PA66黑芯切片的产生原因分析与控制
2016-11-21 06:08王磊
产业用纺织品 2016年8期
王 磊
平顶山神马工程塑料有限责任公司,河南 平顶山 467000
PA66黑芯切片的产生原因分析与控制
王 磊
平顶山神马工程塑料有限责任公司,河南 平顶山 467000
针对间歇法合成PA66树脂实际生产中出现的黑芯切片问题,从聚合过程和造粒系统两方面对PA66黑芯切片的产生原因进行分析,并给出控制和预防措施。
PA66树脂,黑芯切片,控制
PA66树脂作为聚酰胺树脂的品种之一,具有优良的耐受性能、易改性(如添加Mg基阻燃剂来改善阻燃性、与聚烯烃接枝共聚来提高韧性等),用途十分广泛[1]。粒状PA66树脂,即PA66切片,其品质分为内在和外在两个方面[2]。内在品质是指物化性能,主要取决于添加剂种类及性能;而外在品质是指外观形状和大小、气泡和黑芯等,主要取决于各项工艺参数的执行情况和各设备的运行及保养状况等。PA66切片的外在品质要求粒子规整、大小均匀、晶莹饱满,无气泡和黑芯现象,无棱角带尾现象,无松散和粘连现象[3],以保证树脂产品的包装、运输及下游企业使用。其中,PA66黑芯切片的数量对下游企业中纺丝工序的影响最大。
若PA66黑芯切片的数量多,将使得PA66树脂熔融后所形成的纺丝液通过纺丝组件的过滤装置时负担加重,加速其堵塞,纺丝时易出现飘丝、毛丝和弱丝,导致化纤企业在拉伸工序中出现断头,以及纺黏法锦纶非织造布企业在成网工序中出现纤网不匀[4]。另外,在PA66树脂的合成过程中一旦检测到出现大量PA66黑芯切片,会在一段时间内持续发生。现在相关企业虽然使用了PA66黑芯切片筛选装置,但耗时耗力。因此,为了树脂厂家、化纤厂家及非织造布厂家的利益,在PA66树脂的生产过程中要尽可能地预防并减少PA66黑芯切片的产生。
1 PA66黑芯切片的产生原因
平顶山神马工程塑料有限责任公司采用间歇法和连续法制备原生PA66树脂。其中,连续法为间歇法的优化。间歇法由于是批量合成,具有易控产品质量、易更改PA66树脂牌号、易开停车等优势,所以仍是合成PA66树脂的首选方法。间歇法制备PA66树脂是采用PA66盐溶液,经过聚合过程(浓缩槽和聚合釜)和造粒系统,再经干燥、检测、包装,得到各种牌号的PA66切片。下面从聚合过程和造粒系统两方面对PA66黑芯切片的产生原因进行分析。
1.1 聚合过程
间歇法制备PA66树脂的聚合过程如图1所示。采用质量分数为50%的PA66盐溶液和添加剂(消泡剂、增韧剂等),分别经过计量装置、过滤器后进入浓缩槽;浓缩槽和管式加热器(蒸汽)在自流循环(分为六个阶段:等待、加热、浓缩、添加、过热和排料入釜阶段)的作用下使水分挥发而得到质量分数为80%的PA66盐溶液,并与添加剂混合;质量分数为80%的PA66盐溶液依据造粒系统的时间安排,借助重力按时进入聚合釜进行聚合(分为七个阶段:等待、进料、加热、预聚、减压、完成和切粒排料阶段);然后,聚合形成的具有一定黏度的熔体进入造粒系统。在间歇法制备PA66树脂的整个聚合过程中,黑芯切片的产生主要源于PA66盐溶液、添加剂的品质及浓缩槽和聚合釜的料液位波动。
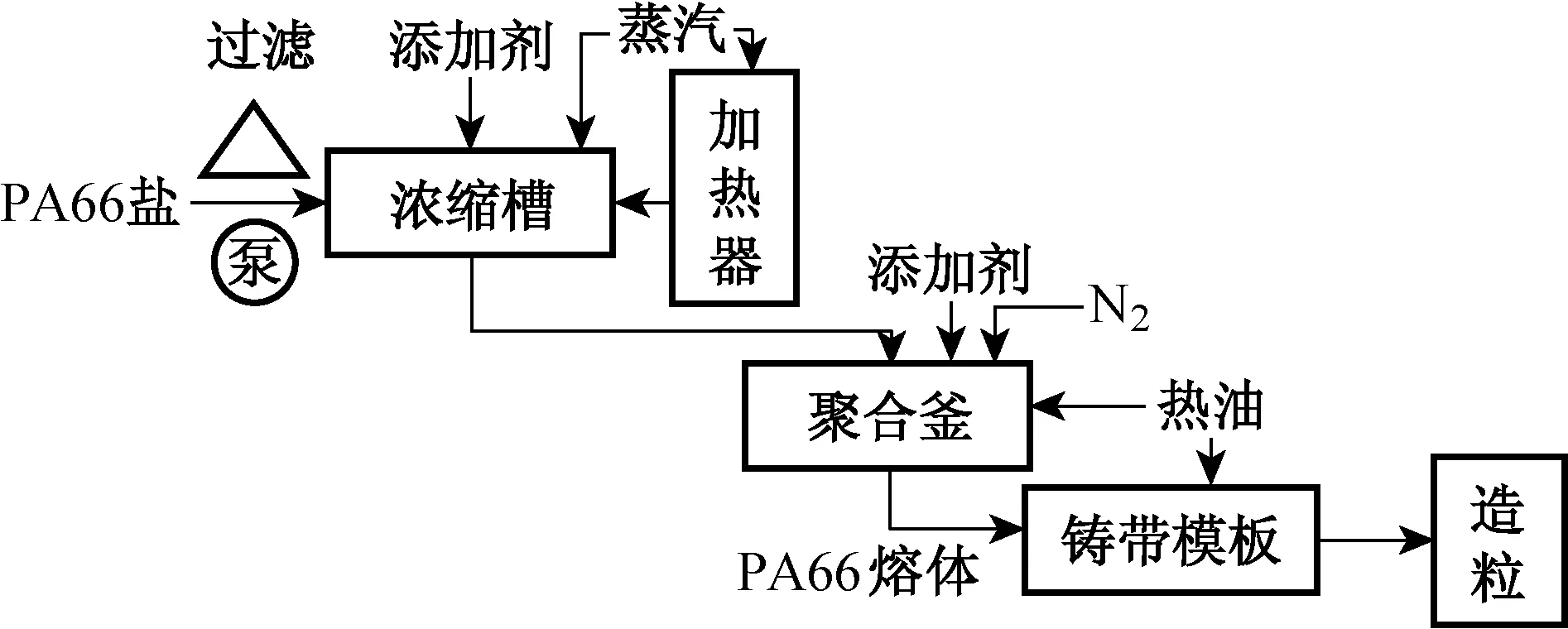
图1 间歇法制备PA66树脂的聚合过程示意
1.1.1 盐溶液、添加剂的品质
盐溶液的品质(pH值、UV值及聚合度等)直接影响到PA66树脂产品的各项物理、化学性能。同时,无论是固态还是液态PA66盐,在运输、溶解过程中都会混入一些杂质,如机械杂质、水中杂质及包装碎屑等。所以,应在物料源头上加以控制,再采用过滤装置,尽可能杜绝杂质混入盐溶液中而产生黑芯切片。
添加剂的种类不同导致生产出各种不同牌号的PA66树脂。添加剂可以与盐溶液混合后加入浓缩槽,或在浓缩槽浓缩一段时间后加入,或在聚合釜的预聚阶段加入。然而,添加剂在调配时易混入杂质,个别添加剂在水中会产生易聚沉等现象。这些杂质可以通过浓缩槽前的过滤装置等加以排除,效果非常好。但随着大量杂质不断被过滤,不仅齿轮泵的负荷急剧加大,而且添加剂的聚沉部分未完全加入,从经济和安全方面考虑都不可取。所以,应依据各种牌号的PA66树脂的生产要求,调配新鲜的添加剂溶液并安装控制搅拌器。
另外,在每种不同牌号的PA66树脂的生产过程中需要添加1~5类不同的添加剂(如XIAMETER®ACP-0544消泡剂、HAc、H610等),各批次生产的PA66树脂的牌号也不尽相同。如图2所示,添加剂在输送过程中会带入一些缓冲罐和浓缩槽的平衡管线上积攒的上一批次生产中的其他添加剂因高温而分解所产生的杂质,这很可能会导致PA66黑芯切片的产生。
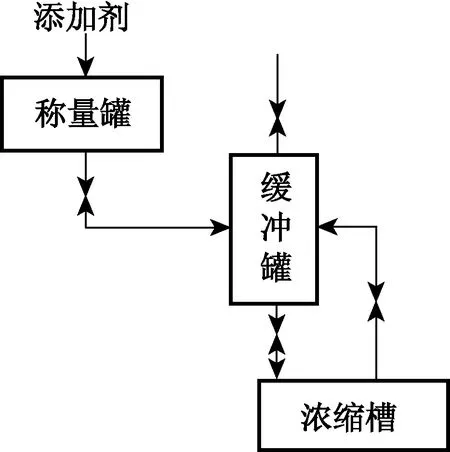
图2 间歇法制备PA66树脂中添加剂加入浓缩槽示意
1.1.2 浓缩槽和聚合釜的料液位波动
料液位波动主要有:①局部物料在自流循环(蒸汽加热)作用下因受热沸腾而引起的料液位波动;②聚合过程中因为加热介质THERMINOL®66合成导热油(其应用温度范围为-7~350 ℃)时出现温度过高,导致物料暴沸所引起的料液位波动。这种波动使得浓缩槽和聚合釜中的料液位在很短的时间内迅速上升或下降。尤其在浓缩槽和聚合釜的进料阶段,刚进入的少量物料因受热不匀,会沸腾起泡而产生虚假上升料液位;在聚合釜的预聚阶段,搅拌器启动,料液位小幅度上升,若受热不匀,也会沸腾起泡而出现虚假上升料液位;开停车时的头尾批次料,会因管道存料不同而产生虚假上升或下降料液位。
某一批次的浓缩槽和聚合釜的料液位波动为上升,具有一定黏度的少量半成品物料黏附在正常料液位以上的浓缩槽/聚合釜壁上,随着聚合过程的进行,水分越来越少,浓缩槽/聚合釜壁上的聚合物就会越来越干燥,最终因受热不匀及过度受热而变成黑色的炭化物。产生料液位波动的批次数一旦过于频繁,在这种大幅度的料液位波动下产生的黑色炭化物的面积大、数量多,固化后会脱落至料液中,经造粒系统后则会产生大量的PA66黑芯切片。
同理,某一批次的料液位波动为下降,则高于低料液位的上一批次残余的少量黏度等指标达到要求的熔体又经历一次或多次聚合过程,起皮脱落或受
到振动而进入物料中,也会产生大量的PA66黑芯切片。
聚合过程是PA66切片生产的重要过程,一旦在该过程中产生黒芯切片,就会连续出现很长一段时间,直接影响PA66切片的外在品质,黑芯切片数量多时会导致PA66切片成为等外品,极大地影响经济和社会效益。因此,在聚合过程中,必须提前做好预防黑芯切片产生的措施,将损失降到最低。
1.2 造粒系统
间歇法制备PA66树脂的造粒系统工艺过程如图3所示。PA66熔体在聚合釜内生成,在0.4~0.7MPa的N2(氮气)作用下,经铸带模板分股喷出,形成铸带条;铸带条经导流板,由溢流水、喷淋水冷却固化并输送,再由引料辊送入切割室(由动刀、定刀和引料辊组成),生成粒状PA66树脂;粒状PA66树脂送入干燥器除湿后,通过振动筛选择并检测合格后送入成品料仓包装。

图3 间歇法制备PA66树脂的造粒系统工艺过程示意
间歇法制备PA66树脂的造粒系统工艺过程是一个复杂的过程,所制成的PA66树脂的外在品质受到切粒机的切刀、铸带模板、切粒水(溢流水、喷淋水及输送水)的温度和清洁情况等因素的影响[5]。其中,铸带模板和溢流水的清洁情况是导致产生PA66黑芯切片的主要原因。
1.2.1 铸带模板
铸带模板是水下造粒系统的重要组成部分之一,是聚合过程和造粒系统的连接处,其稳定安全运行决定着铸带条的流畅性等,进而影响PA66树脂的外观品质。尤其是铸带模板的加热是否均匀直接影响着PA66熔体能否顺利、均匀地通过铸带模板的成型通道。若温度控制不均匀,会造成部分铸带条的流速不均匀,切粒后的PA66切片会长短不一、不规则颗粒增多,即出现异型切片,严重时会堵塞成型通道,影响铸带模板背面的高温物料的压力分布。因而,切粒前约1h要对聚合釜加热盲区——铸带模板进行均匀的加热(一般采用电炉丝板),以保证成型通道顺畅。由于铸带模板的电加热(目的是保证质量分数为80%的盐溶液不结晶)和聚合釜内的聚合反应加热(目的是保证正常聚合反应)有着本质的区别,所以进入聚合釜底部铸带模板的质量分数为80%的盐溶液未参加聚合反应,即为切片头料。为保证切片的内在品质,要将切片头料直接排到造粒系统以外(约排头料3kg)。铸带模板排完头料后,铸带模板整体未使用脱落清洗剂(如脱模剂)清洗干净,残余物在高温烘烤下变成黑色炭化物,熔体物料从铸带模板喷出后,黏附在铸带条上形成黑芯铸带条,经切粒形成黑芯切片。图4中,(a)为全部黑芯铸带条,(b)为部分黑芯铸带条,(c)为1~2根黑芯铸带条。

图4 铸带模板喷流铸带条示意
1.2.2 溢流水
溢流水由切粒机启动板上的翻板顶部流下,其作用包括:①冷却铸带条;②借助水向下流的势能将铸带条沿导轨冲下,防止产生PA66异型切片(并条切片或长条切片),同时将铸带条与启动板隔开。
溢流水的杂质情况也是导致PA66黑芯切片产生的原因。铸带模板喷流出来的铸带条首先被切粒机启动板承接,由溢流水初步冷却和输送,再经导流板,送入切割室。若溢流水中的杂质含量多,直接黏附在铸带条上形成黑芯铸带条,经切粒则得到PA66黑芯切片,如图5所示。

图5 溢流水输送冷却铸带条示意
因此,为了保证PA66切片的外在品质,在水下造粒系统的工艺过程中,也必须做好预防PA66黑芯切片产生的措施。
2 PA66黑芯切片的预防
在生产实践中发现,PA66黑芯切片在某一批次出现后,会连续多批次地出现,导致PA66树脂由优等品降为等外品,由此造成的经济损失巨大。要想杜绝PA66黑芯切片的产生,唯一的出路就是预防控制。
2.1 聚合过程
2.1.1 盐溶液和添加剂
在盐溶液的输送过程中加强监管,防止杂质混入盐液内。输送管及其管线上的过滤装置应定期清洗。另外,应依据各种牌号的PA66树脂的生产时间安排和各项要求,调配新鲜的添加剂溶液并安装控制搅拌器;添加剂的输送和称量器具、缓冲罐和平衡管,要在调整PA66树脂牌号前清洗干净(采用脱盐水冲洗)。
2.1.2 保证料液位稳定
如料液位频繁波动,PA66黑芯切片的形成是不可能避免的,所以要保证料液位稳定。从实践经验看,只要工艺参数稳定,浓缩槽和聚合釜有大的有效容积,料液位就能够维持在一个很稳定的范围内。同时,现在企业的供料取消了串级控制,料液位与进料量无关,而且企业采用双道线路,设备故障和停电引起的料液位波动几乎不存在,由局部受热引起的“暴沸”而导致的料液位波动是最主要的。所以要严格控制各项温度指标,一旦出现料液位波动,迅速将DCS控制由自动调为手动[6],调低温度,等待料液位自行回落。
2.1.3 水洗和己内酰胺洗涤
如果存在小范围的料液位波动,则产生炭化物是不可避免的。从实际生产中的观察来看,大约半年时间就会在聚合釜的正常液面以上形成一层薄薄的炭黑层,而浓缩槽内的形成则稍慢一些。时间越长,炭黑层越黑越厚。若不是连续批次的物料在浓缩槽和聚合釜顶部不断地流过,炭黑层的形成不需要3个月。为了不让炭黑层变厚,一般隔一段时间要加以去除,停车时(可选择大修期间)采用水洗和己内酰胺洗涤浓缩槽和聚合釜。为了让每次进入聚合的炭黑尽可能地少,以免产生PA66黑芯切片,一般6个月清洗1次聚合釜、10个月清洗1次浓缩槽,每次进行2~3次水洗和1~2次己内酰胺洗涤。
2.2 造粒系统
在水下造粒系统中,PA66黑芯切片的产生源自铸带模板和溢流水的杂质情况。所以在切粒时,既要保证铸带模板受热均匀,也要在铸带模板排完头料后使用脱落清洗剂(如脱模剂)将铸带模板上的因高温烘烤残余物形成的黑色炭化物等清洗干净,使PA66熔体从铸带模板喷出后形成透明的铸带条。
PA66熔体从铸带模板喷出后形成的铸带条首先接触溢流水,所以要保证溢流水中的杂质(如漂浮物、粉末等)在可控范围内,以预防PA66黑芯切片的产生。
3 结语
总之,为了预防PA66黑芯切片的产生,要做好以下工作:
(1) 严格执行各阶段的工艺指标(尤其是温度),减少浓缩槽和聚合釜的料液位波动;一旦出现波动,迅速将DCS控制由自动调为手动,调低温度,等待料液位自行回落。
(2) 停车大修时认真检查浓缩槽/聚合釜壁上是否有炭化物,进行必要的清除。
(3) 铸带模板的温度低时,PA66熔体流动性差,阻力增加,导致铸带模板孔喷出的铸带条时粗时细,形成粒度不均匀的PA66异型切片;但温度过高,易出现炭化粒子污染物料,直接形成PA66黑芯切片。一般来说,温度宜控制在270℃左右。另外,要在切粒前确保铸带模板、溢流水及喷淋水、输送水清洁。
(4) 保证PA66盐溶液和添加剂品质优且新鲜,及时清洗输送管线及过滤装置等,定期对浓缩槽和聚合釜进行水洗和己内酰胺洗涤。
在实际生产过程中,还有聚合釜的加热介质——热油渗漏到PA66熔体内、各装置的泵用机油漏至物料中等情况,都可能会引起大量的PA66黑芯切片产生。所以,在任何情况下,如果在切粒后检测到大量的PA66黑芯切片,必须在最短的时间内将本批次切片直接送往包装仓,切忌不能送入混合料仓,以免大量的黑芯切片和优等品切片混合后造成整个批次切片降为等外品;然后进行原因分析和监控,并采取相关措施,控制PA66黑芯切片的产生。
[1] 邓如生,魏运方,陈步宁.聚酰胺树脂及其应用[M].北京:化学工业出版社,2002.
[2] [波兰]J.欧班斯基,W.瑟温斯基,K.杨尼斯卡,等.陈本明,张德和,译.合成聚合物与塑料分析手册[M].北京:化学工业出版社,1982.
[3] 陈俊锋,张广华,陈纪周,等.造粒系统对尼龙66树脂粒子形状的影响[J].工程塑料应用,2008,36(10):56-57.
[4] 郭秉臣.非织造材料与工程学[M].北京:中国纺织出版社,2010.
[5] 谢守民,杨前华,常佩璋.尼龙66在线改性生产工艺开发及应用[J].工程塑料应用,2008,36(7):33-35.
[6] 王敬,牛淑静.PA66切片生产中的DCS控制系统[J].化工装备技术,2008,29(5):65-67.
Analysis and control of origination of PA66 resin black slices
WangLei
Pingdingshan Shenma Engineering Plastic Co.,Ltd.,Pingdingshan 467000,China
On the detected black slices in the actual production of batch synthesis of PA66 resin,the origination which led to PA66 black slices was analyzed from polymerizing process and dicing system,and the control and prevention measures were given.
PA66 resin,black slice,control
2015-12-30
王磊,男,1985年生,工程师,主要从事PA66树脂生产与研发及合成树脂生产工艺的节能与质量成本控制工作
TS151.9
A
1004-7093(2016)08-0035-05
猜你喜欢
化工装备技术(2022年1期)2022-03-04
山东陶瓷(2021年5期)2022-01-17
磷肥与复肥(2021年3期)2021-12-26
金属矿山(2020年4期)2020-05-28
湖北教育·教育教学(2019年7期)2019-08-09
石油化工建设(2018年6期)2018-04-22
录井工程(2017年3期)2018-01-22
少儿科学周刊·少年版(2017年4期)2017-07-01
中国非金属矿工业导刊(2016年4期)2017-01-04
西南石油大学学报(自然科学版)(2016年2期)2016-12-01