C,Liu ZY,Ning AL,Liu YB,Zeng SM.Retrogression and re-aging treatment of Al-9.99%Zn-1.72%Cu-2.5%Mg-0.13%Zr aluminum alloy.Trans Nonferrous Met Soc China 2006;16(5):1163–70.
24.Guyot P,Cottignies L.Precipitation kinetics,mechanical strength and electrical conductivity of AlZnMgCu alloys.Acta Mater 1996;44(10):4161–7.
25.Chen JF,Jiang JT,Zhen L,Shao WZ.Stress relaxation behavior of an Al–Zn–Mg–Cu alloy in simulated age-forming process.J Mater Process Technol 2014;214(4):775–83.
26.Wang H,Wang QD,Yin DD,Yuan J,Ye B.Tensile creep behavior and microstructure evolution of extruded Mg–10Gd–3Y–0.5Zr(wt%)alloy.Mater Sci Eng A 2013;578:150–9.
27.Taleff EM,Hector Jr LG,Bradley JR,Verma R,Krajewski PE.The Effect of stress state on high temperature deformation of finegrained AA5083 sheet.Acta Mater 2009;57(9):2812–22.
28.Mostafa MM,Al-Ganainy GS,El-Khalek AMA,Nada RH.Steady-state creep and creep recovery during transformation in Al–Zn alloys.Physica B 2003;336(3–4):402–9.
29.Mahmudi R,Roumina R,Raeisinia B.Investigation of stress exponent in the power-law creep of Pb–Sb alloys.Mater Sci Eng,A 2004;382(1):15–22.
30.Sha G,Cerezo A.Early-stage precipitation in Al–Zn–Mg–Cu alloy(7050).Acta Mater 2004;52(15):4503–16.
31.Buha J,Lumley RN,Crosky AG.Secondary ageing in an aluminium alloy 7050.Mater Sci Eng,A 2008;492(1–2):1–10.
32.Min J,Hector Jr LG,Lin J,Carter JT,Sachdev AK.Spatiotemporal characteristics of propagative plastic instabilities in a rare earth containing magnesium alloy.Int J Plast 2014;57(1):52–76.
33.Guo W,Guo JY,Wang JD,Yang M,Li H,Wen XY,et al.Evolution of precipitate microstructure during stress aging of an Al-Zn-Mg-Cu alloy.Mater Sci Eng,A 2015;634:167–75.
Lei Chaois a Ph.D.candidate at School of Materials Science and Engineering,Northwestern Polytechnical University.His area of research includes experimental research and computer simulation of the creep age forming for complex integral panel of high strength aluminum alloy.
Yang Heis the ''Cheung Kongquot;chair professor,Ph.D.supervisor and chairman of the Department of Materials Forming and Control Engineering at School of Materials Science and Engineering,Northwestern Polytechnical University. His area of research includes experimental research and computer simulation of the creep age forming and multi-scale modeling and simulation.
Li Hengis a professor and Ph.D.supervisor at School of Materials Science and Engineering,Northwestern Polytechnical University.His main research interests are precise forming of large-scale complex thin-walled lightweight components and multi-scale modeling and simulation.
6 November 2015;revised 29 January 2016;accepted 3 March 2016
Available online 27 August 2016
Al-Zn-Mg-Cu alloy;
Creep age forming;
Formability;
Initial temper;
Precipitate
©2016 Chinese Society of Aeronautics and Astronautics.Production and hosting by Elsevier Ltd.This is an open access article under the CCBY-NC-ND license(http://creativecommons.org/licenses/by-nc-nd/4.0/).
*Corresponding authors.Tel.:+86 29 88495632
E-mail addresses:yanghe@nwpu.edu.cn(H.Yang),liheng@nwpu.edu.cn(H.Li).
Peer review under responsibility of Editorial Committee of CJA.
 CHINESE JOURNAL OF AERONAUTICS2016年5期
CHINESE JOURNAL OF AERONAUTICS2016年5期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- Design and experimental performance verification of a thermal property test-bed for lunar drilling exploration
- Plastic deformation analysis and forming quality prediction of tube NC bending
- Tool wear during high speed turning in situ TiCp/TiBwhybrid reinforced Ti-6Al-4V matrix composite
- Comparative investigation on high-speed grinding of TiCp/Ti–6Al–4V particulate reinforced titanium matrix composites with single-layer electroplated and brazed CBN wheels
- High-cycle fatigue behavior of Co-based superalloy 9CrCo at elevated temperatures
- Multi-state autonomous drilling for lunar exploration