
正交试验、统计分析在纺纱质量控制中的应用
2016-11-22 10:57:05刘必英
纺织器材 2016年5期
刘必英
(天津工业大学 纺织工程系,天津 300382)
正交试验、统计分析在纺纱质量控制中的应用
刘必英
(天津工业大学 纺织工程系,天津 300382)
为了使纺纱企业的内部管理做精、做细,将终端产品做实,从介绍正交试验法和数理统计着手,以梳棉机系列工艺试验优化为例,阐述正交试验、统计分析在纺纱质量控制中的应用;从其方法选择、工具运用、数理分析及成效验证等方面,详细说明纺纱厂质量控制方法。指出:科学运用统计工具收集有效的试验数据并进行数理分析,对纺纱质量管理和控制至关重要;纺纱企业要结合自身特点,精细化内部管理,才能获得发展空间。
正交试验;统计分析;马克隆值;质量控制;梳棉
1 试验方法的选择
在纺纱生产和质量控制中,常常会遇到各种难题,而要解决这些问题,正常的流程分4步:第1步,分析问题产生的原因,并设计解决问题的试验方案;第2步,归纳试验数据并总结出解决难题的主要原因;第3步,对每条原因进行剖析,利用不同的统计方法与手段(如鱼刺图)进行排查并制定措施;第4步,逐条落实措施、跟踪解决并形成规范化制度,达到彻底解决问题的目的。在这里笔者着重介绍分析问题前如何选择试验方法。在生产中,有些工程技术人员往往忽略此问题的重要性,然而,试验方法的选择是否合理,直接影响问题分析的准确性和原因分析效果的好坏[1-2]。
一般而言,对于因素少的问题,如单因素或双因素,试验设计、实施与分析都比较简单,大多都会选择全面试验法,不但分析细致,而且步骤简单、人力和物力成本小;然而在实际工作中,遇到的问题常常很复杂,就试验因子而言,往往有3个或3个以上,此时若进行全面试验,次数多且囿于试验条件而难以开展。目前正交试验法已有效解决了这一难题,其实质是多水平、多因素、高效率的试验设计方法,其在多因素试验上的优势不言而喻,详见表1。
表1 试验方法优劣比较
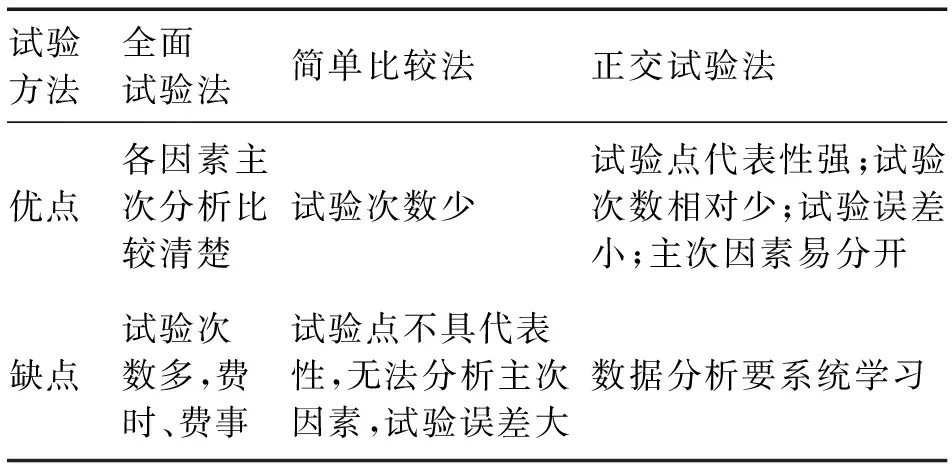
试验方法全面试验法简单比较法正交试验法优点各因素主次分析比较清楚试验次数少试验点代表性强;试验次数相对少;试验误差小;主次因素易分开缺点试验次数多,费时、费事试验点不具代表性,无法分析主次因素,试验误差大数据分析要系统学习
2 数理统计解读
2.1 质量控制流程
试验设计实际包括两部分内容:一是怎样安排试验,即试验方法的选择;二是试验结果的分析与处理,即如何利用试验数据找寻影响的主次因和规律。在质量管理控制过程中,需要对试验数据进行整理、分析,获得有关产品质量或生产状态的信息,从而发现产品存在的质量问题及其产生原因。
有目的地安排各类试验,收集有关质量数据,并对数据进行分析以便对产品的设计、工艺进行改进,保证和提高产品质量。因此,整个质量控制应是一个闭环的管理过程,具体质量控制体系可按如下步骤进行:① 确定拟控制的质量对象及特征值;② 规定控制对象的标准和控制极限;③ 制定或选择控制的方法和手段;④ 测量实际数据;⑤ 比较实际数据与预期值之间的差异,说明产生这一差异的原因,若出现质量控制数据超出预定的判据时,报警系统发出信号;⑥ 采取纠错行动,从人员、方法、设备、材料、测量、环境6个方面解决差异,恢复正常控制。
2.2 数理统计
在全面质量管理中,无论何时、何处都会用到数理统计方法。质量是制造出来的,不是检验出来的,因此,质量控制应该预防为主,是应用数理统计技术对过程中的各个阶段进行评估和监控,以满足产品和服务需求的质量一致性的过程。有效地实施、应用数理统计过程控制可以及时发现问题,采取适当措施,在问题发生之前,消除或降低问题带来的损失;统计过程控制可将生产线的检验结果带入统计分析,及时发现并排除造成过程不稳定的因子,将生产制造的数据套入常态分配原理,预估不良品的产出概率,了解产品潜在的变异,采取可靠的预防性措施来提升企业质量管控过程的能力。
统计工具及数理统计方法在质量控制中有广泛的用途,是相辅相成的,试验数据由统计工具采集,而采集到的数据又运用数理统计方法进行分析。
3 解析皮棉正交试验及数理分析
3.1 正交试验分析的具体步骤
正交试验分析的具体步骤为:① 分别计算四因素(ABCD)在三个水平下3次试验指标之和,再求平均值;② 用每个因子对应的最大值减去最小值得到不同的极差,比较极差大小可以得出每个因子对指标影响的大小,极差越大,表明该极差对应的因子对指标的影响越大;③ 若要求指标越大越好,则按因子的影响大小,依次从各因子对应的平均值中找出最大对应水平,保证该指标的各因子处于最佳水平组合,反之亦然。
3.2 梳棉工艺正交试验及统计分析3.2.1 原料情况
100%新疆皮棉,马克隆值平均为4.65(本批原棉马克隆值明显偏高、差异大,为4.30~4.95),长度为28.6 mm,纤维强力为29.9 cN/tex,16 mm及以下短绒含量为10.7%,棉结为89粒/g。
3.2.2 梳棉工艺正交试验方案及分析
本次攻关的目的是在梳棉机现有器材配置(新包棉型针布)的基础上,通过优化上机工艺参数达到控制生条棉结和成纱质量的目的[3]。
表2为以梳棉机主要梳理工艺参数为四因素、设计三种不同水平的试验方案。
表3为梳棉机梳理工艺参数四因素、三水平设计方案的正交试验表。
表4为正交试验四因素极差分析。
从表4测试的AFIS数据可以看出,在第5组的工艺组合下生条数据较好(58粒),即锡林—盖板隔距为0.31 mm×0.28 mm×0.28 mm×0.28 mm×0.31 mm、锡林—刺辊速比为2.64,锡林后罩板上口隔距为1.26 mm、前固定盖板隔距为0.35 mm×0.31 mm×0.28 mm组合下,生条棉结指标较好;但这只是初步分析,还需根据方差、极差等分析方法来进一步验证确认。从表4中极差值可以看出,
表2 因素水平分布

水平因素A:锡林—盖板隔距/mmB:锡林—刺辊速比C:锡林后罩板上口隔距/mmD:前固定盖板隔距/mm10.28×0.24×0.24×0.24×0.282.441.100.35×0.31×0.2820.31×0.28×0.28×0.28×0.312.641.200.39×0.35×0.3130.35×0.31×0.31×0.31×0.352.841.260.43×0.39×0.35
表3 梳棉机工艺正交试验表
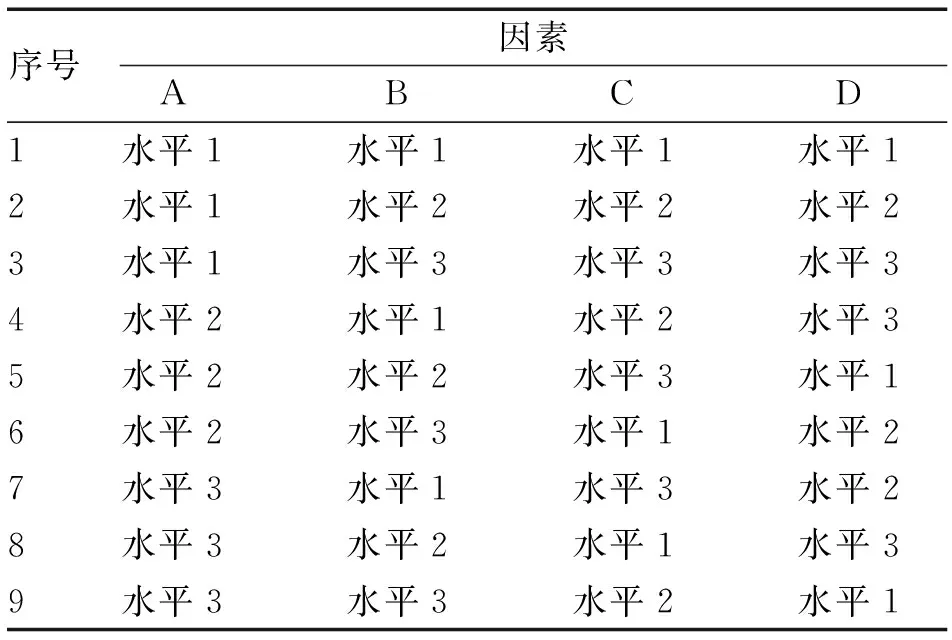
序号因素ABCD1水平1水平1水平1水平12水平1水平2水平2水平23水平1水平3水平3水平34水平2水平1水平2水平35水平2水平2水平3水平16水平2水平3水平1水平27水平3水平1水平3水平28水平3水平2水平1水平39水平3水平3水平2水平1
表4 正交试验因素极差分析

水平因素ABCDAFIS棉结/粒1水平1水平1水平1水平1662水平1水平2水平2水平2683水平1水平3水平3水平3824水平2水平1水平2水平3645水平2水平2水平3水平1586水平2水平3水平1水平2647水平3水平1水平3水平2758水平3水平2水平1水平3689水平3水平3水平2水平170H172686665H262656769H371727269极差10764
A>B>C>D,即四因素中,锡林—盖板隔距因素对生条棉结的影响最大,然后是锡林—刺辊速比,再是锡林后罩板上口隔距,最后是前固定盖板隔距。由于生条棉结指标越小越好,根据表中各水平平均值分析,锡林—盖板隔距因素中选择水平2的0.31 mm×0.28 mm×0.28 mm×0.28 mm×0.31 mm,锡林—刺辊速比选择水平2的2.64,锡林后罩板上口隔距选择水平1的1.10 mm,前固定盖板隔距选择水平1的0.35 mm×0.31 mm×0.28 mm为好。
3.2.3 梳棉机正交试验成纱质量验证
为了检验梳棉机工艺正交试验选择的参数是否达到优化工艺的目的,将由此生产的生条在18.2 tex和14.6 tex两个品种上进行试纺,成纱质量见表5,结果达到预期目标[4]。
表5 皮棉纺18.2 tex和14.6 tex成纱质量对比

品种/texCF18.2CF14.6管纱筒纱管纱筒纱强力/cN295.6310.2249.0255.3强力CV/%6.58.17.57.9伸长率/%5.36.45.65.2条干CV/%10.8011.0011.2011.40CVb/%1.71.42.01.8细节(-40%)/(个·km-1)12132026细节(-50%)/(个·km-1)0000粗节(+35%)/(个·km-1)42455565粗节(+50%)/(个·km-1)1133棉结(+140%)/(个·km-1)39425563棉结(+200%)/(个·km-1)781012毛羽H3.353.953.113.36
4 结语
纺纱企业要坚定信念,结合企业自身特点,将内部管理做精、做细,纱线做实,还是有发展空间的。我公司在皮棉原料马克隆值差异大的情况下,从梳棉机工艺参数入手,利用正交试验和统计分析等多重手段,找出主因、优化工艺,纺出优质原纱满足客户要求,确保了企业的竞争实力。其实,正交试验在质量管理中应用广泛,但在纺织厂里能有效运用这一统计分析工具的工程技术人员很少。更有甚者,试验做了不少,但最终放弃或不能得出结论的很多,耗用了企业大量的资源。因此,科学地运用统计工具收集有效的试验数据并进行数理分析对纺纱质量管理和控制是至关重要的。
[1] 《棉纺手册》编写组.棉纺手册[M].3版.北京:中国纺织出版社,2004.
[2] GB/T 4882—2001,数据的统计处理和解释正态性检验[S].
[3] 郁崇文.纺纱工艺设计与质量控制[M].北京:中国纺织出版社,2005.
[4] 舒桂英.回归统计技术对色纺纱常发性纱疵与条干关系的研究[J].山东纺织科技,2014(2):26-29.
Application of Orthogonal Test and Statistical Analysis in Spinning Quality Control
LIU Biying
(The Textile Engineering Dept.Tianjin Polytechic University,Tianjin 300382,China)
To do a fine job with meticulous attention in internal management of a spinning enterprise,and to make the terminal products second to none,sampling the optimization of series process test of the card starting with the introduction of orthogonal experimental method and mathematical statistics,description is done to the orthogonal test and statistical analysis of application in spinning quality control including the choice of the method,tools,mathematical performance analysis and verification to the series of experiments of the card in a detailed description of spinning quality control method.It is pointed out that the scientific use of statistical tools to effectively collect the test data and the mathematical analysis is crucial to spinning quality management and control.Spinning enterprises which need some development space must combine their own characteristics and fine internal management.
orthogonal test;statistical analysis;micronaire value;quality control;carding
2016-08-04
刘必英(1966—),男,江苏盐城人,教授级高工,主要从事纺织工艺、企业管理等方面的研究。
TS101.9
B
1001-9634(2016)05-0064-03
猜你喜欢
棉纺织技术(2023年11期)2023-12-26 17:00:21
纺织科学研究(2023年12期)2023-12-19 12:36:32
纺织器材(2020年5期)2020-12-21 04:05:10
东坡赤壁诗词(2020年5期)2020-11-06 07:33:43
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25 02:27:04
机械工程与自动化(2020年1期)2020-03-22 03:30:14
棉纺织技术(2019年10期)2019-10-22 10:55:40
纺织科技进展(2019年4期)2019-04-30 06:31:06
棉纺织技术(2019年4期)2019-04-10 09:21:58
现代纺织技术(2015年2期)2015-02-28 14:03:16
